Влияние модифицирования на структуру и свойства деформируемых сплавов системы Al-Mg-Si

Автор: Антонов М.М., Окладникова Н.В., Горбунов Ю.А., Жереб В.П., Дроздова Т.Н., Орелкина Т.А., Шамсутдинова М.Г.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 5 т.8, 2015 года.
Бесплатный доступ
Исследована структура и фазовый состав модификаторов: лигатурных прутков AlTi5C0,2 и AlTi5B1 и дисперсной порошковой смеси МС-М. Изучено влияние исследуемых модификаторов на структуру слитков и свойства полуфабрикатов из сплавов системы Al-Mg-Si. Показано, что применение порошковой смеси при модифицировании слитков сплава АВЕ привело к существенному измельчению зерна. Для использования МС-М в серийном производстве слитков из сплавов системы Al-Mg-Si необходимо оптимизировать состав и параметры ввода модификатора.
Модифицирование, сплавы системы al-mg-si, лигатура, слитки, профили
Короткий адрес: https://sciup.org/146114985
IDR: 146114985 | УДК: 669.046.527 | DOI: 10.17516/1999-494X-2015-8-5-601-608
Studying of modification influence on the structure and properties of deformable aluminum alloys of Al-Mg-Si system
In the article was been investigated the structure and phase composition of the following modifying agents: a rod-shaped ligature AlTi5C0,2 and AlTi5B1, and a dispersed powder mixture MS-M. The influence of modifying agents on the semi-finished product structure and properties from the alloy AD31 were studied. Here was shown that applying the powder mixture for modifi cation ingots from the alloy ABE leaded to the effective grain refining. To apply the MC-M in the serial manufacture of ingots from the alloys of Al-Mg-Si system, is necessary to optimize the composition of modifying agent and its input parameters.
Текст научной статьи Влияние модифицирования на структуру и свойства деформируемых сплавов системы Al-Mg-Si
В настоящее время на рынке прессованной продукции пользуются спросом профили из малолегированных алюминиевых сплавов системы Al-Mg-Si с высоким качеством поверхности под анодирование. Качество поверхности изделий и их свойства существенно зависят от макро-, микроструктуры и морфологии избыточных фаз слитков.
Эффективное воздействие на структуру и качество слитков, связанное с измельчением литого зерна, достигается за счет операции модифицирования. Структурные изменения при этом наследуются на всех этапах технологического производства деформированных полуфабрикатов и влияют на качество поверхности и механические свойства получаемых изделий. При этом поиск новых составов модификаторов и способ их введения в расплав – актуальная задача материаловедения и литейного производства.
Для модифицирования слитков деформируемых алюминиевых сплавов, в том числе сплавов системы Al-Mg-Si, традиционно используется лигатура Al-Ti-B, содержащая частицы фаз TiAl 3 и TiB 2, являющиеся эффективными центрами кристаллизации [1, 2].
Известны экспериментальные данные по измельчению зерна слитков алюминиевых сплавов лигатурным прутком Al-Ti-С [3, 4]. Модифицирующий эффект ее обусловлен большим – 602 – структурным сходством карбидов в виде фаз A14C3 и TiC или Al3Ti и TiC с алюминием, что создает благоприятные условия для пристройки к ним атомов алюминия и приводит к измельчению зерна слитка.
В последние годы, помимо модифицирующих лигатурных прутков, широкое распространение получает способ введения в расплав алюминия и его сплавов дисперсных порошков (или нанопорошков), представленных соединениями тугоплавких металлов в виде карбидов, нитридов, оксидов [3, 4].
Главной характеристикой нанопорошков выступает развитая поверхность частиц. Благо -даря малым размерам частиц нанопорошков (≤ 100 нм) и их высокой реакционной способности они являются эффективными центрами кристаллизации и, следовательно, измельчают зерно литого сплава.
Целью данной работы стало исследование влияния модифицирования лигатурными прутками и порошковой смесью на структуру слитков и свойства прессованных профилей из сплавов системы Al-Mg-Si.
Исследование структуры лигатурных прутков AlTi5B1, AlTi5C0,2 и ультрадисперсного порошка МС-М
Объектами исследования были модификаторы: лигатурные прутки AlTi5B1 и AlTi5C0,2, а также ультрадисперсный порошок МС-М1.
Микроструктура лигатурного прутка AlTi5B1 (рис. 1а) представляет собой алюминиевый твердый раствор и интерметаллидные частицы: кристаллы фазы Al3Ti, имеющие форму крупных, неправильных многогранников, расположенные равномерно по сечению прутка, и частицы TiB 2 - более мелкие многогранники в виде скоплений небольшой протяжённости.
Количественный анализ структурных составляющих лигатур проводили на оптическом микроскопе Carl Zeiss с использованием программы Axiovision Rel. 4.5. Параметры фаз иссле-дуемых лигатур приведены в табл. 1.

а
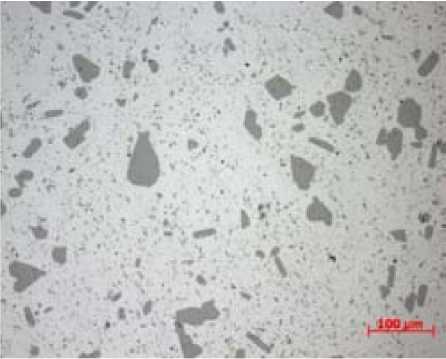
Рис. 1. Микроструктура лигатурного прутка в продольном сечении: а – AlTi5B1; б – AlTi5C0,2
б
Анализ микроструктуры лигатурного прутка AlTi5C0,2 (рис. 1б) показал наличие крупных частиц в форме многогранников, являющихся интерметаллидами Al 3 Ti, и мелких частиц в виде строчечных скоплений небольшой протяжённости, которые – предположительно – фаза карбида титана. Количественная обработка микроструктуры (табл. 1) показала, что в отличие от лигатуры AlTi5B1 частицы интерметаллида Al3Ti крупнее, но в объеме их распределено меньше.
Для анализа ультрадисперсной модифицирующей смеси МС-М был проведен рентгенофазовый анализ порошка и определен фракционный состав. Ультрадисперсный порошок МС-М содержит оксиды Ti, Zr, Nb и такие соли, как хиолит Na5Al3F14, криолит Na3AlF6, фторцирконат калия K 2 Zr 2 F 6 , которые участвуют в реакциях восстановления металлов и действуют как рафинирующие добавки к расплаву.
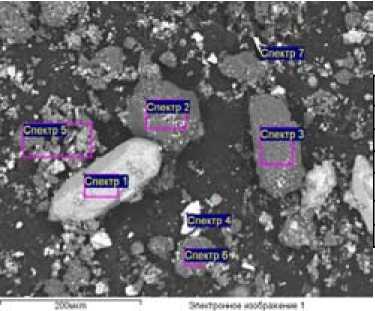
Форму и размеры частиц смеси МС-М определяли на растровом электронном микроскопе EVO50, микрорентгеноспектральный анализ частиц модифицирующей смеси проводили с использованием энергодисперсионного анализатора INCO ENERGY 250. Выявлено, что смесь МС-М представляет собой совокупность частиц, неоднородных по размерам. В порошковой смеси дисперсные частицы оксидов тугоплавких компонентов располагаются на поверхности кристаллов солей, поэлементный состав смеси дан в таблице (рис. 2). Оценка фракционного состава показала, что размер всех частиц порошковой смеси изменяется от 0,1 до 170 мкм. При этом размер частиц оксидов тугоплавких металлов, входящих в конгломераты, находится в пределах 0,1-2 мкм.
Спектр
O
F
Na
Al
K
Ti
Zr
1 26.7 43.5 2.0 1.1 15. 2.0 9.0
Nb
2 7.3 64.9 18.4 7.0 1.6 0.8
3 8.0 66.1 12.8 10. 0.4 0.5 Ca 1.2
4 47.0 26.1 1.7 3.5 1.0 20.
5 14.0 62.0 10.2 7.4 4.5 0.8 1.0
7 76.0 0.7 0.5 22.7
Таблица 1. Размеры интерметаллидных частиц и их объемная доля
|
Лигатура |
Фаза |
Объемная доля частиц, % |
Средний размер частиц, мкм |
Максимальный размер частиц, мкм |
Минимальный размер частиц, мкм |
|
AlTi5B1 |
Al 3 Ti |
11,9±2 |
37,6±3 |
49,1 |
26,1 |
|
TiB 2 |
14,4±3 |
0,95±0,02 |
0,42 |
2,20 |
|
|
AlTi5C0,2 |
Al 3 Ti |
7,4±3 |
40,8±3 |
51,6 |
30,1 |
Рис. 2. Микроструктура смеси МС-М (РЭМ) и поэлементный состав частиц смеси (вес. %)
Влияние лигатурных прутков AlTi5B1 и AlTi5C0,2 и порошковой смеси МС-М на литую структуру слитков и свойства профилей из сплавов системы Al-Mg-Si
Объектом исследования служили слитки из сплава АД31 диаметром 145 мм, полученные на производстве и модифицированные с помощью лигатурного прутка AlTi5B1 и AlTi5C0,2 с расходом 0,6 кг/т расплава2.
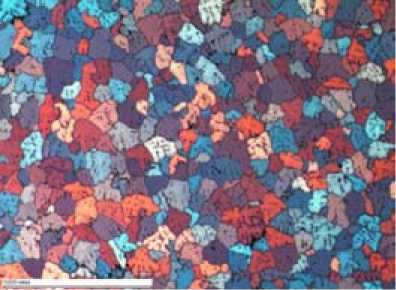
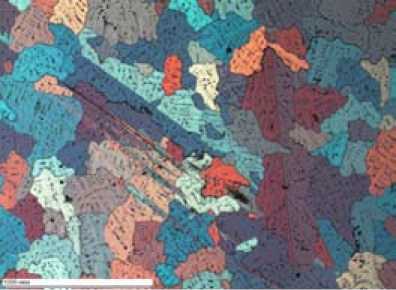
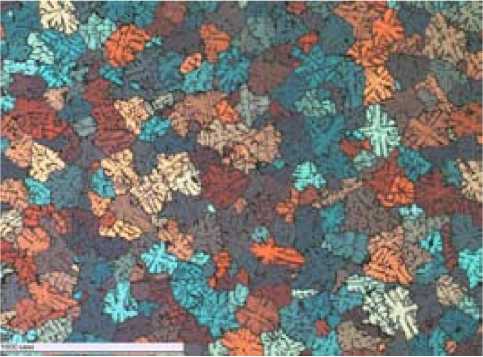
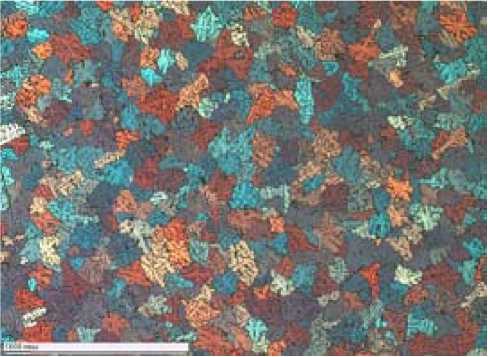
Для выявления зерен в литых слитках проводили оксидирование образцов и изучали их в поляризованном свете. Из анализа микроструктуры (рис. 3) следует, что размер зерна слитков, модифицированных лигатурой AlTi5C0,2, примерно на 40 % больше, чем размер зерна в слитках, модифицированных AlTi5B1. К тому же в слитках, модифицированных AlTi5C0,2, на периферийной части наблюдаются участки с веерной дефектной структурой.
Размер дендритной ячейки - важнейший параметр литой микроструктуры, который зависит, прежде всего, от условий охлаждения слитка. Поэтому влияние модификаторов, ввод которых не связан с изменением технологии литья, не должен оказывать существенного влияния на ее размер. Следовательно, размер дендритной ячейки в слитках, изготовленных с использованием лигатурных прутков AlTi5B1 и AlTi5C0,2, практически одинаков и составляет 30 мкм в средней и 45 мкм в периферийной части слитков.
Известно, что значительный модифицирующий эффект оказывает введение в расплав дисперсных порошков, содержащих частицы химических соединений тугоплавких элементов на основе боридов, нитридов, оксидов [3, 4]. Для изучения воздействия порошкового модификатора на микроструктуру сплавов были выполнены исследования в лабораторных условиях на сплаве АВЕ.
Объектом исследования являлись технологические пробы (Alcan тест) из сплава АВЕ.
Анализ макроструктуры проб показал, что размер зерна в пробе, модифицированной порошковой смесью МС-М, значительно меньше, чем в пробе, модифицированной AlTi5B1 (рис. 4). Полученный результат модифицирования слитка смесью МС-М можно объяснить тем,
а
Рис. 3. Микроструктура образцов слитков из АД31, модифицированных лигатурой: а – AlTi5B1; б – AlTi5C0,2
б

Рис. 4. Макроструктура алкан-теста проб сплава АВЕ: а – без модифицирования; б – модифицированного AlTi5B1; в – модифицированного МС-М что частицы оксидов тугоплавких металлов Ti, Zr, Nb имеют размеры доли микрон. Вероятные химические реакции восстановления металлов из оксидов, осуществляемые в расплаве, предполагают образование в итоге интерметаллидов Al3Ti, Al3Zr и Al3Nb, которые выступают центрами кристаллизации. Учитывая имеющиеся литературные данные, можно предположить, что размер интерметаллидов тугоплавких металлов, полученных в ходе реакций восстановления оксидов смеси МС-М, составляет от десятков до сотен нанометров. Как следствие, эффект модифицирования порошковой смесью оказывается заметно выше в сравнении с прутковой лигатурой, где готовые центры кристаллизации Al3Ti и TiB2 имеют ощутимо большие размеры.
Для подтверждения модифицирующего эффекта порошковой смеси МС-М на производстве была проведена плавка слитков из сплава АД31 диаметром 145 мм. Также были отлиты слитки с использованием лигатурного прутка AlTi5B1. Исследовано влияние вышеприведенных модификаторов на литую макро- и микроструктуру сплава АД31. Анализ макроструктуры слитков показал, что в слитках, модифицированных МС-М, не достигнуто однородности структуры, наблюдаются участки с крупным зерном в литниковой части. В донной части макроструктура по сечению слитка равномерная. Таким образом, однородности макроструктуры слитка при модифицировании порошковой смесью МС-М не достигнуто.
Размер зерна в середине слитка, модифицированного МС-М, примерно на 60 % больше размера зерна слитка, модифицированного лигатурой AlTi5B1 (рис. 5). В опытных слитках выявлены крупные зерна, главным образом в периферийной части. Помимо этого в микроструктуре определяются участки мелких кристаллов, соизмеримые с размером дендритных ячеек, которые распределены неоднородно по сечению слитка (рис. 6 г ). Эти участки свидетельствуют о локальном, эффективном модифицировании опытных слитков порошковой МС-М. В слитках, модифицированных лигатурой AlTi5B1, сформирована однородная по сечению структура.
Можно предположить, что неравномерность зерна опытных слитков связана с недостаточной интенсивностью перемешивания расплава, в том числе и за счет барботации при проведении плавки в печи большого объема, и – как следствие – с неравномерным распределением частиц модификаторов. При проведении дальнейших работ в промышленных масштабах это требует решения вопроса (например, с использованием МГД-перемешивателей) и, вероятно, увеличения продолжительности выдержки расплава после введения порошковой смеси.
а
б
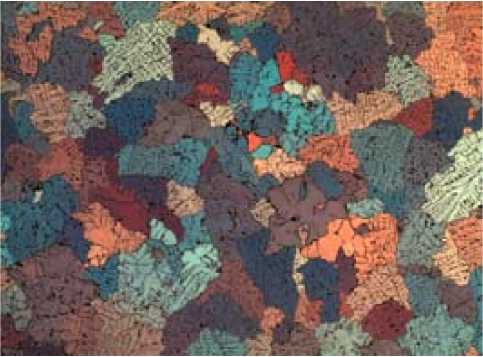
Рис. 5. Микроструктура образцов слитков из АД31, модифицированных лигатурой: а, б – AlTi5B1; в, г – МС-М; а, в – средняя часть слитка; б, г – периферийная часть слитка
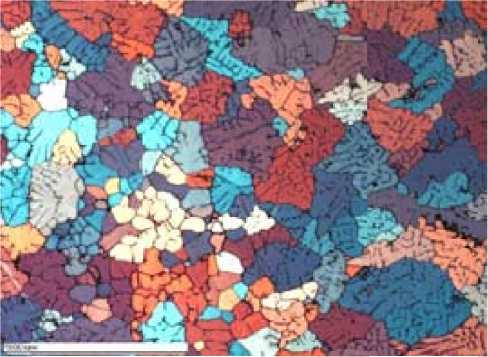
г
В литом состоянии микроструктура слитков неравновесная и содержит по границам ячеек твердого раствора эвтектические фазы Mg2Si, a (Al8Fe2Si), в (Al5FeSi). На производстве для слитков проводят гомогенизационный отжиг, основными задачами которого являются гомогенизация твердого раствора, а также трансформация частиц фазы e-Al5FeSi и сфероидизация железистых фаз [5, 6].
Для оптимизации параметров гомогенизационного отжига в лабораторных условиях отжиг опытного сплава (модифицированного МС-М) проводили при температуре 580, 590, 600, 610, 620 °С и времени выдержки 10-180 мин. По микроструктуре осуществляли количественный анализ железистых фаз образцов в литом и отожженном состоянии. Основным параметром обработки структуры в программе AxioVixion был выбран показатель сферичности частиц железосодержащих фаз.
Из литературных данных известно, что высокотемпературные нагревы способствуют реализации процессов трансформации, фрагментации, сфероидезации железосодержащих фаз и чем выше температура отжига, тем интенсивнее происходят эти процессы, даже при малых выдержках [5, 6]. По результатам исследований, проведенных в работе, также подтверждена эффективность высокотемпературного кратковременного отжига и рекомендовано использовать для слитков отжиг по режиму 600 °С, 30 мин по сравнению с отжигом по серийному режиму 580 °С, 3 ч.
Для оценки влияния параметров прессования на качество и механические свойства профилей из опытных слитков сплава АД31, модифицированных смесью МС-М, прессование проводили при температурах 460, 480 и 500 °С и коэффициентах вытяжки 78 и 66. Механические свойства профилей были определены после упрочняющей термообработки (старение при 180-190 °С, 5 ч). Было показано, что температура прессования не оказывает значительного влияния на уровень прочностных свойств и шероховатость поверхности профилей. Механические свойства профилей, полученных из слитков, модифицированных МС-М, выше требований ГОСТ 22233.
Выводы
-
1. Установлено, что модифицирование прутковой лигатурой AlTi5C0,2 слитков диаметром 145 мм из сплава АД31 приводит к получению неудовлетворительной разнозернистой и веерной структуры.
-
2. Выявлено, что применение порошковой смеси при модифицировании привело к существенному измельчению зерна лабораторных слитков сплава АВЕ. Для использования МС-М в серийном производстве слитков из АД31 необходимо оптимизировать состав и параметры ввода модификатора.
-
3. Показано, что для образцов слитков из опытного сплава, модифицированного МС-М, отжиг при высокой температуре 600-620 °С с кратковременной выдержкой в течение 30 мин является более эффективным по сравнению с серийным режимом.
-
4. Уровень механических свойств и качества поверхности профилей из слитков опытной плавки сплава АД31 соответствует уровню профилей, полученных по серийной технологии, и удовлетворяет заданным значениям по ГОСТ 22233.
Список литературы Влияние модифицирования на структуру и свойства деформируемых сплавов системы Al-Mg-Si
- Белов Н.А. Фазовый состав промышленных и перспективных алюминиевых сплавов. М.: МИСиС, 2010. 511 с.
- Макаров Г.С. Слитки из алюминиевых сплавов с магнием и кремнием для прессования: основы производства. М.: Интермет Инжиниринг, 2011. 256 с.
- LI Jian-guo et. al. // Nonferrous Met. Soc. China. 2006. N 16. P. 243-253.
- Попова Э.А. и др.//Металлы. 2009. № 5. С. 3 9.
- Крушенко Г.Г.//Металлургия машиностроения. 2011. № 1. С. 20 24.
- Крушенко Г.Г.//Нанотехника. 2008. № 2. С. 18 21
- Брянцев П.Ю. Автореф. дис. … канд. техн. наук. М., 2007. 25 с.
- Брянцев П. Б.//Металловедение и термическая обработка металлов. 2012. № 6. С. 24-27.
