Влияние морфологии интерметаллидных фаз на разрушение заготовки при глубокой вытяжке с принудительным утонением

Автор: Андрианов Алексей Владимирович, Воронин Сергей Васильевич, Арышенский Владимир Юрьевич, Ерисов Ярослав Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-3 т.19, 2017 года.
Бесплатный доступ
В работе представлены результаты исследований разрушения в процессе вытяжки банок из алюминиевого сплава 3104 H19. Установлено, что разрушение стенки банки происходит на пятом переходе вытяжки с принудительным утонением на расстоянии 118-120 мм от дна банки. Для оценки влияния морфологии интерметаллидных фаз (Al6(Fe, Mn) и Al12(Fe, Mn)3Si) на напряженное состояние в процессе вытяжки разработана комплексная конечно-элементная модель участка стенки банки в опасном сечении с учетом реальной микроструктуры. Анализ результатов показал, что значения интенсивности напряжений на границе, как «крупных» интерметаллидных фаз, так и на «мелких», значительно превышают критические значения механических характеристик материала, что может привести к выкрашиванию фаз в процессе вытяжки и образованию микротрещин. Установлено, что округлая форма фазы вызывает вокруг себя меньший уровень напряжений, чем вытянутая. При этом величина интенсивности напряжений на «мелких» фазах вытянутой формы выше, чем на «крупных», поэтому и при вытяжке их выкрашивание происходит более интенсивно.
Алюминиевый сплав 3104 h19, вытяжка с принудительным утонением, интерметаллидные фазы, морфология, напряженное состояние, разрушение, метод конечных элементов, микроструктура
Короткий адрес: https://sciup.org/148205088
IDR: 148205088 | УДК: 621.7.01
Influence of intermetallic phases morphology on fracture during deep drawing with ironing
In the article it is shown the research results of fracture during deep drawing of cans from aluminum alloy 3104 H19. It is stated that the fracture of can’s wall occurs on the fifth step of drawing with ironing (on distance 118-120 mm from the can’s bottom). To establish the influence of intermetallic phases (Al6(Fe, Mn) and Al12(Fe, Mn)3Si) morphology on stress state during drawing it was developed integrated finite element model of can’s wall section with account of real microstructure. The results analysis has shown that the value of equivalent stress on the edge of both big and small intermetallic phases is considerably superior to limit values of material mechanical properties. This leads to phases crumbling during drawing and micro-cracks formation. Also it is stated that round phases cause smaller stresses than elongated. The value of equivalent stress near small elongated phases is larger than near big one, due to this fact such phases are crumbled more intensively during drawing.
Текст научной статьи Влияние морфологии интерметаллидных фаз на разрушение заготовки при глубокой вытяжке с принудительным утонением
В процессе многопереходной вытяжки тонкостенных цилиндрических деталей из алюминиевого сплава 3104 H19 часто происходит разрушение стенки в виде трещин, расположенных перпендикулярно направлению вытяжки. Анализируя характер разрушения 450 банок отобранных от 43 рулонов, было установлено, что разрыв стенки банок происходит на пятом переходе вытяжки с принудительным утонением на расстоянии 118-120 мм от дна. Все исследованные банки имели один и тот же характерный вид разрывов в виде перевернутой буквы «П» (рис. 1).
Рис. 1. Алюминиевые банки с разрывом на расстоянии 120 мм от дна
Предположительно причиной данных разрывов является присутствие в сплаве 3104 H19 твердых интерметаллидных фаз Al6(Fe, Mn) и Al12(Fe, Mn)3Si. Согласно литературным данным интерметаллидные фазы оказывают положительное влияние на процесс глубокой вытяжки с принудительны утонением, т.к. способствуют очистке инструмента [1-4]. С другой стороны, в зависимости от морфологии (формы, размеров, распределения) эти же интерметаллидные фазы могут приводить к разрушению изделий. Определение оптимальной морфологии фаз экспериментальным путем является сложной задачей, т.к. связано с проведением дорогостоящих и трудоемких исследований с большим количеством заготовок, которые необходимо полу- чать, варьируя режимами прокатки, а также изменением содержания химических элементов в сплаве.
В связи с этим, для исследования влияния морфологии интерметаллидных фаз в данной работе использовался метод многоуровневого конечно-элементного моделирования [5], что позволило сформулировать требования к размерам и форме интерметаллидных фаз в алюминиевой ленте.
МЕТОДИКА КОНЕЧНО-ЭЛЕМЕНТНОГО МОДЕЛИРОВАНИЯ
Компьютерное моделирование напряженного состояния стенки банки в процесс вытяжки с учетом влияния интерметаллидных фаз проводилось в два этапа. Вначале, используя разработанную ранее модель [6], в программном комплексе PAM-Stamp 2G был смоделирован процесс многопереходной вытяжки с принудительным утонением. При этом материал заготовки рассматривался как сплошная среда без каких-либо включений. В результате были определены напряжения в опасном сечении, которое, как было установлено выше, находится на
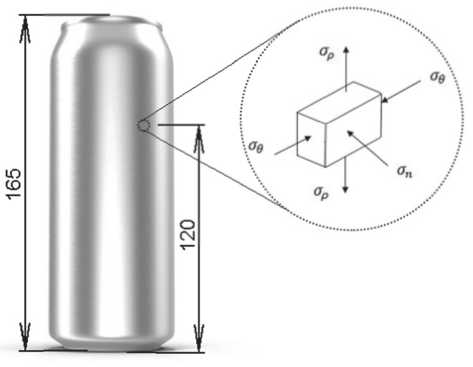
Рис. 2. Схема напряженного состояния в опасном сечении банки
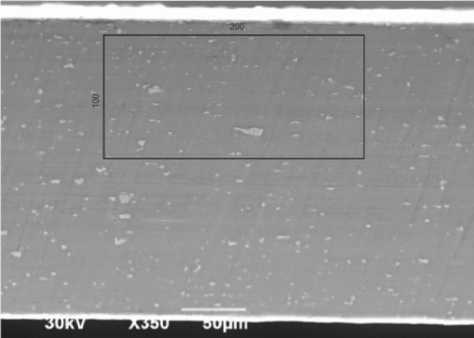
Рис. 3. Участок микроструктуры стенки банки расстоянии 120 мм от дна банки: тангенциальные сжимающие напряжения σθ = -155 МПа, осевые растягивающие напряжения σρ = 210 МПа, нормальные сжимающие напряжения σn =-40 МПа (рис. 2).
Затем, используя разработанную ранее методику [7-8], в программе MSC Marc выполнено моделирование напряженного состояния участка опасного сечения банки с учетом его реальной микроструктуры. На анализируемом участке размерами 200×100 мкм располагались 110 включений интерметаллидных фаз Al6(Fe, Mn) и Al12(Fe, Mn)3Si (рис. 3).
Для построения конечно-элементной сетки растровое изображение микроструктуры анализируемого участка было импортировано в программу CorelDraw, где производилась прорисовка границ образца и контура интерметаллидных фаз (рис. 4).
Полученное векторное изображение импортировалось в программу MSC Marc. Далее выполнялось построение сетки конечных элементов (рис. 5-6). При этом учитывалось, что распределение конечных элементов в интерме-таллидных фазах и в объеме основного материала должно быть равномерным. Исходя из этого, подбиралось оптимальное число конечных элементов в структурных составляющих и вокруг них (рис. 5, а).
Известно, что на напряженное состояние оказывает влияние неравномерность конечно-элементной сетки [9-11], а также поля напряжений, возникающие от соседних фаз. Для исключения влияния первого фактора дополнительно была построена конечно-элементная модель с упорядоченной прямоугольной сеткой (рис. 5, б).
Для исключения влияния второго фактора – полей напряжений соседних фаз – были построены две дополнительные конечно-элементные модели тех же размеров, но с единственным включением, расположенным в центре участка (рис. 6).
При построении сетки использовались 4-х узловые конечные элементы типа QUED 3. Трехмерные модели участка строились путем выдавливания конечных элементов на величину равную толщине стенки банки в опасном сечении
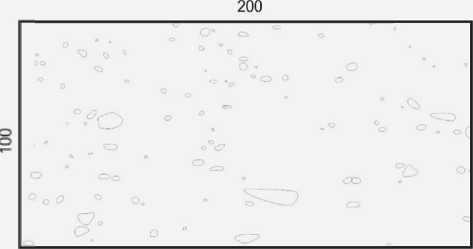
Рис. 4. Векторная модель исследуемого участка стенки банки
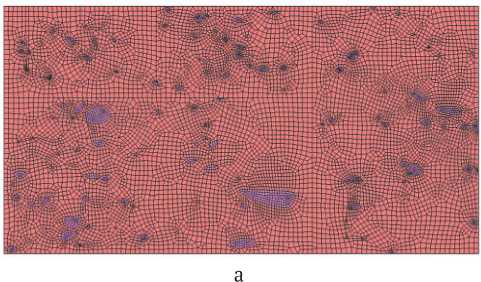
Рис. 5. Конечно-элементная модель исследуемого участка стенки банки: а – неупорядоченная сетка; б – упорядоченная прямоугольная сетка
а б
Рис. 6. Конечно-элементная модель исследуемого участка стенки банки с единственной фазой вытянутой формы: а – «большая» фаза; б – «малая» фаза
– 95 мкм (при этом по толщине задавался один конечных элемент).
К граням построенной таким образом конечно-элементной модели участка были приложены силы, соответствующие определенным на первом этапе расчета напряжениям. Для равномерного приложения нагрузки к грани участка величина силы делилась на ко -личество узлов конечно-элементной сетки, расположенных на рассматриваемой грани, и полученная величина прикладывалось к каждому из узлов.
При расчете величина сил, приложенных к граням участка, возрастала от нуля до заданного значения. При этом процесс нагружения был разбит на 10 шагов.
Для описания свойств материала основы – алюминиевого сплава 3104 H19 – использовалась упруго-пластическая модель, а для интерметаллидных фаз Al6(Fe, Mn) и Al12(Fe, Mn)3Si – упругая. Для сплава 3104 H19 задавались следующие механические свойства, которые были определены при испытании на растяжении образцов, вырезанных непосредственно из готовой банки : временное сопротивление – 373 МПа, предел текучести – 368 МПа, относительное удлинение – 0,4%. Модуль упругости интерметаллидных фаз задавался равным 350 ГПа [12].
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
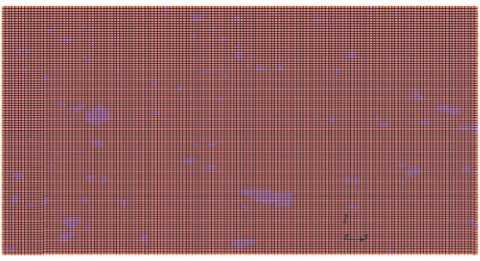
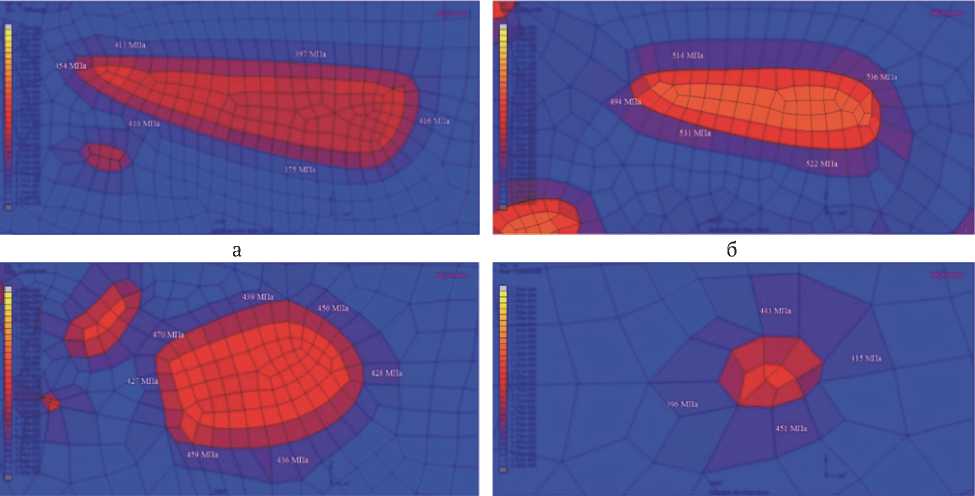
Анализ напряженного состояния участка стенки банки показал, что максимальная интенсивность напряжений наблюдается в интер-металлидных фазах, в то время как в объеме основного материала интенсивность напряжений соответствует прикладываемой нагрузке. При этом расхождение результатов, полученных на неупорядоченной и упорядоченной прямоугольной сетках, незначительное (рис. 7).
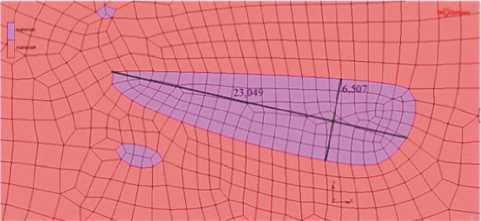
Для оценки влияния формы фазы на напря -женное состояние были выбраны четыре характер -ных фазы вытянутой (рис. 8, а-б) и округлой (рис. 8, в-г) формы, отличающиеся также размерами.
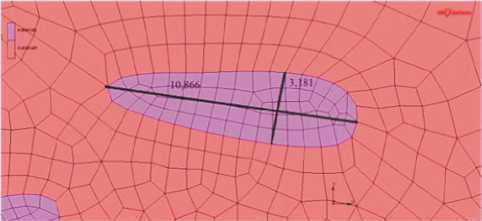
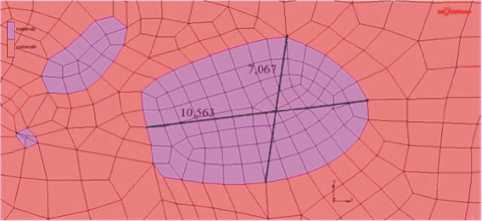
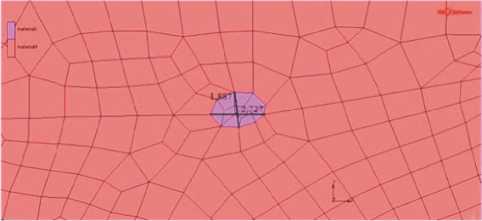
При оценке влияния формы интерметаллид -ных фаз установлено, что в случае крупных фаз уровень напряжений в округлой и вытянутой фазах практически одинаков (рис . 9, а, в), в случае же мел -ких фаз уровень напряжений ниже вокруг округлой фазы (рис . 9, б, г). Таким образом, фазы вытянутой формы и минимальных размеров приводят к появлению вокруг себя наибольших напряжений, ко -торые могут превосходить предел прочности мате -риала, что и приводит, по-видимому, к локальному разрушению . Высокий уровень напряжений вокруг таких фаз может объясняться не только влиянием их формы и размеров, но и тем, что данные фазы обычно окружены соседними включениями.
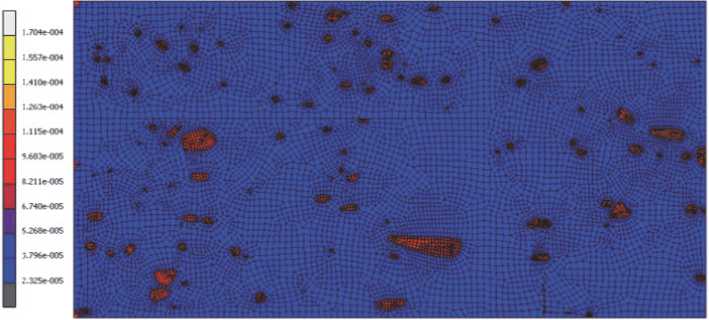
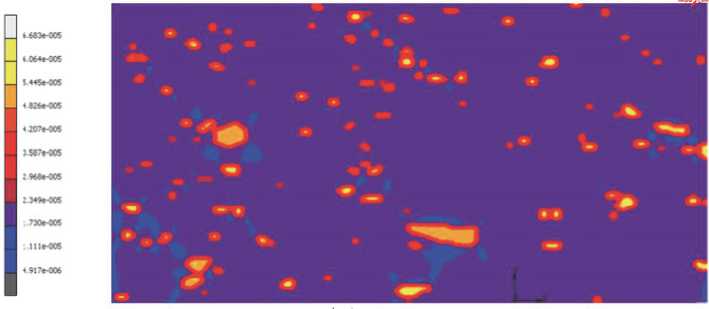
Рис. 7. Распределение интенсивности напряжений участка стенки банки (107 МПа): а - неупорядоченная сетка; б - упорядоченная прямоугольная сетка
а
б
в г
Рис. 8. Характерные интерметаллидные фазы, выбранные для оценки влияния их размеров и формы на напряженное состояние участка стенки банки
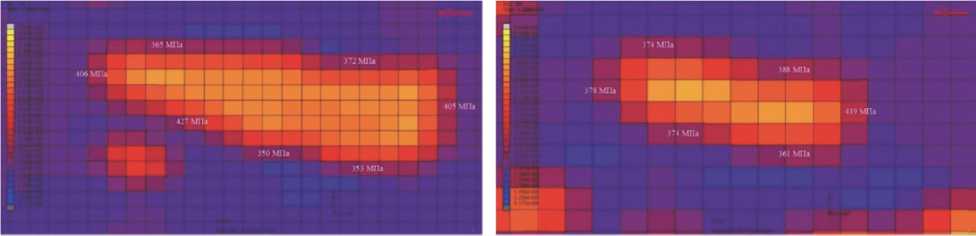
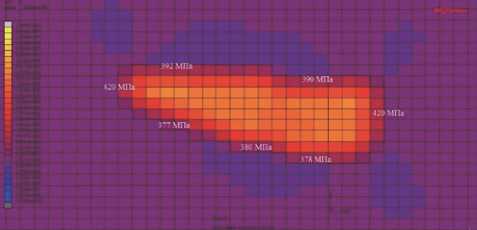
На рис. 10 представлено напряженное состояние вокруг рассмотренных выше фаз вытянутой формы, но полученное при моделировании с использование упорядоченной прямоугольной сетки. Интенсивность напряжений в крупной фазе (рис. 10, а) незначительно отличается от значений напряжений, полученных на неупорядоченной сетке (рис. 9, а), в отличие от напряжений в мелкой фазе (рис. 9, б и рис. 10, б). Однако, в обоих случаях максимальные напряжения соответствуют фазам малых размеров и вытянутой формы.
в
г
Рис. 9. Распределение интенсивности напряжений в зависимости от морфологии фаз (неупорядоченная сетка), 107 МПа
а
б
Рис. 10. Распределение интенсивности напряжений в зависимости от морфологии фаз (упорядоченная прямоугольная сетка), 107 МПа
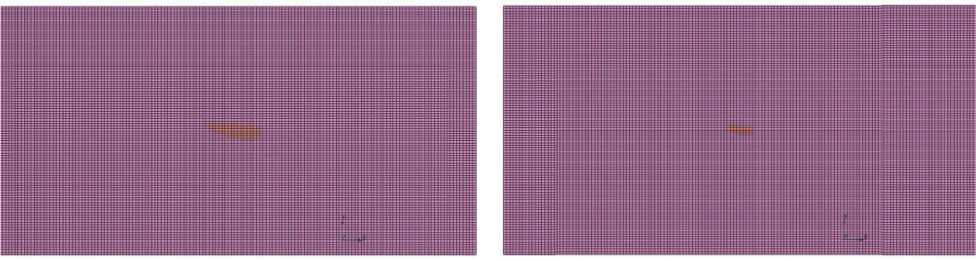
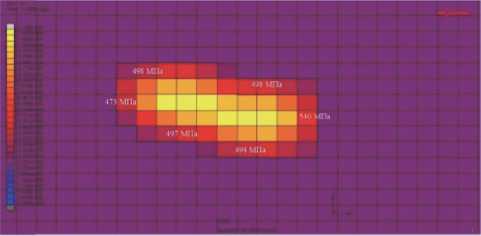
Результаты расчетов напряженного состояния стенки банки с единственной фазой, расположенной в центре рассматриваемого участка, подтвердили, что величина интенсивности напряжений вокруг крупной фазы вытянутой формы (рис. 11, а) значительно ниже, чем в случае мелкой фазы (рис. 11, б).
Сводные данные зависимости напряженного состояния от размера и формы интерметал- лидных фаз и типа конечно-элементной сетки представлены в табл. 1.
ЗАКЛЮЧЕНИЕ
Анализ напряженного состояния участка стенки банки в опасном сечении с учетом реальной микроструктуры сплава 3104 H19 показал, что средние значения интенсивности напряже-
а
б
Рис. 11. Распределение интенсивности напряжений в случае единственной фазы, расположенной в центре участка стенки банки, 107 МПа
Таблица 1. Величина интенсивности напряжений на границе интерметаллидных фаз различных размеров и формы
Список литературы Влияние морфологии интерметаллидных фаз на разрушение заготовки при глубокой вытяжке с принудительным утонением
- Westerman E.J. Silicon: A Vital Element in Aluminum Beverage Can Body Stock. In: Aluminum Alloys for Packaging/J.G. Morris, et. al., Eds. TMS, 1993. P. 1.
- Wang X., Kamat R.G. A Technique to Measure Intermetallic Size Distribution in Aluminum Can Body Stock. In: Aluminum Alloys for Packaging II/J.G. Morris, et. al., Eds. TMS, 1996. P. 209.
- Rouns T.N. Composition and Preheating Effects on the Dispersoid and Insoluble Constituent Particle Evolution in 3xxx Alloys. In: Aluminum Alloys for Packaging III/S.K. Das, Ed. TMS, 1998. P. 2.
- Andrianov A.V., Kandalova E.G., Aryshensky E.V., Grechnikova A.F. Influence of 3104 alloy microstructure on sheet performance in ironing aluminum beverage cans//Key Engineering Materials. 2016. Vol. 684. P. 398-405.
- Raabe D. Continuum Scale Simulation of Engineering Materials: Fundamentals -Microstructures -Process Applications/D. Raabe, F. Roters, F. Barlat, L.-Q. Chen. -WILEY-VCH Verlag GmbH & Co. KGaA, 2004. -866 p.
- Andrianov А.V., Erisov Y.A., Aryshensky E.V., Aryshensky V.Y. Application of shell elements in simulation of cans ironing//Journal of Physics: Conference Series. 2017. Vol. 803 (1). Art. no. 012004.
- Компьютерное моделирование процесса вытяжки полых стаканчиков изс плава АМг6 с учетом реальной структуры материала/Г.З. Бунова, С.В. Воронин, Ф.В. Гречников, В.Д. Юшин//Известия Самарского научного центра РАН. 2009. Т. 11. №3. С. 219-224.
- Воронин С.В., Юшин В.Д. Исследование влияния анизотропии свойств сплава АД1М в процессе вытяжки на геометрию полых цилиндрических деталей//Известия вузов. Цветная металлургия. 2017. №1. C. 61-68.
- Рыбин Ю.И., Рудской А.И., Золотов А.М. Математическое моделирование и проектирование технологических процессов обработки металлов давлением. СПб.: Наука, 2004. 644 с.
- Епифанов А.Н., Демьяненко Е.Г., Попов И.П. Моделирование процесса отбортовки-формовки тонкостенных осесимметричных деталей в программном комплексе PAM-Stamp 2G (ESI Group)//Известия Самарского научного центра РАН. 2016. Т. 18. №1. С. 59-65.
- Статистический анализ процессов формообразования деталей оболочек сложной двояковыпуклой формы/В.А. Михеев, С.В. Сурудин, С.Д. Смольников, Д.В. Савин//Известия высших учебных заведений. Авиационная техника. 2016. № 1. С. 132-136.
- Самсонов Г.В. Нитриды. М.: Металлургия, 1969. 264 с.
