Влияние неопределенности базирования штока гидростойки на размерный износ его базовых поверхностей

Автор: Нго Ван Туан
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Рубрика: Горные машины, транспорт и машиностроение
Статья в выпуске: 3 т.5, 2020 года.
Бесплатный доступ
Силовые гидроцилиндры являются основными несущими элементами механизированных комплексов горнодобывающих предприятий, с помощью которых обеспечивается надежная фиксация кровли в требуемом рабочем положении, а также осуществляется продвижение шахтной крепи в забое. Для обеспечения надежности и эффективности эксплуатации в забоях механизированных крепей необходимо обеспечить стабильный ресурс работы входящих в их состав гидростоек, который главным образом зависит от качества изготовления сопряженных поверхностей и точности сборки функциональных соединений. Требуемая точность соединений гидростоек достигается селективной сборкой, что позволяет обеспечить заданные технические требования и ресурс соединений. Вместе с тем наряду с вопросами обеспечения точности сборки данных узлов для гарантии должной безопасности работы в забоях чрезвычайно важными являются выявление и анализ причин размерного износа ответственных деталей соединений, приводящих к уменьшению ресурса гидростоек в процессе эксплуатации. В статье при помощи методов аналитической теории баз выявлены и описаны причины формирования позиционных отклонений деталей соединений гидростойки механизированной крепи в процессе сборки и эксплуатации узла. Установлено, что возникновение перекосов и образование на цилиндрах, поршнях и штоках локальных напряженных зон, характеризующихся интенсивным износом, происходит вследствие неопределенности базирования штока и поршня в гидроцилиндре. Получены зависимости, позволяющие рассчитать отклонение оси штока от требуемого положения c учетом исходного зазора в соединениях и принятых конструктивных параметров гидроцилиндра.
Механизированная крепь, гидростойка, точность сборки, износ, неопределенность базирования, смена баз, позиционные отклонения
Короткий адрес: https://sciup.org/140250775
IDR: 140250775 | DOI: 10.17073/2500-0632-2020-3-201-207
Effect of uncertainty in basing hydraulic prop rod on dimensional wear of its basic surfaces
Hydraulic power cylinders are the main bearing elements of powered supports at mining enterprises, ensuring reliable fixation of the roof in the required working position, as well as providing advancement of the support in the face. Thus, hydraulic power cylinders ensure stoping safety, so strict requirements are imposed on them both in terms of workmanship and operational reliability. To ensure reliability and efficiency of powered support operation in faces, it is necessary to ensure stable service life of their hydraulic props, which mainly depends on the quality of manufacturing of mating surfaces and the accuracy of assembling functional joints. The required accuracy of hydraulic prop joints is achieved by selective assembly, which allows ensuring the specified technical requirements and service life of the joints. At the same time, along with the issues of ensuring the accuracy of assembling the props to provide proper safety of the face operation, it is extremely important to identify and analyze the causes of dimensional wear of critical parts of the joints, leading to decreasing service life of the hydraulic props in the course of exploitation. In the paper, using the methods of the analytical theory of bases, the reasons for formation of positional variations of the parts of the powered support hydraulic prop joints in the course of assembling and operation of the unit are identified and described. It was found that arising mismatches and formation of local stress zones on the cylinders, pistons and rods, characterized by intense wear, occurs due to the uncertainty of basing (positioning) of rod and piston in hydraulic cylinder. The dependencies allowing calculating deviation of the rod axis from the required position, taking into account the initial clearance gap in the joints and the adopted design parameters of the hydraulic cylinder, have been obtained.
Текст научной статьи Влияние неопределенности базирования штока гидростойки на размерный износ его базовых поверхностей
Силовые гидроцилиндры являются основными несущими элементами механизированных комплексов горнодобывающих предприятий, с помощью которых обеспечивается надежная фиксация кровли в требуемом рабочем положении, а также осуществляется продвижение шахтной крепи в забое. Таким образом, силовые гидроцилиндры обеспечивают безопасность выполнения очистных работ, в связи с чем к ним предъявляют жесткие требования и по качеству изготовления, и по эксплуатационной надежности. При этом состояние рабочих поверхностей элементов гидроцилиндров играет решающую роль в обеспечении должного ресурса ответственных соединений. Общие технические требования к изготовлению гидростоек в механизированных крепях и основные параметры регламентируются стандартами [1–3].
Как показывает производственная статистика, основные отказы шахтных крепей в большинстве случаев обусловлены нарушением герметичности соединений гидроцилиндров из-за износа сопряженных поверхностей, что вызывает утечку рабочей жидкости и соответственно потерю работоспособности несущего узла. Последнее может стать причиной обрушения кровли, вызвать аварийную ситуацию и даже привести к человеческим жертвам. Все это требует проведения систематического мониторинга состояния уплотнительных элементов, своевременной замены вышедших из строя гидроцилиндров на новые или отремонтированные [4–6].
Известно, что восстановительный ремонт силовых гидроцилиндров в условиях специализированных ремонтных мастерских – процесс достаточно трудоемкий и дрогостоя-щий. При этом качество восстановленных поверхностей, к примеру, зеркала цилиндра, рабочих поверхностей штока, не должно уступать соответствующим показателям новых деталей, поскольку эти поверхности и определяют должные ресурс и несущую способность соединений. Требуемая точность соединений гидростоек достигается селективной сборкой методами групповой и межгрупповой взаимозаменяемости. Данная технология сборки позволяет обеспечить соответствие заданным техническим требованиям и ресурс соединений [7–12]. Вместе с тем наряду с вопросами обеспечения точности сборки для обеспечения должной безопасности работы в забоях чрезвычайно важным является анализ причин изменения относительного положения деталей соединений гистостойки в процессе эксплуатации, их позиционных отклонений от требуемого положения, появления перекосов под нагрузкой, оказывающих значительное влияние на напряженное состояние, процесс износа деталей и ресурс соединений [13, 14].
Вследствие наличия зазора в подвижных соединениях гидроцилиндра отклонения положения штока гидростойки проявляются как неопределенность его базирования, которая происходит по причине неорганизованой смены баз, возникающей в результате упругих перемещений и деформаций в гидростойке под действием нагрузки на ее рабочих поверхностях.
I ГОРНЫЕ НАУКИ
I Ж И ТЕХНОЛОГИИ
2020;5(3):201-207
МИСиС
Национальный исследовательский технологический университет
Для выявления и однозначного математического описания схем базирования деталей и узлов используем метод идентификации и моделирования баз [11, 12, 15, 16].
Координаты положения опорных точек детали или узла можно разделить на две группы: плановые координаты ( X i , Y i , Z i ), определяющие расположение опорных точек на трех базирующих поверхностях (вид в плане на базирующую поверхность), и нормальные координаты ( А х i , A y i , A z i ), определяющие отклонения опорных точек в перпендикулярном к базирующим поверхностям направлении.
Если нормальные координаты опорных точек сгруппировать по базам и записать в последовательности уменьшения точек на базах, то получим матрицу-столбец Т нормальных координат, которая однозначно определяет схему базирования и расположение точек на координатных плоскостях.
Основными базами гидростойки, определяющими ее положение в механизированной крепи, являются две полусферы (рис. 1), что позволяет стойке самоустанавливаться под действием внешней нагрузки, обеспечивая таким образом требуемую кинематическую гибкость.
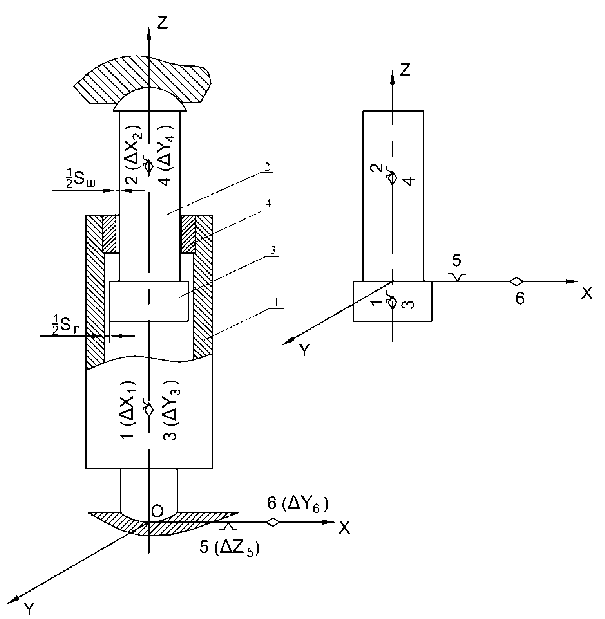
Рис. 1. Схемы базирования элементов гидростойки :
1 - цилиндр; 2 - шток; 3 - поршень; 4 - грундбукса
Это означает, что стойка базируется по схеме с использованием двойной направляющей базы (см. рис. 1), которая описывается строчной матрицей:
T = (А х 1 , А х 2 , А у з , А у 4 , А г 5 , А у б ). (1)
Согласно (1) составляющие (Ах 1, Ах2, Ауз, Ау4) являются нормальными координатами опорных точек двойной направляющей базы, роль которой выполняет ось 0Z, а составляющие Аг5, Ау6 являются нормальными координатами опорных точек опорных баз, которыми являются плоскости X0 Y (Аг5) и X0Z (Ау6).
Самоустановку стойки по основанию обеспечивают опорные точки (А х 1 , А у з ), а са-моустановку по перекрытию - опорные точки (А х 2 , А у 4 ).
2020;5(3):201-207
Таблица 1
Схемы положения и расчетные формулы, определяющие отклонения штока и поршня в гидростойке
|
№ схемы |
Схема положения в цилиндре поршня и штока при смене баз |
Описание неорганизованной смены баз матрицами нормальных координат |
|
1 |
—/—Г—ЧМи |
Схема базирования: T = (A x i , A x 2 , А у з , А у 4 , A z 5 , А у б ); значения нормальных координат: A x 1 = 0,5 S п ; А у з = 0,5 S „ ; A x 2 = 0,5 S ш ; А у 4 = 0,5 S ш ; угол отклонения оси штока: a = 2^ ' ( 5 " + 5 ■ + $ ") |
|
2 |
Г 1 -—1— Lmu |
Схема базирования: T = (A x 1* , A x 2* , А у з* , А у 4* , A z 5 , А у б ); значения нормальных координат: A x 1* = S ш ; А у з* = S ш ; A x 2* = S ш ; А у 4* = S ш ; угол отклонения оси штока: S a, = —ш 2 В |
|
3 |
-fl Jib |
Схема базирования: T = (A x 1‘ , A x 2, А у з‘ , А у 4 ‘ ,A z 5 , А у б ); значения нормальных координат: A x 1’ = S вт ; А у з’ = S вт ; A x2' = S вт ; А у 4’ = S вт ; угол отклонения оси штока: a = 5 п 3 С |
Примечание. M u - изгибающий момент, действующий на шток; F - нормальная нагрузка на детали соединений, возрастающая в результате перекоса штока; 1 , 2 - опорные точки - зоны критического нагружения на деталях соединений.
2020;5(3):201-207
В свою очередь, базирование поршня и
А х 2 * = 5 ш ; А у 4 * = 5 ш . (9)
штока в гидроцилиндре также осуществляется с использованием двойной направляющей базы (табл. 1):
T = (А х 1 , А х 2 , А у з , А у 4 , A z 5 , А у б ), (2)
где (А х 1 , А у з ) - нормальные координаты опорных точек, определяющих положение (центрирование) поршня в цилиндре; (А х 2 , А у 4 ) -
Верхний символ « ∗ » означает, что элементы матрицы (7) определяют базирование по грундбуксе (точки 1 и 2).
Согласно схеме № 3 неорганизованная смена баз приводит к тому, что базирование штока и поршня происходит только по внутренней поверхности цилиндра:
нормальные координаты опорных точек, определяющих положение (центрирование) штока в грундбуксе.
При правильном базировании (см.
рис. 1) каждый элемент (А х 1 , А у з ) равен половине диаметрального зазора S п между поршнем и цилиндром:
А х 1 = 0,5 5 п ; А у з = 0,5 5 п , (3)
а элементы (А х 2 , А у 4 ) равны половине диаметрального зазора 5 ш между штоком и грундбуксой:
А х 2 = 0,5 5 ш ; А у 4 = 0,5 5 ш . (4)
Однако под действием переменной нагрузки имеет место неорганизованная смена баз поршня и штока, которую можно представить тремя схемами, представленными в табл. 1.
Согласно схеме № 1 неорганизованная смена баз приводит к одностороннему контакту поршня и штока, при котором зазор выбирается с одной стороны и имеют место равенства:
А х 1 = 5 п ; А у з = 5 п ; (5)
А х 2 = 5 ш ; А у 4 = 5 ш . (б)
Согласно схеме № 2 неорганизованная смена баз приводит к тому, что базирование штока и поршня происходит только по грундбуксе (точки 1 и 2):
T = (А х 1 * , А х 2 * , А у з * , А у 4 , А 5 , А у б ), (7)
при одностороннем контакте штока с поверхно стью грундбуксы:
А х 1 * = 5 ш ; А у з * = 5 ш ; (8)
T = (А х 1 ‘ , А х 2 ' , А у з ‘ , А у 4 , A z 5 , А у б ), (10)
при одностороннем контакте поршня с поверхностью цилиндра:
А х 1 ‘ = 5 вт ; А у з ‘ = 5 вт ; (11)
А х 2 ‘ = 5 вт ; А у 4 ’ = 5 вт , (12)
где 5 вт - диаметральный зазор «карман цилиндра - внешняя поверхность грундбуксы» («карман цилиндра - грундбукса»).
С учетом численных значений параметров конструкции А, Б, С отклонения оси штока от вертикали a t , a 2 , а з , обусловленные неорганизованной сменной баз, можно рассчитать по формулам, приведенным в табл. 1.
Выводы
Установлено, что наличие зазоров в соединениях «цилиндр - поршень» и «грундбукса - шток» приводит к неопределенности базирования поршня и штока. Использование аналитической теории баз позволяет определить численные значения возникающих при этом угловых и линейных отклонений деталей соединения в зависимости от принятых конструктивных параметров А, Б, С.
При неорганизованной смене баз действующая в гидростойке нагрузка передается не по рабочим поверхностям деталей соединения, а через малые по площади опорные точки, вызывая в местах контакта повышенные напряжения и, как следствие, локальный интенсивный износ, что приводит к снижению ресурса гидростойки.
2020;5(3):201-207
М.: Стандарты; 1985. 4 с.
2020;5(3):201-207
Список литературы Влияние неопределенности базирования штока гидростойки на размерный износ его базовых поверхностей
- ГОСТ 15852-82. Крепи механизированные гидравлические поддерживающие для лав: основные параметры и размеры. М.: Стандарты; 1985. 5 с.
- ГОСТ 18585-82. Крепи механизированные гидравлические для лав: общие технические требования. М.: Стандарты; 1985. 4 с.
- ГОСТ 12.44.245-83. Крепи механизированные. Стойки и домкраты. Расчет на прочность. Методика проверочного расчета на статическую прочность и устойчивость. М.: Гипроуглемаш; 1984. 76 с.
- Демкин Н. Б., Рыжов Э. В. Качество поверхности и контакт деталей машин. М.: Машиностроение; 1981. 24 с.
- Шубина Н. Б., Грязнов Б. П., Шахтин И. М., Морозов В. И., Березкин В. Г. Предупреждение разрушения деталей забойного оборудования. М.: Недра; 1985. 215 с.
- Скляров Н. С. Оценка и повышение качества капитально ремонтируемых механизированных крепей угледобывающих комплексов: Дис. … канд. техн. наук. М.: МГИ; 1982. 261 с.
- Набатников Ю. Ф. Обеспечение заданного ресурса соединений деталей машин. Сборка в машиностроении и приборостроении. 2011;(4):3-8.
- Набатников Ю. Ф. Повышение ресурса деталей машин. Семинар "Современные технологии в горном машиностроении". Неделя горняка 2011: Сб. науч. тр. М.: МГГУ; 2011. С.110-117.
- Wiederhold M. Clustering of Similar Features for the Application of Statistical Process Control in Small Batch and Job Production. Ergebnisse aus der Produktionstechnik 20/2017. Eds.: Brecher, C.; Klocke, F.; Schmitt, R.; Schuh, G. Aachen. Apprimus Verlag; 2017.
- Wenking M, Benninghaus C, Groggert S. Die Zukunft von Manufacturing Data Analytics: Implikationen für eine erfolgreiche Datennutzung im produzierenden Umfeld. Industrie 40 Management. 2017;33(4):33-37.
- Баранчукова И. М., Гусев А. А., Краморенко Ю. Б. и др. Проектирование технологий автоматизированного машиностроения: Учебник для вузов. М.: Высш. шк.; 1999. 415 с.
- Тимирязев В. А., Новиков В. Ю., Схиртладзе А. Г. Основы технологии машиностроения: Учебник для вузов. М.: МГТУ "Станкин"; 2019. 393 с.
- Набатникова Т. Ю., Набатников Ю. Ф. Моделирование схем перекоса плунжера в заделке гидростойки. Горный информационно-аналитический бюллетень. 2001;(12):182-183.
- Белянкина О. В. Влияние перекоса штока в цилиндре на напряженное состояние гидростойки механизированной крепи. Образование, наука, производство и управление: Сб. тр. науч.-практ. конф. Т. 5. Старый Оскол: СТИ НИТУ "МИСиС"; 2008. С. 20-27.
- Elser H., Heutmann T., Lindemann M., Schmitt R. Hellsehen in vier Schritten. Data Analytics für das digitale Qualitätsmanagement. Qualität und Zuverlässigkeit. 2018;63(2):31-33.
- Schmitt R., Göppert A., Hüttemann G., Lettmann P., Rook-Weiler K., Schönstein D., Schreiber A., Serbest E., Steffens M., Tomys-Brummerloh A. Frei verkettete wandlungsfähige Montage. Internet of production für agile Unternehmen. AWK Aachener Werkzeugmaschinen Kolloquium 18. bis 19. Mai 2017. Hrsg.: Schuh, G.; Brecher, C.; Klocke, F.; Schmitt, R. Apprimus Verlag Aachen; 2017. P. 339-368.
