Влияние марок гидравлических масел на полноту и точность диагностирования гидроагрегатов российского и зарубежного производства

Автор: Ионов П.А., Сенин П.В., Земсков А.М., Пьянзов С.В., Салмин В.В.
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технологии, машины и оборудование
Статья в выпуске: 3, 2023 года.
Бесплатный доступ
Введение. Заводы-изготовители российских и зарубежных объемных гидроприводов рекомендуют использовать для своих гидроагрегатов гидравлические масла (рабочую жидкость) определенных производителей: Lukoil, Gazpromneft, Mobil, Hydrau Gard, Shell, Total и др. Масла имеют различные физико-химические свойства из-за разнообразного набора присадок в своем составе. Однако изменения данных свойств в процессе эксплуатации являются негативным фактором. В связи с этим физико-химические свойства рабочей жидкости будут оказывать влияние на определение параметров диагностирования, а именно на их точность и достоверность. Поэтому в стендовом оборудовании при контроле технического состояния объемных гидроприводов необходимо использовать гидравлическое масло, которое будет обеспечивать постоянство физико-химических свойств. Для выбора рабочей жидкости, позволяющей определять параметры диагностирования новых и имеющих наработку объемных гидроприводов российского и зарубежного производства с минимальной погрешностью, необходимо проведение экспериментальных исследований. Цель статьи. Определить закономерности изменения параметров диагностирования новых и имеющих наработку гидроагрегатов российского и зарубежного производства в зависимости от температуры рабочей жидкости. Материалы и методы. В качестве рабочей жидкости использовались гидравлические масла МГЕ-46В и Shell Tellus S2 V46, рекомендованные заводами-изготовителями для объемных гидроприводов ГСТ-90, ГСТ-112 и Danfoss Power Solutions серии 90 соответственно. За анализируемые параметры диагностирования были приняты объемный КПД и крутящий момент, развиваемые объемными гидроприводами в процессе эксперимента. Испытания проводили на специализированном стендовом оборудовании в соответствии с требованиями (методикой) заводов-изготовителей. Результаты исследования. Экспериментальные исследования показали, что изменение температуры рабочей жидкости оказывает значительное влияние на точность диагностируемых параметров исследуемых гидроагрегатов. Установлено, что рабочая жидкость Shell Tellus S2 V46 позволяет достоверно определять диагностические параметры новых и имеющих наработку российских гидроагрегатов. Для рабочей жидкости МГЕ-46В получены оптимальные температурные диапазоны, равные 60…69 ºС, при испытании новых и имеющих наработку зарубежных гидроагрегатов Danfoss Power Solutions серии 90. Обсуждение и заключение. Установлено, что рабочая жидкость МГЕ-46В в оптимальных температурных диапазонах позволяет обеспечить полноту диагностирования новых и имеющих наработку российских и зарубежных гидроагрегатов с высокой точностью в соответствии с требованиями ГОСТ 17108 и заводов-изготовителей. Поэтому данное гидравлическое масло можно применять как универсальную рабочую жидкость для контроля технического состояния разномарочных гидроагрегатов на ремонтных предприятиях.
Объемный гидропривод, техническое состояние, гидронасос, гидромотор, рабочая жидкость, тормозной момент, параметры диагностирования, стенд, температура
Короткий адрес: https://sciup.org/147241502
IDR: 147241502 | УДК: 62-82:532.5 | DOI: 10.15507/2658-4123.033.202303.373-387
Influence of hydraulic oil brands on the completeness and accuracy of diagnostics of hydraulic units of Russian and foreign production
Introduction. Russian and foreign manufacturers of volumetric hydraulic drives recommend using hydraulic oils (working fluid) from certain manufacturers for their hydraulic units: Lukoil, Gazpromneft, Mobil, Hydrau Gard, SHELL, Total, etc. The oils have different physico-chemical properties, because of different additive packages in their composition. However, changes in these properties during operation are a negative factor. In this regard, the physico-chemical properties of the power fluid will affect the determination of diagnostic parameters, namely their accuracy and reliability. Therefore, when monitoring the technical condition of volumetric hydraulic drives in bench equipment, it is necessary to use hydraulic oil, with constant physico-chemical properties. To select power fluid for determining the parameters of diagnosing new and existing volumetric hydraulic drives of Russian and foreign production with a minimum error, it is necessary to conduct experimental studies. Aim of the Article. The study was aimed at determining the dependence of changes in the parameters of diagnosing new and operating hydraulic units of Russian and foreign production on the power fluid temperature. Materials and Methods. As power fluid there were used Hydraulic oils MGE-46B and SHELL TELLUS S2 V46 recommended by manufacturers for volumetric hydraulic drives НST-90, НST-112 and Danfoss Power Solutions 90-series respectively. During the experiment, the volume efficiency and torque of volumetric hydraulic drives were tested as diagnostic parameters. The tests were carried out on specialized bench equipment in accordance with the requirements (methodology) of the manufacturers. Results. Experimental studies presented in the article have shown that the changes in the temperature of the power fluid affect significantly the accuracy of the diagnosed parameters of hydraulic units under study. It was found that the power fluid SHELL TELLUS S2 V46 allows reliably determining the diagnostic parameters of new and having operating time domestic hydraulic units. Optimal temperature ranges equal to 60...69 °C were obtained for power fluid - MGE-46V when testing new and having operating time foreign hydraulic units Danfoss Power Solutions 90-series. Discussion and Conclusion. It has been found that the power fluid MGE-46B in optimal temperature ranges ensures the completeness and high accuracy of diagnosing new and having operating time hydraulic units of Russian and foreign production in accordance with the requirements of GOST 17108 and manufacturers. Therefore, this hydraulic oil can be used as a universal power fluid for monitoring the technical condition of various hydraulic units at repair enterprises.
Текст научной статьи Влияние марок гидравлических масел на полноту и точность диагностирования гидроагрегатов российского и зарубежного производства
В гидравлических системах объемных гидроприводов в качестве рабочей жидкости (РЖ) применяется гидравлическое масло, что обеспечивает безотказную работу и преждевременный износ его деталей [1 ‒ 3]. Выбор РЖ осуществляется с учетом требований заводов-изготовителей объемных гидроприводов1.
Основными производителями российских и зарубежных РЖ являются
Lukoil, Gazpromneft, Bashneft, Rosneft, SHELL, Mobil, Hydrau Gard, Castrol, Total и другие2. Данные масла имеют различные физико-химические свойства из-за разнообразного набора присадок в своем составе (антикоррозионных, ан-тиокислительных, противоизносных, загущающих и т. д.)3. Поэтому актуальной задачей является выбор РЖ, которая будет использоваться в стендовом оборудовании для диагностики новых и имеющих наработку объемных гидроприводов российского и зарубежного производства [4; 5].
Перечислим основные критерии выбора РЖ для достоверного контроля технического состояния объемных гидроприводов в условиях ремонтного производства.
Во-первых, заводы-изготовители объемных гидроприводов в качестве РЖ рекомендуют применять гидравлические масла с разными характеристиками: для российских гидроагрегатов – МГЕ-46В по ГОСТ 17479.3-85 (используется при рабочем давлении до 35 МПа, с кратковременным повышением до 42 МПа), для зарубежных гидроагрегатов – Hydrau Gard 46 Plus или SHELL TELLUS S2 V46 по ISO-11158 (используются при рабочем давлении до 42 МПа, с кратковременным повышением до 48 МПа) [6; 7].
Во-вторых, стендовое оборудование будет использовано для контроля технического состояния российских и зарубежных объемных гидроприводов, параметры диагностирования которых различны [8; 9].
В-третьих, стендовые испытания гидроагрегатов, по требованиям заводов-изготовителей, проводятся при следующих температурах РЖ: для МГЕ-46В – 50 ± 5 оС, для SHELL TELLUS S2 V46 – 80 ± 5 оС, однако вязкость при этом значительно изменяется и приводит к снижению точности определения параметров диагностирования [10 ‒ 12].
Цель исследования – определить закономерности изменения параметров диагностирования новых и имеющих наработку гидроагрегатов российского и зарубежного производства от температуры РЖ.
Обзор литературы
В работах [13; 14] представлено исследование влияния температуры гидравлического масла на производительность шестеренного насоса. Исследования заключалось в определении объемной 376
подачи насоса при различных температурах гидравлического масла, для условий переменной скорости и давления. Наиболее эффективная работа шестеренного насоса обеспечивается до температуры 60 °C. Данные исследования позволяют определить только условия применения шестеренных насосов в гидравлических системах машин.
В научной статье [15] представлены исследования связи вязкости всесезонных гидравлических масел с производительностью гидравлических насосов. Определены внутренние потери потока гидравлической жидкости в гидронасосе, гидромоторе, регуляторе потока и предохранительном клапане при различных значениях давления, частоты вращения и температуры. Результаты исследований показали, что вязкость всесезонных гидравлических масел линейно снижается на протяжении всего периода испытаний. Однако внутренние потери потока в гидронасосе не показали статистически значимого увеличения при снижении вязкости. Кроме того, снижения крутящего момента и входной мощности гидравлических насосов являются более значимыми показателями всесезонных гидравлических масел, чем производительность.
В работах [16; 17] описаны результаты использования гидравлических масел с наночастицами оксида цинка ZnO для прогнозирования вязкости. Согласно лабораторным результатам, в температурном диапазоне от 25…50 °C и концентрациях наночастиц в диапазоне 0,125…1,5 % наблюдается увеличение коэффициента теплопередачи. Из результатов следует, что оптимальной является объемная концентрация ZnO – 1 %, при которой коэффициент тепловых характеристик увеличивается с повышением температуры и имеет максимальное значение. Однако отсутствуют данные применения данного гидравлического масла с наночастицами в объемном гидроприводе.
Исследования по подбору вязкостных присадок для гидравлических масел методом проведения экспериментов и обработки полученных результатов представлены в работах [18 ‒ 20]. Определялось оптимальное содержание присадки для получения масел уровней вязкости ISO VG 32 и ISO VG 46. Установлено, что высокая гидравлическая эффективность наблюдается при числах Рейнольдса от 500 000 до 700 000. Увеличение концентрации присадки более 40 частей на объем снижает эффективность, что связано с возникновением турбулентного потока. Полученные результаты могут быть использованы в исследованиях по разработке гидравлических масел уровня HVLP .
Таким образом, из проведенного анализа представленных работ и [21; 22] можно сделать вывод, что ни одно из представленных исследований не позволяет достигнуть заявленной цели. Поэтому предлагается провести собственные стендовые испытания новых и бывших в эксплуатации гидроагрегатов российского (ГСТ-90) и зарубежного (Danfoss Power Solutions серии 90) производства с рекомендованными гидравлическими маслами. Данные исследования позволят определить закономерности изменения параметров диагностирования от марки и температуры гидравлических масел.
Материалы и методы
Экспериментальные исследования проводились на стендовом специализированном оборудовании, разработанном авторским коллективом МГУ им. Н. П. Огарева [2; 23].
На первом этапе было определено влияние свойств РЖ на параметры диагностирования широко представленных в Республике Мордовия гидроагрегатов российского (ГСТ-90, ГСТ-112) и зарубежного ( Danfoss Power Solutions ) производства, которые используются для сельскохозяйственной, дорожно-строительной и другой техники [24].
В качестве РЖ применяли гидравлические масла МГЕ-46В [6] и SHELL TELLUS S2 V46 [7], рекомендованные заводами-изготовителями объемных гидроприводов. Физико-химические характеристики рекомендованных гидравлических масел рассмотрены в таблице 1.
Из таблицы 1 следует, что кинематическая вязкость представленных гидравлических масел при увеличении температуры от +40 до +100 ºС уменьшается: для РЖ МГЕ-46В ‒ на 85 %; для РЖ SHELL TELLUS S2 V46 ‒ на 83 %.
Т а б л и ц а 1
T a b l e 1
Физико-химические характеристики гидравлических масел Physico-chemical characteristics of hydraulic oils
|
Свойство / Features |
МГЕ-46В / MGE-46B |
Shell Tellus S2 V46 |
|
Класс вязкости по ISO / Viscosity class according to ISO |
46,0 |
46,0 |
|
Тип жидкости по ISO / Type of liquid according to ISO |
HH/HL |
HV |
|
0°C |
639,0 |
600,0 |
|
Кинематическая вязкость, мм2/с / +40°C Kinematic viscosity, mm2/s |
41,4…50,6 |
46,0 |
|
+100°C |
7,0 |
7,9 |
|
Индекс вязкости / Viscosity index |
90,0 |
143,0 |
|
Плотность, кг/м3 / Density, kg/m3 |
875,0 |
872,0 |
|
Температура воспламенения, °C / Ignition |
190,0 |
225,0 |
|
temperature, °C |
||
|
Температура замерзания, °C / Freezing point, °C |
-32,0 |
-36,0 |
Физический показатель «индекс вязкости РЖ» определяет значение вязкости от температуры. То есть данный индекс для МГЕ-46В имеет наименьшее значение, а для SHELL TELLUS S2 V46 ‒ наибольшее соответственно. Благодаря этому РЖ производства SHELL в процессе стендовых испытаний обеспечит определение параметров диагностирования с большей точностью и достоверностью.
Дальнейшие исследования авторов были направлены на определение степени влияния величины температуры РЖ и на параметры диагностирования новых и имеющих наработку гидроагрегатов российского и зарубежного производства. За анализируемые параметры диагностирования принимали объемный КПД и крутящий момент, развиваемые объемными гидроприводами в процессе эксперимента.
Для этого были подготовлены комплекты объемных гидроприводов ГСТ-90 [8] и Danfoss Power Solutions серии 90 [9], технические характеристики которых удовлетворяли требованиям заводов-изготовителей. Испытания объемных гидроприводов на стендовом оборудовании проводили, согласно гидравлической схеме, представленной на рисунке 1.
Том 33, № 3. 2023
В процессе испытания контролировали следующие параметры, развиваемые гидроагрегатами объемного гидропривода: частоту вращения (об/мин); давление в линиях управления и нагнетания (МПа); подачу и расход (л/мин) в линиях нагнетания; температуру (ºC) РЖ; выходной крутящий момент (Н∙м); объемный КПД.
Испытания проводили при номинальных значениях частоты вращения и давления в линии нагнетания гидроагрегатов в соответствии с требованиями заводов-изготовителей. Переменными в эксперименте принимались такие параметры объемного гидропривода, как давление в линиях нагнетания и управления; частота вращения приводных валов, подача (расход) РЖ.
Исследования начинали от минимального значения температуры РЖ в линиях нагнетания, установленного заводами-изготовителями объемного гидропривода + 45 ºС с последующим пошаговым увеличением +5 ºС до максимального значения +85 ºС.
Для ГСТ-90 и ГСТ-112 эксперимент проводили при температуре РЖ от +45…+55 ºС до +85 ºС [8]. Для объемного гидропривода Danfoss Power Solutions серии 90 эксперимент проводили при
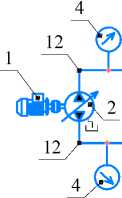
Р и с. 1. Гидравлическая схема стендового оборудования: 1 – электродвигатель;
2 и 3 – испытуемые гидронасос и гидромотор объемного гидропривода; 4 – манометры;
-
5 – дроссель; 6 – расходомеры; 7 – гидронасос гидравлического нагружающего устройства;
8 – гидробак гидравлического нагружающего устройства; 9 – вентиль;
10 и 11 – предохранительный и обратные клапаны; 12 – линии нагнетания
F i g. 1. Hydraulic scheme of bench equipment: 1 – electric motor; 2 and 3 – tested hydraulic pump and hydraulic motor of volumetric hydraulic drive; 4 – pressure gauges; 5 – throttle; 6 – flow meters;
-
7 – hydraulic pump of hydraulic loading device; 8 – hydraulic tank of hydraulic loading device;
9 – valve; 10 and 11 – safety and check valves; 12 – discharge lines температуре РЖ от +60 ºС до +85 ºС [9]. Заводом-изготовителем за критерий предельного состояния гидроагрегатов принято снижение величины объемного КПД от 20 % [4; 5].
Результаты исследования
Результаты проведенных экспериментальных исследований представлены в таблице 2, а также на рисунках 2 и 3.
Анализ таблицы 2 показал, что в рабочем диапазоне температур +45…+55 ºС объемный КПД новых гидронасосов ГСТ-90 при стендовых испытаниях с РЖ МГЕ-46В составляет 0,954…0,952, для РЖ SHELL TELLUS S2 V46 – 0,958…0,956 (снижение на 0,2 %).
Крутящий момент новых гидромоторов ГСТ-90 при той же температуре находится в диапазонах 324…322 Н∙м (снижение на 0,62 %) для гидравлического масла МГЕ-46В и 325…324 Н∙м (снижение на 0,3 %) для SHELL TELLUS S2 V46 соответственно.
Испытания имеющих наработку гидронасосов и гидромоторов показали, что для РЖ МГЕ-46В объемный КПД гидронасоса составляет 0,73…0,7 (снижение на 3,6 %), крутящий момент гидромотора при этом составляет 317…310 Н∙м (снижение на 2,2 %), для РЖ SHELL TELLUS S2 V46 объемный КПД составляет 0,72…0,71 (снижение на 1,4 %), крутящий момент гидромотора составляет 317…314 Н∙м (снижение на 0,96 %).
Следовательно, наибольшая погрешность определения объемного КПД и крутящего момента для новых и имеющих наработку гидронасосов и гидромоторов ГСТ-90 с учетом температуры +55 ºС достигается для РЖ МГЕ-46В в первом случае 0,2 % и 0,62 %, во втором ‒ 2,2 % и 3,6 %. Поэтому РЖ зарубежного производителя SHELL в процессе стендовых испытаний обеспечит определение параметров диагностирования гидроагрегатов с большей достоверностью.
Т а б л и ц а 2
T a b l e 2
Зависимость объемного КПД и крутящего момента нового и имеющего наработку гидроагрегатов ГСТ-90 от температуры с исследуемыми марками гидравлических масел The dependence of the volumetric efficiency and torque of the new and having operating time hydraulic units GST-90 on the temperature with the studied brands of hydraulic oils
|
Температура, ºС / Temperature, °C |
Новый объемный гидропривод ГСТ-90 / New volumetric hydraulic drive GST-90 |
Бывший в эксплуатации объемный гидропривод ГСТ-90 / Used volumetric hydraulic drive GST-90 |
||||||
|
Объемный КПД / Volumetric efficiency |
Крутящий момент / Torque |
Объемный КПД / Volumetric efficiency |
Крутящий момент / Torque |
|||||
|
Марки гидравлических масел / Brands of hydraulic oils |
Марки гидравлических масел / Brands of hydraulic oils |
|||||||
|
МГЕ-46В / MGE-46B |
SHELL TELLUS S 2 |
МГЕ-46В / MGE-46B |
SHELL TELLUS S 2 |
МГЕ-46В / MGE-46B |
SHELL TELLUS S 2 |
МГЕ-46В / MGE-46B |
SHELL TELLUS S 2 |
|
|
40 0,955 0,958 325,50 325,67 0,726 0,730 319,03 318,88 45 0,955 0,957 325,43 325,65 0,723 0,728 316,85 317,41 50 0,954 0,956 323,84 325,01 0,710 0,724 313,69 316,17 55 0,953 0,955 322,25 324,05 0,697 0,712 310,32 314,24 60 0,945 0,954 320,66 323,90 0,665 0,702 308,74 312,32 65 0,936 0,952 319,07 322,46 0,636 0,684 306,75 310,29 70 0,927 0,945 317,48 320,98 0,593 0,656 304,07 308,95 75 0,907 0,934 315,83 319,49 0,547 0,628 301,83 306,43 80 0,891 0,925 314,31 318,01 0,525 0,604 298,96 304,67 85 0,870 0,901 312,73 316,53 0,486 0,586 296,62 302,11 Technologies, machinery and equipment 379 |
||||||||
а)
-
b)
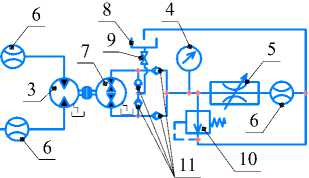
Р и с. 2. Результаты определения объемного КПД нового (а) и имеющего наработку (b) гидронасоса объемного гидропривода Danfoss Power Solutions серии 90 с исследуемыми марками гидравлических масел в зависимости от температуры:
-
1 – кривая определения объемного КПД для нового и имеющего наработку гидронасоса с РЖ МГЕ-46В; 2 – кривая определения объемного КПД для нового и имеющего наработку гидронасоса с РЖ SHELL TELLUS S2 V46 ;
∆ 1 и ∆ 2 – величины погрешностей определенная объемного КПД при температуре +69 ºС для нового и имеющего наработку гидронасоса между исследуемыми марками гидравлических масел
F i g. 2. The results of determining the volumetric efficiency of the new a) and operating time
-
b) hydraulic pump of the Danfoss Power Solutions 90-series volumetric hydraulic drive with the brands of hydraulic oils under study, depending on temperature:
-
1 – curve of determining the volumetric efficiency for the new and having operating time hydraulic pump with WF MGE-46V; 2 – curve of determining the volumetric efficiency for the new and having operating time hydraulic pump with SHELL TELLUS S2 V46 ;
∆1 and ∆2 – values of errors in determining the volumetric efficiency at a temperature of +69°C for a new and having operating hydraulic pump between the brands of hydraulic oils under study
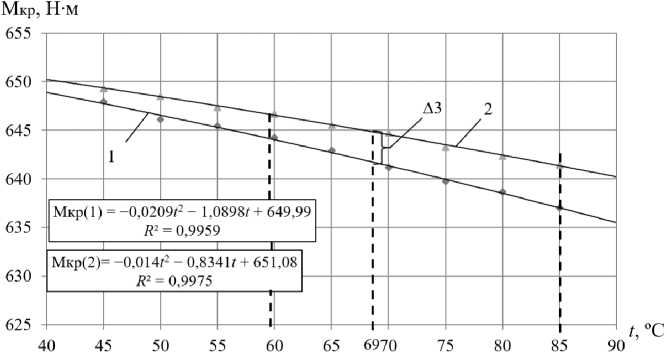
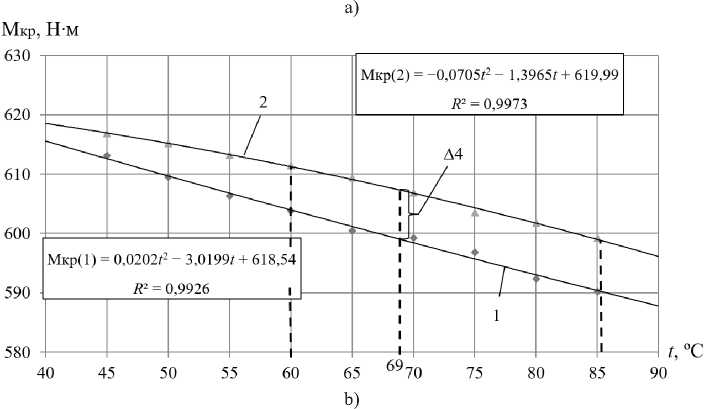
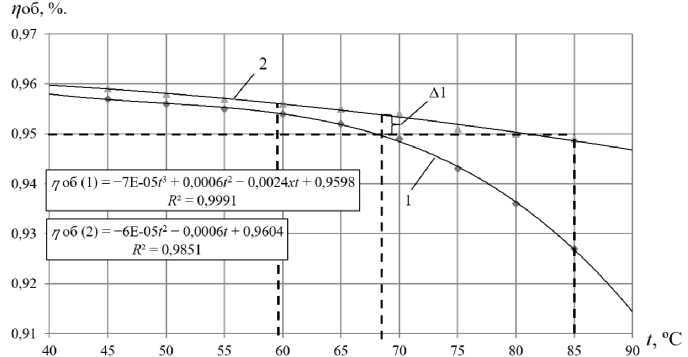
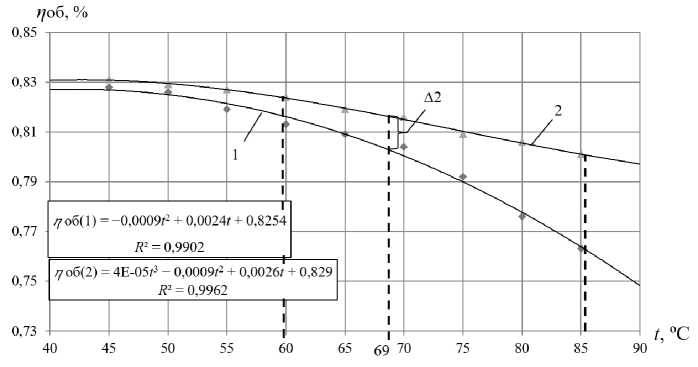
Р и с. 3. Результаты определения крутящего момента нового (а) и имеющего наработку (б) гидромотора объемного гидропривода Danfoss Power Solutions серии 90 с исследуемыми марками гидравлических масел в зависимости от температуры:
-
1 – кривая определения крутящего момента нового и имеющего наработку гидромотора с РЖ МГЕ-46В; 2 – кривая определения крутящего момента нового и имеющего наработку гидромотора с РЖ SHELL TELLUS S2 V46 ; ∆ 3 и ∆ 4 – величины погрешностей определенная крутящего момента при температуре +69 ºС для нового и имеющего наработку гидромотора между исследуемыми марками гидравлических масел
F i g. 3. The results of determining the torque of a new a) and having operating time
-
b) hydraulic motor volume hydraulic drive Danfoss Power Solutions 90-series with the brands of hydraulic oils under study, depending on temperature: 1 – curve of determining the torque of a new and operating time hydraulic motor with WF MGE-46V; 2 – curve of determining the torque of a new and having operating time hydraulic motor with WF SHELL TELLUS S2 V46;
∆3 and ∆4 – values of the errors of the torque measurement at a temperature of +69°C for a new and having operating hydraulic motor between the brands of hydraulic oils under study
Из рисунка 2 следует вывод, что в рабочем диапазоне температур +60…+85 ºС объемный КПД новых гидронасосов Danfoss Power Solutions серии 90 при стендовых испытаниях с РЖ зарубежного производителя SHELL TELLUS S2 V46 составляет 0,96…0,95 (снижение на 1,05%), что не противоречит нормам завода-изготовителя [5], для РЖ российского производителя МГЕ-46В – 0,95…0,93 (снижение на 2,2 %).
Испытания имеющих наработку гидронасосов Danfoss Power Solutions серии 90 показали, что для РЖ SHELL TELLUS S2 V46 объемный КПД составляет 0,82…0,80 (снижение на 2,5 %), для РЖ МГЕ-46В ‒ 0,81…0,76 (снижение 6,6 %).
Для РЖ МГЕ-46В предельная (максимальная) температура, равная +69 ºС, соответствует паспортному значению объемного КПД – 0,95 гидронасоса Danfoss Power Solutions серии 90.
Наибольшая погрешность определения объемного КПД для новых и бывших в эксплуатации гидронасосов Danfoss Power Solutions серии 90 между исследуемыми марками гидравлических масел составляет ∆ 1 = 0,5 % и ∆ 2 = 1,4 % при температуре +69 ºС. С увеличением температуры до +85 ºС погрешность определения объемного КПД для РЖ SHELL TELLUS S2 V46 и МГЕ-46В увеличивается и составляет 2,4 % и 5,0 % соответственно.
Из рисунка 3 следует, что в рабочем диапазоне температур +60…+85 ºС крутящий момент новых гидромоторов Danfoss Power Solutions серии 90 в при стендовых испытаниях с РЖ зарубежного производителя SHELL TELLUS S2 V46 составляет 647…642 Н∙м (снижение на 0,78 %), для РЖ российского производителя МГЕ-46В – 645…637 Н∙м (снижение на 1,3 %).
Испытания имеющих наработку гидромоторов Danfoss Power
Том 33, № 3. 2023
Solutions серии 90 показали, что для РЖ SHELL TELLUS S2 V46 крутящий момент гидромотора составляет 612…599 Н∙м (снижение на 2,1 %), для РЖ МГЕ-46В ‒ 604…590 Н∙м (снижение на 2,4 %).
Наибольшая погрешность определения крутящего момента для новых и бывших в эксплуатации гидромоторов Danfoss Power Solutions серии 90 между исследуемыми марками гидравлических масел составляет ∆ 3= 0,4 % и ∆ 4= 1,3 % при температуре +69 ºС.
С увеличением температуры до +85 ºС погрешность определения крутящего момента для РЖ SHELL TELLUS S2 V46 и МГЕ-46В увеличивается и составляет 0,8 % и 1,5 % соответственно. Согласно данным исследованиям, гидравлическое масло марки МГЕ-46В в рабочем температурном диапазоне +60…+69 ºС является годным для определения объемного КПД и крутящего момента гидропривода Danfoss Power Solutions серии 90.
Обсуждение и заключение
Полученные в статье результаты показали, что разномарочные гидравлические масла, в настоящее время используемые в качестве РЖ, оказывают влияние на достоверность определения параметров диагностирования различных объемных гидроприводов российского и зарубежного производства.
Установлено, что РЖ МГЕ-46В в оптимальных температурных диапазонах +60…+69 ºС позволяет обеспечить полноту диагностирования новых и имеющих наработку российских и зарубежных гидроагрегатов с высокой точностью в соответствии с требованиями ГОСТ 17108 и заводов-изготовителей. Поэтому данное гидравлическое масло можно, применять как универсальную РЖ для контроля технического состояния разномарочных гидроагрегатов на ремонтных предприятиях.
Vol. 33, no. 3. 2023 ENGINEERING TECHNOLOGIES AND SYSTEMS ^2^
Поступила 13.06.2023; одобрена после рецензирования 27.07.2023; принята к публикации 10.08.2023.
Об авторах:
Все авторы прочитали и одобрили окончательный вариант рукописи.
Submitted 13.06.2023; revised 27.07.2023; accepted 10.08.2023.
Список литературы Влияние марок гидравлических масел на полноту и точность диагностирования гидроагрегатов российского и зарубежного производства
- Особенности использования метода тепловой диагностики гидростатической трансмиссии лесозаготовительных машин / А. В. Латынин [и др.] // Воронежский научно-технический Вестник. 2021. Т. 2, № 2 (36). С. 42-49. URL: https://naukaru.ru/ru/storage/viewWindow/83009 (дата обращения: 11.06.2023).
- Разработка стенда для оценки технического состояния объемных гидроприводов с гидравлическим нагружающим устройством / П. А. Ионов [и др.] // Инженерные технологии и системы. 2019. Т. 29, № 4. С. 529-545. https://doi.org/10.15507/2658-4123.029.201904.529-545
- Пугин К. Г., Шаякбаров И. Э. Повышение надежности гидравлических систем строительных и дорожных машин, эксплуатируемых в зимний период времени в арктической зоне РФ // Вестник Санкт-Петербургского государственного университета технологии и дизайна. Серия 1: Естественные и технические науки. 2022. № 1. С. 154-162. EDN: QTJVZV
- Моделирование связи крутящего момента объемного гидропривода с параметрами гидравлического нагружающего устройства / С. В. Пьянзов [и др.] // Технический сервис машин. 2021. № 1 (142). С. 72-82. URL: https://cyberleninka.ru/article/n/ustroystvo-dlya-otsenki-tehnicheskogo-sos-toyaniya-obemnogo-gidroprivoda/viewer (дата обращения: 11.06.2023).
- Numerical Simulation and Experimental Study on the Comparison of the Hydraulic Characteristics of an Axial-Flow Pump and a Full Tubular Pump / S. Lijian [et al.] // Renewable Energy. 2020. Vol. 153. P. 1455-1464. https://doi.org/10.1016/j.renene.2020.02.082
- Spectral Method for Monitoring the Technical Condition of Hydraulic Drives of Forest Harvester Machines / A. I. Pavlov [et al.] // Journal of Physics: Conference Series. 2020. Vol. 1515. Article no. 042086. https://doi.org/10.1088/1742-6596/1515/4/042086
- System for Remote Monitoring of Tractors and Detection of Their Incorrect Operation / M. N. Kos-tomakhin [et al.] // Russian Engineering Research. 2022. Vol. 42, Issue 4. P. 360-364. https://doi. org/10.3103/S1068798X22040189
- Оценка технического состояния круглых шестеренных гидронасосов навесных гидросистем тракторов / П. В. Чумаков [и др.] // Инженерные технологии и системы. 2020. Т. 30, № 3. С. 426-447. https://doi.org/10.15507/2658-4123.030.202003.426-447
- Analysis of the Technical Condition of Agricultural Machinery Using Neural Networks / E. V. Pes-tryakov [et al.] // Lecture Notes on Data Engineering and Communications Technologies. 2022. Vol. 121. P. 92-101. https://doi.org/10.1007/978-3-030-97057-4_9
- Battarra M., Mucchi E. On the Assessment of Lumped Parameter Models for Gearpump Performance Prediction // Simulation Modelling Practice and Theory. 2019. Vol. 99. P. 34-40. https://doi. org/10.1016/j. simpat.2019.102008
- New Method for Monitoring the Residual Life of High Pressure Hoses / A. I. Pavlov [et al.] // Journal of Physics: Conference Series. 2020. Vol. 1515. https://doi.org/10.1088/1742-6596/1515/4/042082
- Результаты стендовых испытаний гидрораспределителей, восстановленных с применением нанокомпозиционного гальванического железнения / В. В. Сафонов [и др.] // Научная жизнь. 2019. № 2. С. 43-50. https://doi.org/10.26088/IN0B.2019.90.30271
- Effect of Temperature Change on Hydraulic Oil Luminescence / B. Duan [et al.] // Journal of Harbin Engineering University. 2020. Vol. 41, Issue 12. P. 1785-1789. https://doi.org/10.11990/jheu.201904082
- Investigation of the Influence of Hydraulic Oil Temperature on the Variable-Speed Pump Performance / L. Stawinski [et al.] // Eksploatacja i Niezawodnosc. 2022. Vol. 24, Issue 2. Р. 289-296. https:// doi. org/10.17531/ein.2022.2.10
- Temporary and Permanent Viscosity Loss Correlated to Hydraulic System Performance / P. W. Michael [et al.] // Tribology Transactions. 2018. Vol. 61, Issue 5. Р. 901-910. https://doi.org/10.1080/10402 004.2018.1439210
- Thermo-hydraulic Performance of a Lubricant Containing Zinc Oxide Nano-particles: A Two-phase Oil / Z. Li [и др.] // Journal of Energy Resources Technology, Transactions of the ASME. 2020. Vol. 142, Issue 11. Р. 107-112. https://doi.org/10.1115/1.4047256
- Direct Driven Hydraulic Drive: Effect of Oil on Efficiency in Sub-Zero Conditions / T. Minav [et al.] // Energies. 2019. Vol. 12, Issue 2. Р. 219. https://doi.org/10.3390/en12020219
- Study Effect of Antiturbulence Additives on Hydraulic Efficiency in Oil Pipelines by Disk Turborheometer / A. M. Nechval [et al.] // Journal of Pipeline Systems Engineering and Practice. 2021. Vol. 12, Issue 4. Р. 0402161-1-0402161-13. https://doi.org/10.1061/(ASCE)PS.1949-1204.0000610
- High-Speed Imaging of Water Hammer Cavitation in Oil-Hydraulic Pipe Flow / M. Jansson [et al.] // Fluids. 2022. Vol. 7, Issue 3. https://doi.org/10.3390/fluids7030102
- Исследования по подбору отечественной вязкостной присадки для всесезонных гидравлических масел уровня HVLP / Л. А. Радченко [и др.] // Мир нефтепродуктов. 2020. № 5. С. 45-49. https://doi.org/10.32758/2071-5951-2020-0-5-45-49
- Ding H., Liu Y., Zhao Ya. A New Hydraulic Synchronous Scheme in Open-Loop Control: Load-Sensing Synchronous Control // Measurement and Control. 2020. Vol. 53, Issue 1-2. P. 119-125. https:// doi.org/10.1177/0020294019896000
- Experimental Hydraulic Device for the Testing of Hydraulic Pumps and Liquids / Z. Ткас [et al.] // Tribology in Industry. 2018. Vol. 40, Issue 1. P. 149-155. https://doi.org/10.24874/ti.2018.40.01.14
- Разработка программного обеспечения стенда для контроля технического состояния объемных гидроприводов / С. В. Пьянзов [и др.] // Инженерные технологии и системы. 2021. Т. 31, № 4. С. 500-517. https://doi.org/10.15507/2658-4123.031.202104.500-517
- Влияние температуры рабочей жидкости на объемный коэффициент полезного действия аксиально-поршневого гидронасоса / С. В. Пьянзов [и др.] // Пермский аграрный вестник. 2018. № 4 (24). С. 9-16. URL: https://cyberleninka.ru/article/n/vliyanie-temperatury-rabochey-zhidkosti-na-obemnyy-koeffitsient-poleznogo-deystviya-aksialno-porshnevogo-gidronasosa/viewer (дата обращения: 11.06.2023).
