Влияние оборотной формовочной смеси на качество отливок

Автор: Дубровин Виталий Константинович, Кулаков Борис Алексеевич, Карпинский Андрей Владимирович, Дубровина Анастасия Витальевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 2 т.14, 2014 года.
Бесплатный доступ
Рассмотрены причины высокой дефектности отливок вследствие снижения качества оборотной формовочной смеси из-за неудовлетворительной подготовки ее для повторного использования. Предложены способы повышения качества песчано-глинистых форм и отливок.
Литейная форма, отливки, дефекты, оборотная формовочная смесь
Короткий адрес: https://sciup.org/147156866
IDR: 147156866 | УДК: 621.74
Effect of recycled moulding mixture on the quality of castings
The article examines the causes of high defectiveness of castings due to lower quality of recycled molding mixture because of its poor preparation for re-use. The ways to improve the quality of sand-clay moulds and castings are proposed.
Текст научной статьи Влияние оборотной формовочной смеси на качество отливок
В литейном производстве в условиях механизированного и автоматизированного производства наиболее широко используется единая песчаноглинистая формовочная смесь, которая готовится из отработанной подготовленной формовочной смеси с добавками свежих материалов.
На свойства такой смеси и, соответственно, качество получаемых отливок большое влияние оказывает качество подготовки оборотной смеси для повторного использования.
В последнее десятилетие отмечается устойчивая тенденция увеличения доли литья с применением для изготовления стержней и форм холоднотвердеющих смесей (ХТС). Это позволяет повысить точность отливок, улучшить качество поверхности.
Однако применение песчано-глинистых форм и стержней из холоднотвердеющих смесей при их совместном удалении на выбивной решётке при отсутствии качественной многостадийной подготовки оборотной смеси для повторного использования и требуемого освежения приводит постепенно к загрязнению оборотной смеси продуктами пиролиза органических остатков связующих материалов, накоплению шамотизированной (неактивной) глины и пылевидной фракции. Усугубляет ситуацию отсутствие аэрации (не происходит обеспыливание) и низкое качество магнитной сепарации. Это резко снижает технологические свойства смеси и приводит к повышенной дефектности отливок.
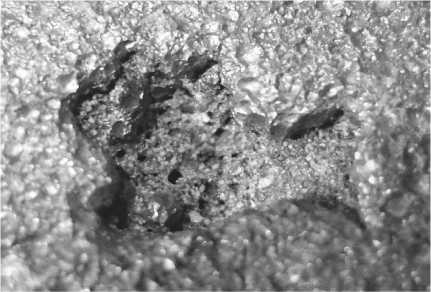
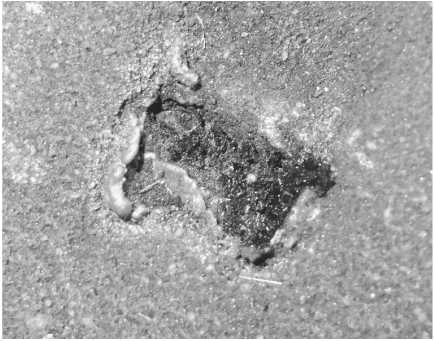
Характерным видом дефектов отливок из чугуна и стали, полученных в таких формах, является засор на поверхности и в теле отливок. Размеры дефектов от 2 до 50 мм. Поверхность дефектов неровная, с рваными краями, на дне в ряде случаев остатки формовочной смеси. Дефекты располагаются преимущественно в верхних частях отливки. Внешний вид дефектов «засор» на чугунных и стальных отливках в целом аналогичен (рис. 1). В значительном количестве образуются газовые раковины и поры, которые имеют округлую форму, размером от 2 до 10 мм, на чугунных и стальных отливках также аналогичны. Дефекты «нарост» имеют размер 50…300 мм, высоту до 6 мм, располагаются как в верхней, так и в нижней час- тях отливки. Встречаются на чугунных и стальных отливках.
Внутренние полости отливок, выполняемые стержнями из песчано-смоляных холоднотвердеющих смесей, практически не имеют дефектов, которые наблюдаются на наружных поверхностях, оформляемых песчано-глинистой формовочной смесью.
Исследование зернового состава готовых формовочных смесей с участков стального и чугунного литья методом дифракционного рассеяния на лазерном анализаторе размеров частиц Fritsch Analysette 22 NanoTec plus показало наличие в смесях большого количества мелкодисперсной фракции.
Считается, что отрицательно на свойства формовочной смеси влияет наличие в ней фракции менее 50 мкм. Однако содержание таких частиц ни в исходных материалах, ни в готовых формовочных смесях не регламентируется нормативными документами РФ.
Государственными стандартами РФ как в формовочных песках, так и в глинах, регламентируется содержание частиц, имеющих размер менее 22 мкм, независимо от их химической природы. Такие частицы называют «глинистой составляющей».
Кварцевые формовочные пески (ГОСТ 2138–91) в зависимости от содержания глинистой составляющей делятся на группы 1–5. Максимальное содержание глинистой составляющей в песках 5-й группы – 2 %. Пески этих групп поставляются как Кичигинским, так и Балашеевским месторождением. Пески с большим содержанием глинистой составляющей относятся к тощим (2…12 % глинистой составляющей) и жирным пескам (12…50 % глинистой составляющей) и в настоящее время в литейном производстве используются редко. Пески с низким содержанием глинистой составляющей (до 1,0 %) рекомендуется использовать для изготовления форм и стержней по холодной и горячей оснасткам, из самотвердеющих смесей и прессованием под высоким давлением.
В глинах (ГОСТ 3226–93), наоборот, регламентируется минимальное содержание глинистой составляющей (не менее 65 мас. %), это связано с

а)
б)

в)
г)
Рис. 1. Дефекты стальных (а, б) и чугунных отливок (в, г)
тем, что укрупнение размеров глиняных частиц отрицательно сказывается на вяжущей способности глин. Массовая доля глинистой составляющей для комовых каолинитовых и каолинитогидрос-людистых глин должна быть не менее 65 %, для бентонитовых глин – не менее 75 %. Оставшаяся часть глины относится к песчаной фракции, чаще всего состоящей из зерен кварцевого песка. Для большинства глин содержание глинистой составляющей находится в пределах 75…99 %.
Избыток глинистой составляющей в ПГС, а также других мелких фракций размером до 50 мкм может привести к падению прочности при типичных и даже завышенных концентрациях связующего, снижению газопроницаемости и другим эффектам, связанным с тенденцией к развитию удельной поверхности песка, повышенной пористости и извилистости капилляров в теле стержня. Допустимая концентрация в оборотных смесях частиц размером менее 50 мкм составляет до 25 %. Превышение этих значений приводит к ухудшению качества литья.
При этом важное значение имеет содержание в оборотных смесях «активного» бентонита, т. е. глинистой составляющей, сохранившей связующие свойства после многократных заливок. Часть глины в смеси, претерпевшей необратимые изменения под воздействием залитого металла, должна быть заменена добавкой свежего связующего. Добавка свежего связующего также необходима по причине накопления мелкой фракции в результате разрушения (измельчения) частиц в процессе эксплуатации смеси, так как с увеличением содержания мелкой фракции возрастает свободная поверхность частиц смеси, что требует повышенного расхода связующего. Но введение в смесь мелкодисперсного материала – глины, в свою очередь, еще дополнительно увеличивает содержание мелкой фракции в формовочной смеси, что приводит к эффекту «снежного кома».
Таким образом, в оборотных смесях содержание мелкой фракции с течением времени существенно увеличивается. С целью уменьшения содержания мелкой фракции в смеси, в частности, «неактивной» глинистой составляющей, проводят обеспыливание смесей и, что очень важно, их освежение чистым песком.
Масса дополнительно вводимых материалов (кварцевого песка и бентонита) зависит от многих факторов, к которым относятся: масса песка, поступившего в оборотную смесь при выбивке стержней, состав формовочной смеси и отношение массы смеси к массе металла.
На рис. 2 и в табл. 1 представлены результаты измерений зернового состава формовочной смеси с участка стального литья, которые показывают,
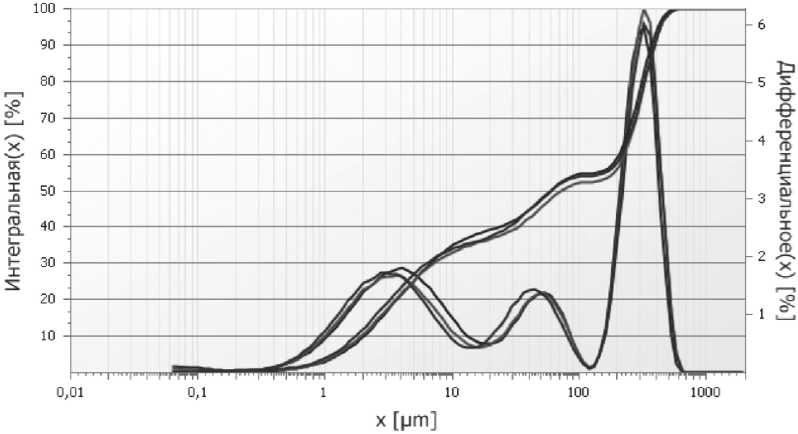
Рис. 2. Интегральное и дифференциальное распределения зернового состава формовочной смеси с участка стального литья по результатам 3 измерений
Таблица 1
Зерновой состав формовочной смеси с участка стального литья
Эти значения значительно превышают содержание пылевидной фракции в свежей формовочной смеси, что подтверждают как литературные данные [1, 2], так и проведенные измерения зернового состава исходных формовочных материалов и свежей смеси, приготовленной из них. Результаты измерений зернового состава исходных материалов показали, что в Кичигинском песке содержание частиц размером менее 50 мкм составляет 2,73 об. %, менее 20 мкм – 2,5 об. %; в Зырянов-ском бентоните частиц размером менее 50 мкм – 99,42 об. %, менее 20 мкм – 84,8 об. %. В приготовленной из свежих материалов формовочной смеси (Кичигинский песок – 91 мас. %, бентонит – 9 мас. %) частиц размером менее 50 мкм – 22,18 об. %, менее 20 мкм – 19,6 об. % (рис. 3, табл. 2).
Таким образом, в оборотных смесях при отсутствии надлежащей подготовки их для повторного использования, содержание пылевидной фракции превышает ее содержание в свежей смеси в 2 раза.
Зерновой состав свежей смеси, по опыту российских и зарубежных пред п риятий, обеспечивает правильный газовый режим в форме и, при соблюдении техпроцесса приготовления смеси, необходимую прочность форм, что в свою очередь позволит получать годные отливки.
Зерновой же состав обо р отных сме с ей участков стального и чугунного литья на ряде предприятий приводит к падению газопроницаемости и прочности ниже допустимых пределов, что отрицательно сказывается на уровне брака в цехе.
С целью снижения содержания глинистой составляющей в смесях до допустимого уровня возможно провести следующие мероприятия:
– частичное постоянное и постепенное освежение смесей чистым кварцевы м формовочным песком до содержания глинистой составляющей в смеси 10…14 % (из них «активного» бентонита – 8…10 %);
– полное обеспыливани е формовочной смеси с последующим введением в состав смес и свежего «ак т ивного» бентонита до необходимо г о уровня прочности смеси;
– полная замена формовочной смеси на смесь из свежих формовочных материалов с последующим тщательным контроле м процесса переработки отработанной смеси посл е выбивки ее из форм.
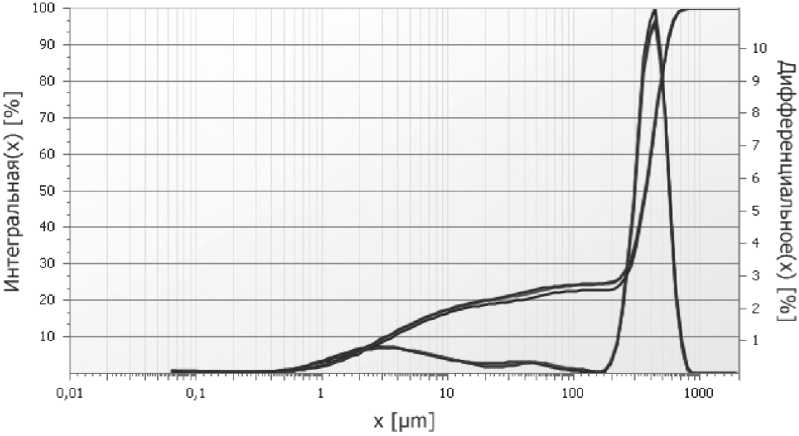
Рис. 3. Интегральное и дифференциальное распределения зернового состава формовочной смеси из свежих материалов по результатам 3 измерений
Таблица 2
Зерновой состав формовочной смеси из свежих материалов
|
Размер фракций, мкм |
Количество фракции, об. % |
|
менее 20 |
19,6 |
|
20…50 |
2,58 |
|
45…180 |
1,82 |
|
180…250 |
3,2 |
|
250…355 |
20,6 |
|
355…500 |
35,7 |
|
500…710 |
15,9 |
|
710…1000 |
0,6 |
Постепенное освежение смеси в процессе ее эксплуатации займет определенное время и приведет в итоге к расходу чистого песка в количестве более 100 т, что экономически не рационально. При этом необходимо обеспечить содержание «активного» бентонита в смеси не менее 8…10 %, что может потребовать дополнительного освежения песком с целью снижения содержания «неактивного» и введения свежего бентонита;
Полное обеспыливание смеси – это трудоемкий и сложно осуществимый процесс, который приведет к удалению мелкодисперсной фракции и уменьшению количества смеси почти в 2 раза. Затем, для доведения объема смеси до необходимого количества ~33 т потребуется введение в состав задействованной смеси свежего песка в количестве ~15 т, а также бентонита до необходимого уровня прочности смеси.
В этой связи единовременная полная замена смеси в ряде случаев на свежую видится более целесообразной, так как ее проведение возможно без значительных временных и трудовых затрат и необходима только покупка свежего песка и бентонита для указанного примера в количестве порядка 33 и 3,5 т соответственно. По расценкам Ки-чигинского ГОК, затраты на песок при этом соста- вят 57 000 руб. (при условии приобретения сухого кварцевого песка с содержанием глинистой составляющей не более 2 %), затраты на глину составят около 18 000 руб.
Были проведены исследования оборотной ф о рмовочной смеси для стального лит ь я на дери-ва т ографе Paulik (рис. 4). Ход кривой TG показывает, что основная убыль массы (~ 4 %) происходит при нагреве до 300 °С, это связано с испарением влаги. Дальнейшая убы л ь массы (~ 1 %) происх о дит практически до 1500 °С и связана с удалением органических остатков от стержневых ХТС смесей.
Исследование на печ и Марса газотворности смеси после сушки (удаления влаги) составляет 5, 2 см3/г за 11 с.
Аналогичные результаты для песчано-глинистой смеси чугунного литья следующие: убыль массы после сушки 4 %, после прокалки 1,34 %, газотворность на печи Мар с а 7,1 см3/г за 13 с.
Результаты исследований потерь при прокаливании и газотворности после сушки показывают, что в формовочных смесях прису т ствует более 1 % органической составляюще й , которая накапливается при совме с тной выбивке форм и стержней.
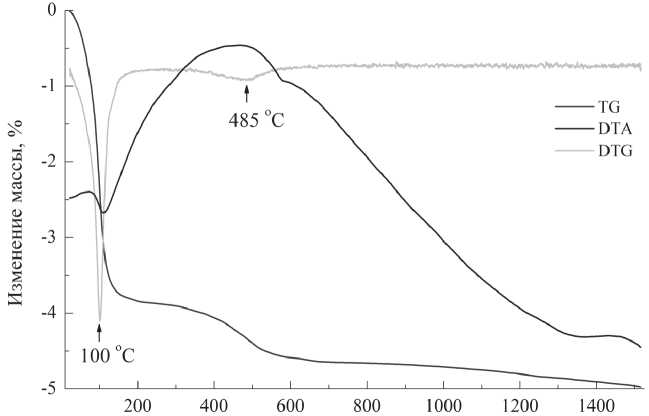
Рис. 4. Дериватографические кривые нагрева формовочной смеси с участка стального литья
Убыль массы стандартных стержневых смесей при прокаливании (900 °С, 3 ч) следующая: α -set (отвержденная) 1,16 %, δ -set (до отверждения) 2,54 %, жидкостекольная после отверждения СО 2 6,6 %, жидкостекольная после тепловой сушки 2,83 %. Наименьшими потерями при прокаливании обладают холоднотвердеющие смеси со связующим на основе щелочной фенольной смолы ( α -set и δ -set процессы).
Также была исследована смесь на электронном микроанализаторе Jeol JSM 6460 LV. В смеси для стального литья наблюдался значительный разбег по зерновому составу как на микро-, так и на макроуровне.
Как показал анализ, в смесях наблюдается высокое содержание химического элемента железа, а в смеси для стального литья также натрия из-за применения стержней на жидком стекле.
Как показали исследования, на всех участках дефектных зон наблюдается высокое содержание кислорода, что говорит об окисленности металла.
Наличие в дефектах высокого содержания химического элемента кремния, а в формовочной смеси – железа, свидетельствует об участии в формировании дефектов накапливающегося в смеси фаялита 2FeO·SiO 2.
Исходный состав новой формовочной смеси следующий: песок марки 3К 3 О 2 03 (Кичигинский) – 89…91 %, глина бентонитовая П1Т1А марки – 9…11 %, влажность – 5…7 %. Прочность на сжатие σ сж – 55…65 кПа, газопроницаемость > 80 ед.
При запуске свежей единой формовочной смеси используется только порошкообразный бентонит и только при достижении содержания в оборотной смеси глинистой составляющей порядка 8…12 % можно переходить на бентонитовую суспензию.
При использовании порошка бентонита приготовление (перемешивание) смеси в бегунах должно быть в пределах 10…20 мин для достижения однородности смеси и требуемых физикомеханических свойств. Должны быть проведены опытные замесы новой смеси с целью определения параметров смесеприготовления.
При применении бентонитовой суспензии ее нужно готовить в двух миксерах. В первом бентонит выдерживают в воде примерно сутки, где происходит его набухание и он приобретает хорошие вяжущие свойства, а второй миксер – раздаточный.
Следует использовать натриевые (щелочные) бентониты, например, хакасские. При использовании Ca-Mg бентонитов (Зыряновское месторождение) их обязательно следует активировать, например, кальционированной содой. Это делается в первом миксере. Контроль качества бентонитовых глин следует проводить по ГОСТ 28177–89. Рационально получать готовые активированные бентониты. Вводить соду в смеситель недопустимо.
При запуске свежей формовочной смеси необходимо оптимизировать работу магнитной сепарации, полигонального сита с целью предотвращения попадания в смеситель металлических включений и крупных спекшихся комков смеси. Температура оборотной смеси при вводе в бегуны не должна превышать 30 °С.
Балашейский сухой обогащенный песок марки 1К 2 О 2 025 целесообразно использовать только для приготовления стержней по α -set и δ -set процессам. Ввод его в единую формовочную смесь не рационален, так как это приводит к удорожанию смеси, снижает ее газопроницаемость, требует большего количества связующего (бентонита).
При совместном использовании ПГФ и форм и стержней на ХТС формовочная смесь будут постоянно загрязняться пылевидными и органическими отходами, что повышает газотворность смеси и снижает ее газопроницаемость. Поэтому необходима система обеспыливания оборотной сме- си, например, за счет усиления отсоса воздухом на выбивной решетке и из полигонального сита, а также постоянное освежение оборотной смеси свежим песком в количестве 5…10 %.
В перспективе для обеспечения более высокого качества единой формовочной смеси целесообразно перейти на вихревые смесители вместо устаревших катковых.
Список литературы Влияние оборотной формовочной смеси на качество отливок
- Литейные формовочные материалы. Формовочные и стержневые смеси и покрытия: справ./А.Н. Болдин и др. -М.: Машиностроение, 2006. -507 с.
- Формовочные материалы и технология литейной формы: справ./С.С. Жуковский и др. -М.: Машиностроение, 1993. -432 с.
