Влияние наконечника на обратные токи закрученного дутья в фурме TSL

Автор: Король Ю.А.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургическая теплотехника и теплоэнергетика
Статья в выпуске: 3 т.25, 2025 года.
Бесплатный доступ
В представленной работе показаны исследования влияния конструкции наконечника на работу фурмы TSL. Использование и анализ результатов более 400 млн измерений контролируемых показателей плавки позволило прийти к заключению о видимом и значимом влиянии на особенности работы фурмы и её наконечника от дутьевых параметров плавки, которые, в свою очередь, влияют на величину эффективной крутки. Понимание особенностей закрученной струи, формирования дутьевого факела и воронки в расплаве позволило сделать обобщения данных и выявить зависимости работы фурмы с использованием предложенного математического аппарата. В ходе исследований на действующей печи в реальном режиме плавки в течение многолетнего периода наблюдений было изучено влияние на технологические показатели плавки и рабочую кампанию фурмы TSL конструктивных особенностей наконечника: длина, диаметр и пережимы. Контроль параметров дутья позволил выполнить оценку эффективной крутки дутьевой смеси и её влияние на работоспособность наконечника с целью обеспечения заданных режимов плавки и максимально повышения кампании работы фурмы. Исследования влияния длины и формы наконечника показали, что требуемая его минимальная длина должна быть на уровне 350–400 мм. Уменьшение длины наконечника до меньших размеров ухудшает параметры технологического процесса, снижает производительность печи и может приводить к выбросам расплава в результате его передува и вспенивания. Большая длина наконечника приводит к неудобствам в обслуживании фурм, в переходе фурмы в режим прямоточного дутья изза резкого уменьшения эффективной крутки, что негативно отражается на производительности печи и кампании наконечника. Пережим в устье наконечника, несмотря на теоретические преимущества, не дал видимых и контролируемых результатов в изменении работы печи. Теоретические расчёты по изменению диаметра наконечника показали сомнительную значимость этого мероприятия в связи с возрастанием вероятности попадания расплава в устье фурмы при постоянных колебаниях дутьевых параметров, приводящих к постоянно меняющимся параметрам крутки.
Вертикальная фурма, Аусмелт, Айзасмелт, эффективная крутка, прямоточные струи, закрученные струи, дутьё, штейн, шлак, дутьевой режим, кислород, воздух, КВС, TSL
Короткий адрес: https://sciup.org/147252247
IDR: 147252247 | УДК: 669 | DOI: 10.14529/met250307
Effect of tip on swirling blast reverse currents in a TSL lance
In this paper, the effect of the tip design on the TSL operation is investigated. Using and ana-lyzing the results of over 400 million measurements of controlled melting parameters allowed to come to the conclusion about the visible and significant influence of the melting blast parameters on the peculiarities of the lance and its tip operation, which, in turn, affect the value of effective twist. Understanding the pecu-liarities of the twisted jet, formation of the blast torch and funnel in the melt allowed to generalize the data and identify the dependencies of the lance operation using the proposed mathematical apparatus. When conducting the research on the operating furnace in the real melting mode for many years of observation, the influence of the tip design features: length, diameter and throat on the process parameters of melting and the working campaign of the TSL was studied. The control of blowing parameters made it possible to assess the effective twist of the blowing mixture and its influence on the tip performance in order to ensure the specified melting modes and maximize the lance operating campaign. Studying the effect of the tip length and shape has shown that the required minimum length should be 350–400 mm. Reducing the length of the tip worsens the process parameters, reduces furnace productivity and may lead to melt ejections as a result of its overblowing and foaming. Long tip leads to inconveniences during maintenance and the lance transfer to the direct flow blowing mode due to a sharp decrease in the effective twist, which negatively affects the productivity of the furnace and the tip campaign. Overpressure in the tip mouth, despite the theo-retical advantages, did not give visible and controllable results in changing the furnace operation. Theoreti-cal calculations on changing the tip diameter showed the questionable significance of this measure due to the increased probability of melt ingress into the lance mouth at constantly varying blowing parameters, which leads to constantly changing twist parameters.
Текст научной статьи Влияние наконечника на обратные токи закрученного дутья в фурме TSL
В фурме TSL для повышения её кампании в условиях погружного дутья в сульфидно-силикатный расплав применяется крутка дутьевых потоков. Данный технологический приём позволяет увеличить теплообмен с поверхности фурмы, формировать на неё магнетитовый гарнисаж, не используя при этом другие теплоносители, представляющие угрозу для работы печи при прогаре тела фурмы и попадании теплоносителя, как правило, воды, в расплав [1–6].
Закрученное дутьё передаёт часть своей энергии расплаву, приводя его во вращение вокруг вертикальной оси погружной фурмы, что создаёт дополнительные условия для улучшения массообмена между сульфидами и оксидами металлов и флюсами, подаваемыми в печь с целью образования штейновой и шлаковой фаз [7, 8].
В фурмах TSL, разработанных компанией «Аусмелт» и применяемых в вертикальной печи на АО «Карабашмедь», используются закрученное дутьё для охлаждения тела фурмы и кислородо-воздушной смеси (КВС) для реализации технологического процесса и прямоточное дутьё для подачи природного газа с целью поддержания теплового баланса плавки [9]. В указанной работе для конкретной конструкции фурмы и для основных технологических параметров дутья выполнены по методике, представленной автором, расчёты, включая крутку, позволяющие прогнозировать для спутных потоков следующие основные технологические показатели:
– при подаче в фурму 20 тыс. нм3/ч воздуха охлаждения в межтрубное пространство и 33,5 тыс. нм3/ч смеси КВС по основной трубе во взаимодействии с 2,2 тыс. нм3/ч природного газа образуется дутьевой факел с эффективной круткой 0,85, формируя воронку обратных токов 0,051 м при угле раскрытия струи 56°;
– при подаче в фурму 32 тыс. нм3/ч воздуха охлаждения и 21,5 тыс. нм3/ч смеси КВС в смеси с 2,2 тыс. нм3/ч природного газа образуется дутьевой факел с эффективной круткой 1,39, формируя воронку обратных токов 0,169 м при угле раскрытия струи 71°.
На показатели крутки значимое влияние оказывает прямоточное дутьё, поступающее по центральной трубе фурмы. Подача струи природного газа в количестве 2200 нм3/ч с температурой в устье фурмы 100 °С плотностью 0,6 кг/м3 уменьшает эффективную крутку с 0,90 до 0,85 для первого варианта расчётов и с 1,46 до 1,39 – для второго [9].
Методика расчёта прямоточных струй для условий вертикальной фурмы, погружаемой в расплав, представлена ранее в работе [10] и позволяет прогнозировать поведение расплава в печи как в условиях прямоточных, так и слабо закрученных потоков.
В соответствии с выполненной оценкой наблюдается прямая зависимость общей (эффективной) крутки спутных струй как от конструктивной крутки, определяемой конструктивными особенностями фурмы (диаметром соосных труб, числом и углом наклона лопаток), так и от количества и скорости истечения дутьевой смеси из завихрителей. Возрастание эффективной крутки спутных потоков создаёт предпосылки для образования обратных токов в устье фурмы, диаметр воронки которых становится сопоставимым с диамет- рами внутренних труб фурмы. Увеличение диаметра воронки обратных токов сопровождается ростом угла раскрытия струи, уменьшением глубины проникновения в расплав дутьевого факела и повышением сопротивления дутьевому потоку, выходящему из фурмы.
Формирование зоны обратных токов приводит к явлению «засасывания» расплава в центральную часть устья фурмы и разрыву струи, что нарушает технологический режим плавки и сокращает кампанию фурмы [5, 9, 10].
Возникшее противоречие между увеличением количества подаваемого воздуха в печи для повышения производительности печи и сопутствующим увеличением эффективной крутки, приводящее к возникновению обратных токов, уменьшению глубины погружения струи, повышению сопротивления дутью и снижению кампании фурмы, разработчики TSL минимизировали, удлинив фурму наконечником длиной от 0,7 до 1,0 калибров или 315–450 мм (рис. 1) [10].
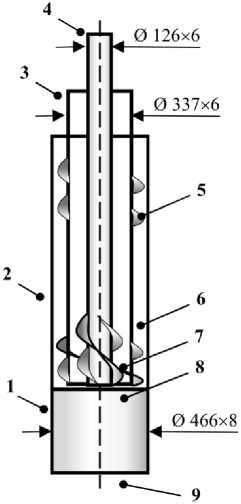
Рис. 1. Изображение рабочей части фурмы TSL: 1 – наконечник; 2 – наружная воздухоохлаждаемая труба для ввода в расплав воздуха охлаждения; 3 – внутренняя труба для подачи воздуха на технологию в смеси с кислородом (КВС); 4 – труба для вдувания природного газа; 5, 6 – завихрители смеси для воздуха охлаждения; 7 – завихрители для КВС; 8 – устье фурмы; 9 – устье наконечника [10] Fig. 1. Image of the working part of the TSL tuyere: 1 – tip; 2 – external air-cooled pipe for introducing cooling air into the melt; 3 – internal pipe for supplying air to the technology in a mixture with oxygen (KVS); 4 – pipe for injecting natural gas; 5, 6 – swirlers of the mixture for cooling air; 7 – swirlers for KVS;
8 – tuyere mouth; 9 – tip mouth [10]
В условиях высоких температур и агрессивности расплава наконечник фурмы подвергается повышенному износу, короблению и плавлению, что приводит к необходимости его ремонта или замене, а это, в свою очередь, определяет в основном кампанию фурмы, ритмичность работы печи и всего сопутствующего металлургического и газоочистного оборудования.
В связи с отсутствием в свободном доступе математических моделей по расчёту конструктивных особенностей наконечника для фурмы TSL и недостаточностью информации по исследовательским работам в этом направлении перед инженерами АО «Карабашмедь» была поставлена задача по проверке различных конструкций наконечника, влияния его на работу печи и выработки рекомендаций для организации эффективной работы фурмы [3, 4, 11, 12].
Цель исследования: оценка влияния конструктивных особенностей наконечника фурмы TSL, разработка математической модели для определения параметров эффективной крутки и её влияние на параметры дутьевого факела.
Методика проводимой работы
На предприятии АО «Карабашмедь» нет возможности проводить исследовательские работы по изучению режима плавки «Аусмелт» в лабораторных условиях на моделях с учётом их подобия и других математических приёмов, позволяющих прогнозировать и оценивать возможное влияние изучаемых параметров на реальную работу печи в промышленных условиях. С другой стороны, инженеры предприятия имеют в своём распоряжении огромный массив данных замеров технологических параметров работы печи за более чем девятилетний период с интервалом 1 мин по 412 показателям для всех возможных и вероятных производственных условий и видов перерабатываемого сырья.
Для оценки конструктивных особенностей фурмы и прогноза её дутьевых параметров был использован математический аппарат, представленный автором в работах [9, 10].
Для оценки влияния наконечника фурмы на работу печи были проведены несколько исследовательских работ на действующем металлургическом оборудовании в условиях реального производства при работе фурмы без
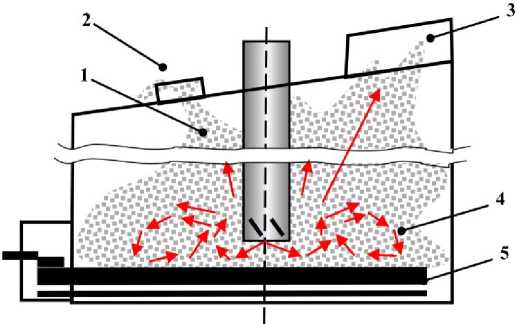
Рис. 2. Работа фурмы без наконечника: 1 – вспененная ванна;
2 – загрузочное отверстие; 3 – аптейк печи; 4 – циркуляция расплава; 5 – сульфидный расплав
Fig. 2. Operation of a tuyere without a tip: 1 – foam bath; 2 – loading opening; 3 – furnace aptake; 4 – melt circulation; 5 – sulfide melt
наконечника и выполнена математическая обработка более 400 млн показателей работы печи при его различной длине и конфигурации1.
По результатам обработки показателей работы печи был сделан вывод о существенном и значимом влиянии на кампанию работы фурмы только дутьевых параметров плавки. Виды и качество сырья, уровень расплава в печи, температурные режимы плавки, газовый режим, параметры работы систем охлаждения и множество других контролируемых показателей при оценке кампании фурмы носят случайный и несистемный характер.
Учитывая то, что противодавление дутью и давление в системе подачи воздуха, кислорода и природного газа являются параметрами, зависимыми от конструкции наконечника, и являются, скорее, управляющими факторами для работы оператора печи, то для анализа влияния на работу фурмы были выбраны показатели по расходам компонентов дутьевой смеси.
В ходе одного из экспериментов фурма устанавливалась в печь без наконечника. После подачи дутья и начала загрузки концентрата было отмечено, что изменился характер шумов в печи, повысился брызгоунос, а расплав начинал вспениваться. Через 20 мин печь останавливалась из-за угрозы выброса массы из печи.
Расход воздуха в ходе экспериментов со- ставлял 22 000 нм3/ч, подача КВС – на уровне 12 000 нм3/ч при потреблении природного газа 1800 нм3/ч, что обеспечивало эффективную крутку в устье фурмы всех спутных струй 1,47. Диаметр воронки обратных токов – 180 мм.
Визуальный контроль за работой ванны и выходом расплава позволил предположить, что при отсутствии наконечника и заданных параметрах дутья произошёл разрыв струи на два потока, сосредоточенных в верхней ванне расплава с минимальной циркуляцией вглубь (рис. 2).
Сосредоточение зоны окисления сверху ванны и отсутствие поступления новых порций расплава из объёма ванны привело к её переокислению и вспениванию. Односторонняя подача шихты через загрузку, ограниченная половиной ванны печи, не позволила предотвратить передув ванны и выброс шлаковой массы через загрузочное отверстие.
При установке наконечника длиной до 1000 мм и по мере его износа до величины 350–400 мм от устья фурмы дутьевые параметры печи и форма воронки соответствуют тору с параметрами крутки, предотвращающими разрыв дутьевых потоков и большую величину обратных токов.
В соответствии с ранее изложенной методикой [9, 10] при подаче в фурму 20 тыс. нм3/ч воздуха охлаждения в межтрубное пространство и 33,5 тыс. нм3/ч смеси КВС по основной трубе во взаимодействии с 2,2 тыс. нм3/ч природного газа наконечник диаметром 450 мм обеспечивает полное смешение спутных струй на расстоянии 0,86 калибра или 380 мм. Соответственно при длине наконечника 1000 мм формирование гомогенной струи из спутных струй заканчивается на расстоянии 390 мм от устья фурмы и из наконечника фурмы выходит однородная струя с общей степенью крутки меньшей, чем в устье в соответствии с формулой np
W φ w , а
За счёт дополнительного сопротивления тангенциальной скорости W φ потоков дутья, прижимаемых за счёт крутки к стенкам внутри наконечника, происходит её уменьшение, тем самым снижается эффективная степень крутки при постоянной аксиальной скорости W а . Методика расчёта и учёт сопротивления тангенциальной скорости показаны в работе [13].
При подаче в фурму 32 тыс. нм3/ч воздуха охлаждения и 21,5 тыс. нм3/ч смеси КВС в смеси с 2,2 тыс. нм3/ч природного газа наконечник диаметром 450 мм обеспечивает полное смешение спутных струй на расстоянии 0,41 калибра или 184 мм. Соответственно при длине наконечника 1000 мм, формирование гомогенной струи из спутных струй формируется на расстоянии 180 мм от устья фурмы.
Приведённые расчёты типовых макси- мальных и минимальных дутьевых режимов указывают на то, что наконечник длиной не менее 380 мм обеспечивает достаточное гомо- генное смешение газовых потоков из трёх струй внутри наконечника и обеспечивает крутку с минимальными обратными токами без разрыва струи на выходе из него [9].
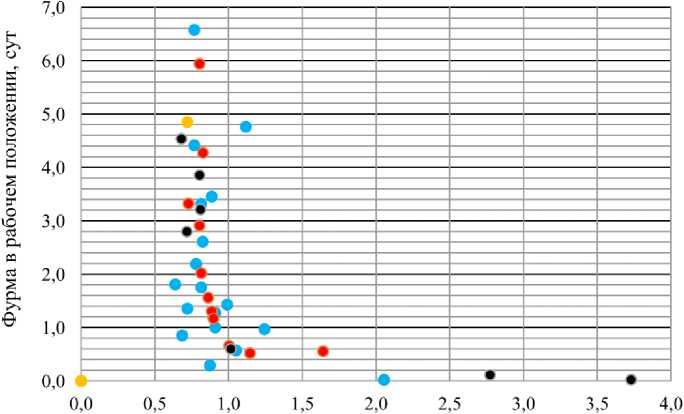
Статистическая обработка параметров работы печи (рис. 3) показала, что практически во всех случаях превышения эффективной крутки величины 1,4 кампания фурмы снижается с 3–6 до 0,5–0,8 суток, а на внутренней поверхности наконечника наблюдаются следы расплавленной массы, и чем выше величина крутки, тем большее количество настыли внутри наконечника и даже в устье фурмы (рис. 4).
Наличие на графике (см. рис. 3) данных по кампании фурм ниже 3 суток для эффективной крутки от 0,6 до 1,2 обусловлено заменой фурм, не связанной с их работоспособностью, а именно ремонтом и очисткой газо-ходного тракта, ремонтом печи, технологическими простоями.
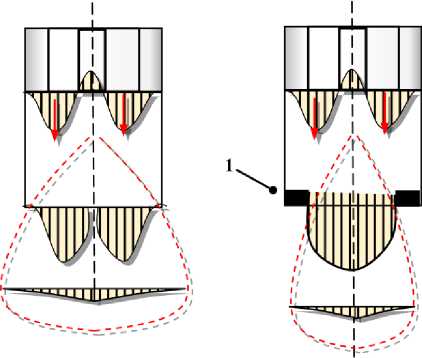
На аэродинамические характеристики струй на выходе из завихрителей с цилиндрическим наконечником оказывает заметное влияние его форма, сечение и длина. Наличие сужения (пережима) на конце наконечника приводит к изменению степени крутки и дальнобойности струи (рис. 5).
Исходя из теоретических предпосылок, чем больше сужение (1), тем дальнобойность
Эффективная крутка
• Работа фурмы № 4
• Работа фурмы № 2
• Работа фурмы № 3
Работа фурмы № I
Рис. 3. Кампания работы наконечника в режиме плавки в зависимости от крутки дутьевой смеси за период работы печи ноябрь–декабрь 2023 г. и январь 2024 г.
Fig. 3. The tip operation campaign in the melting mode depending on the twist of the blast mixture for the furnace operation period November–December 2023 and January 2024

Рис. 4. Типовой вид наличия расплава на внутренней поверхности наконечника и устье фурмы при его износе до величины менее 350 мм и соответствующей крутке выше 1,4
Fig. 4. Typical appearance of the presence of melt on the inner surface of the tip and the mouth of the tuyere when it is worn to a value of less than 350 mm and the corresponding twist is higher than 1.4
а) b)
Рис. 5. Профиль вектора скорости трёх спутных потоков (воздух, кислород, природный газ) в фурме с цилиндрическим наконечником (а) и с наконечником с пережимом (b)
Fig. 5. Velocity vector profile of three cocurrent flows (air, oxygen, natural gas) in a tuyere with a cylindrical tip (a) and with a tip with a constriction (b)
струи должна быть выше, при этом угол раскрытия струи и эффективная степень крутки должны уменьшаться [14].
Пережим в устье фурмы повышает гидравлическое сопротивление на пути движения потока, выравнивая профиль скоростей. Кроме того, уменьшение сечения наконечника на выходе потока способствует и резкому сокращению зоны отрицательных токов, вплоть до их исчезновения. По данным исследова- тельских работ Р.Б. Ахмедова и С.А. Тагера, уменьшение сечения на величину, равную или чуть большую 10 %, приводит к полному отсутствию отрицательных токов при сохранении других параметров дутья и фурмы [15, 16].
Испытания наконечника с пережимом в реальных условиях работы печи «Аусмелт» показали, что теоретические предпосылки положительного влияния пережима в устье наконечника не подтверждаются на практике и не дают видимого результата из-за быстрого отгорания устья наконечника в расплаве сульфидов. Минимальное влияние пережима на режим крутки в течение короткого периода трудно фиксируемо в условиях реальной плавки на действующей печи.
Длина наконечника более 1000 мм создаёт определённые неудобства в обслуживании фурмы из-за ограниченных габаритных размеров комплекса «Аусмелт», но главное, из-за необходимости перевода работы печи в ручной режим плавки, так как вся автоматизация хода плавки, контроля за положением фурмы, системы разогрева печи, запуска дутья и много другое настроено на наконечник длиной не более 1000 мм [5]. Теоретический анализ и выполненные расчёты по представленным математическим моделям показывают, что при дальнейшем увеличении длины наконечника фурма переходит в режим прямоточного дутья из-за резкого уменьшения эффективной крутки, а это, в свою очередь, негативно скажется на технологических показателях плавки и кампании фурмы.
Инженерами предприятия были рассмотрены вопросы возможности увеличения диаметра наконечника, что в соответствии с теоретическими расчётами должно было уменьшить критические параметры длины наконечника до уровня менее 200 мм, но практика обслуживания печи и необходимость значимого увеличения диаметра фурменной воронки с внесением изменений в конструкцию печи не позволили провести натурные испытания плавки с увеличенным диаметром наконечника. Теоретические рассуждения показали отсутствие практической значимости этого конструктивного изменения из-за увеличения рисков попадания расплава внутрь фурмы при работе с наконечником меньшей длины.
В связи с изложенным практическая эксплуатация печи «Аусмелт» в реальных условиях плавки показала, что наиболее существенным и значимым влиянием на режим работы фурмы является длина наконечника, определяющая степень крутки дутья.
Дополнительным преимуществом наконечника является то, что он защищает наибо- лее сложную механическую часть фурмы с завихрителями от воздействия расплава и высоких температур дутьевого факела. По мере механического повреждения или сгорания наконечника крутка увеличивается, что ведёт к росту противодавления дутьевой смеси, снижению массообмена между шлаковой и штейновой фазами из-за уменьшения глубины дутьевой воронки и падению производительности печи и служит критерием для вывода фурмы в ремонт. Фурма выводится из работы, остатки наконечника срезаются и приваривается новая труба длиной 600–1000 мм взамен старого наконечника.
Заключение
Исследования влияния длины и формы наконечника вертикальной фурмы TSL на технологические показатели работы печи автогенной плавки «Аусмелт» для условий сырья и режимов АО «Карабашмедь» показали, что требуемая его минимальная длина должна быть на уровне 350–400 мм. Уменьшение длины наконечника до меньших размеров ухудшает параметры технологического процесса, снижает производительность печи и может приводить к выбросам расплава в результате его передува и вспенивания. Большая длина наконечника приводит к неудобствам в обслуживания фурм, в переходе фурмы в режим прямоточного дутья из-за резкого уменьшения эффективной крутки, что негативно отражается на производительности печи и кампании наконечника.
Пережим в устье наконечника, несмотря на теоретические преимущества, не дал видимых и контролируемых результатов в изменении работы печи.
Теоретические расчёты по изменению диаметра наконечника показали сомнительную значимость этого мероприятия в связи с возрастанием вероятности попадания расплава в устье фурмы при постоянных колебаниях дутьевых параметров, приводящих к постоянно меняющимся параметрам крутки. В этом случае возможно появление эффекта обратных токов и разрыв струи, приводящих, в конечном итоге, к выводу из строя фурмы и её замене.
