Влияние параметров серводвигателей на динамические свойства системы сверления глубоких отверстий спиральными свёрлами

Автор: Заковоротный Вилор Лаврентьевич, Туркин Илья Андреевич, Лапшин Виктор Петрович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Инженерное дело, технологии и технические науки
Статья в выпуске: 2 (77) т.14, 2014 года.
Бесплатный доступ
При обработке резанием на металлорежущих станках приходится учитывать следующий факт. В процессе резания формируются силы, представленные в координатах состояния системы. Эти силы, в свою очередь, формируют динамическую связь, объединяющую подсистемы обрабатываемой детали и инструмента. Данные подсистемы взаимодействуют через процесс обработки. Они состоят из приводов движения исполнительных элементов станка. Поэтому их динамические свойства должны зависеть от параметров серводвигателей. Рассматриваются изменения свойств единой динамической системы на примере процесса сверления глубоких отверстий. Показано, что за счёт нелинейной связи, создаваемой процессом резания, в системе, как правило, формируется единственная точка равновесия, которая имеет ограниченную область притяжения. Материалы по изучению области притяжения показывают, что она зависит от управления и сил резания, представленных в координатах состояния взаимодействующих подсистем. Эта область по мере накопления стружки в стружкоотводящих канавках, как правило, вырождается, и система становится неустойчивой в целом. При этом инструмент заклинивает, и в большинстве случаев он ломается. Показано, что от параметров взаимодействующих серводвигателей принципиально зависят область притяжения и эволюционные изменения свойств системы, связанные с накоплением стружки в стружкоотводящих канавках свёрл. Параметры серводвигателей предлагается изменять, основываясь на введении специальных связей.
Динамика процесса резания, сверление глубоких отверстий, устойчивость, область притяжения точки равновесия, эволюция
Короткий адрес: https://sciup.org/14250071
IDR: 14250071 | УДК: 658.516.3:621 | DOI: 10.12737/4485
Servomotor parameter effect on dynamic properties of twist drilling deephole machining system
The property change of the unified dynamic system is considered by the example of the deephole machining process. It is shown that due to the nonlinear relationship formed by the cutting process, in the system, as a rule, the only balance point with the bounded domain of attraction is constructed. The given materials on investigating the domain of attraction show that it depends on the control and cutting forces presented in the state coordinates of the interacting subsystems. While shaving is being accumulated in the chip clearance grooves, this domain degenerates, and the system becomes totally unstable. At this, the tool is blocked, and as a rule, broken. It is shown that the domain of attraction and evolutionary changes of the system properties depending on the shaving accumulation in the drill flutes are basically related to the interacting servomotors parameters. It is proposed to adjust the servomotor parameters on the basis of the introduction of special links.
Текст научной статьи Влияние параметров серводвигателей на динамические свойства системы сверления глубоких отверстий спиральными свёрлами
Работа выполнена в рамках инициативной НИР.
деляется условиями трения во всех элементах привода). В этом случае уравнения, связывающие траектории движения исполнительных элементов с напряжениями якорей двигателей можно представить в виде [2,4,9]:
к^=иДП-с^2-^, где со,, Ij, / = 1,2 — соответственно угловые скорости вращения шпинделя и двигателя, обеспечивающего движение пиноли, а также токи якорей двигателей постоянного тока с якорным управлением (индекс «1» соответствует серводвигателю вращения шпинделя, а «2» — серводвигателю, обеспечивающему управление движением пиноли); U,, /=1,2 — напряжения якорей двигателей, с помощью которых управляется частота вращения шпинделя и серводвигателя подачи; J,, / = 1,2 — моменты инерции роторов двигателя вместе со шпинделем и механической частью привода подачи (определяется конструктивными особенностями силовых сверлильных головок); R,, Ц, / = 1,2 — активные сопротивления и индуктивности якор ных цепей; с^, с^, / = 1,2 — конструктивные параметры двигателей; М, z (t) = М, (t) + MjQ, / = 1,2 — моменты, действующие на роторы двигателей, состоящие из моментов, формируе мых в зоне резания М, (t), и постоянных моментов, не связанных с процессом обработки MjQ
Для дальнейшего рассмотрения систему (1) удобно представить в следующем виде:
Ш0,1 V ) ШМД\1 ) 1 ЭМ1 Э ^2 1 ЭМ ТШ1^,
О) ft) —О) ft) = T2T2----2 Т 2 ---2 ^+00 ft)
Ш0,2 V / W,2 V / ЭМ1 Э ^2 ЭМ Ш2 V )'
LL(tA где соО/ (Г) = - ^ ^ / / =1/2 — угловые скорости вращения сервоприводов на холостом ходу (в предположении, что нагрузка на якоря двигателей, обусловленная процессом реза- ния, отсутствует); шм, (f) = —
.(/) ' V / 3 д м L
/ = 1,2 — соответственно силы реза-
7 о7
1-1ППМВАЛAWI-lklA И ЧПАУТПИиАГУПМ ГТПППЫА ГАПАНЛАМГЛТАЛАМ" f * — 11 f * — z z _
Пг1х1, 11ии।ВС/ЦСГ1Г1 Die leixi Uri"iek,ixUri Liuuunc к,еиви^цвг11 о ic/ieri, / — ., . , , /
Le LML соответственно электромеханические постоянные времени серводвигателей вращения шпин-
DD
—(1) КА (2)^2
деля и подачи пиноли; Рэ1 = —, Тр =— — соответственно электрические постоянные вре мени серводвигателей.
Для изучения влияния процесса резания на свойства системы необходимо моменты М, (f)
представить в координатах состояния системы, то есть в координатах о^, оо2. В свою очередь, угловые скорости вращения задают: скорость резания Vp, отличающуюся от сох на коэффициент;
величину подачи Sp, которая связана со скоростью подачи Vs (t) = кред оо2 (t) следующим интегральным преобразованием:
S,(t)=k„. J ^dt, t-T/2
где к№ — коэффициент, связывающий угловую скорость со скоростью подачи; Т— время одно го оборота, зависящее от со!.
Математическое моделирование сил в технологических режимах хорошо известно [5]. Оно основано на использовании экспериментального материала для установившегося состояния системы резания и представлено в виде известных эмпирических зависимостей. Однако эти зависимости не имеют ясного физического содержания, так как показатели степени в аппроксимируемых зависимостях являются дробными. Кроме того, они имеют ограниченную область определения и представлены не в координатах состояния, а в технологических режимах, которые отличаются соотношениями (3) [5-8]. Выполненные авторами экспериментальные исследования и параметрическая идентификация зависимостей сил от координат состояния о^ и о^ позволили пред ложить следующие зависимости сил от координат состояния системы
Мх (t) = ^«2 (tJexpf-^Wj (t)];
М2 (t) = к2 [w2 (t)]2 expf-^Ц (t)], где kY и k2 параметры, имеющие соответственно размерности [кгм-с] и [кгм-с2]; к^ и к^ — параметры, характеризующие крутизну нарастания моментов по мере уменьшения угловой скорости вращения шпинделя в [с]. В большинстве случаях можно считать, что t-t1) _ t-t1) _
Выражения (4) характеризуют следующие главные особенности представления сил в рассматриваемых координатах состояния: 1) по мере увеличения скорости резания при неизменной скорости подачи силы уменьшаются; 2) при увеличении скорости подачи силы возрастают, причём осевое усилие за счёт сближения задней грани инструмента с заготовкой возрастает непропорционально быстро; 3) функции (4) являются гладкими и дифференцируемыми необходимое число раз. Таким образом, динамика собственно процесса сверления описывается следующей системой:
, m f dw, с/оо211 / х d2№Y / x
K ^Ш2 ‘Э К0Ш2 ' ЭМ + Ш1 j /
/. X / f2) f 2 f2) / 2 dtoi ~ dto2 | / , x d Ш2 (t) -т-Г21 dto2 (t) / x m 111 — Jr 1 2 mz — TV ' Jr mz____L — I Avn i —Jr m 1 — TV 'TV >_____\ . T-ZV z v 7 m f 1
Ш0,2 K |Ш2 ' Э К0Ш2 д ZU)2 д J ( К0Ш1 j “ ЭМ Э ^2 + ЭМ д + V j
R к где к^ = 1 1 — безразмерный коэффициент; к^ = 2 2 — параметр, имеющий размерность времени.
Рассмотрим типичную осциллограмму изменения крутящего момента в процессе единичного заглубления при сверлении глубоких отверстий (рис. 1). На осциллограмме по мере заглубления инструмента в заготовку можно выделить следующие стадии:
-
- участок 0-1 соответствует переходному процессу изменения крутящего момента при врезании инструмента в заготовку;
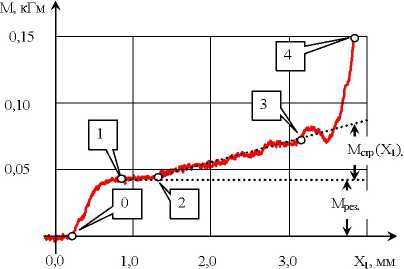
Рис. 1. Пример осциллограммы крутящего момента в процессе единичного заглубления при сверлении топливоподводящего отверстия в корпусе форсунки диаметром 2,15 мм из стали 35Л
-
- участок 1-2 соответствует стационарному установившемуся процессу. Если бы не было накопления стружки в стружкоотводящих канавках сверла, то момент резания Мрев, оставался бы
неизменным при постоянных режимах и состоянии инструмента;
-
- участок 2-3 соответствует накоплению стружки в стружкоотводящих канавках. Здесь к моменту, формируемому в зоне резания Мрев., добавляется момент Метр (Ai), формируемый стружкой при её движении по стружкоотводящим канавкам. Этот момент пропорционально нарастает по мере заглубления. Поэтому его можно представить в виде интеграла от скорости подачи по
перемещению;
-
- участок 3-4 соответствует нестационарному увеличению крутящего момента. Здесь тра
ектория момента соответствует потере устойчивости стационарной траектории увеличения кру тящего момента.
Обычно пространственное запаздывание в накоплении стружки в стружкоотводящих канавках есть величина малая. Кроме того, накопление стружки мало влияет на осевое усилие. Поэтому с учётом накопления стружки система (5) несколько видоизменяется
< fit _ Т^
к-ш. ^~^ j-exPf-^i)-< Ij^ (f)л + Л"[ш, (f|-ш, (0)]}
(1, (1,ЛоД£) (1,ЛоД£)
‘ ЭМ* Э ^2 1 ЭМ ^ )f
v ^nw2 — Л - 2оо.—- fexpt-^coj
-
\ / Z U Z ^ Z д J \ 1 /
~'ЭМ'Э ^2 ' ‘ ЭМ ^ ^Ш2^Л где кс — параметр, характеризующий интенсивность нарастания момента при накоплении стружки, в |^(мм • с)-1].
Таким образом, система (5) характеризует динамику процесса сверления, а система (6) дополнительно учитывает влияние накопления стружки на динамику системы.
Анализ результатов. Выполненное цифровое моделирование динамики системы процесса сверления и дополнительное влияние накопления стружки на траекторию изменения сил, скоростей и величин заглублений позволили выявить наиболее важные особенности системы.
Проанализируем особенности динамики системы (5) или соответствующей ей системы (1) с учётом (4). Рассмотрим свойство равновесия. Для этого необходимо проанализировать систему соО1 - к^юг ехр(-А-ооох) = оох; соО2 - ^^ool exp^/CoWj = о)2.
По мере варьирования шод и соо 2 система (7) может иметь одну (при малых значениях шод, goO2) или три точки равновесия. На рис. 2 приведён пример смещения точек равновесия системы для о^ при изменении напряжения на якоре двигателя вращения шпинделя.
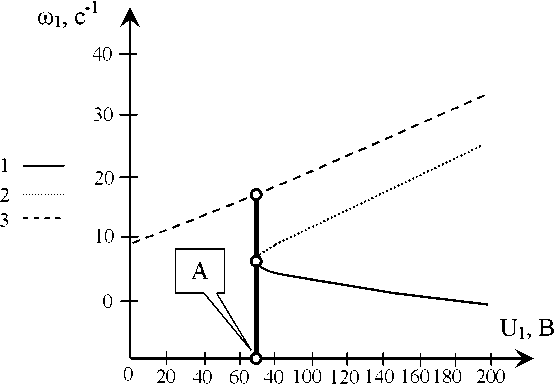
Рис. 2. Пример смещения точки равновесия двигателя вращения шпинделя при постоянном напряжении на двигателе подачи
Анализ линеаризованного уравнения в вариациях относительно рассматриваемых точек равновесия показал, что точечной ветви на приведённой диаграмме соответствует асимптотически устойчивое положение равновесия. Пунктирной и сплошной линии соответствует неустойчивая точка. Этот анализ показывает, во-первых, при варьировании напряжения якоря имеет место бифуркация равновесия типа вилки. На иллюстрации эта точка обозначена А. Во-вторых, асимптотически устойчивая в малом точка равновесия имеет ограниченную область притяжения, и она изменяется при варьировании шп, и ш
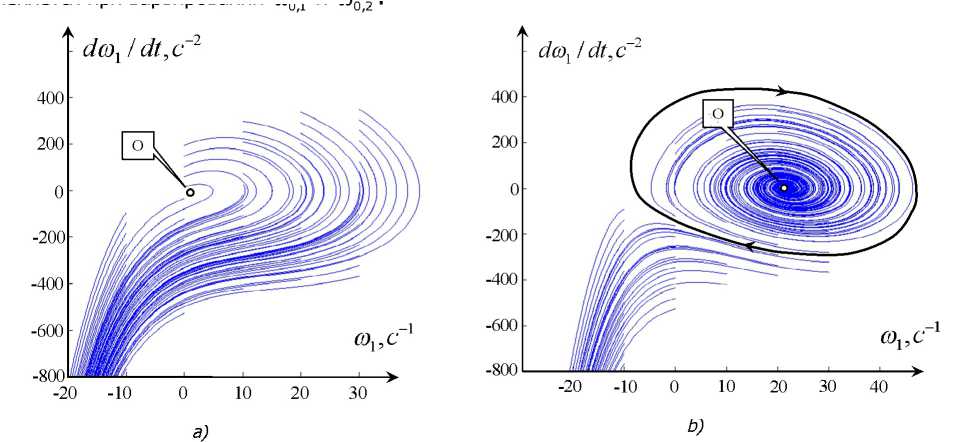
Рис. 3. Пример проекций фазовых траекторий на плоскость (шх, с/шх / dt\:
a— coDX = Юс"1; b— coDX = 30с
Приведём также типичные проекции фазовых траекторий на фазовую плоскость (оо1Л с/оз1 ! dt^ (рис. 3). Здесь необходимо обратить внимание на то, что при малых значениях напряжения якоря двигателя шпинделя система является неустойчивой в целом, а при больших— устойчивой в малом. В последнем случае она имеет ограниченную область притяжения, зависящую от параметров двигателя и напряжения якоря при неизменных параметрах. Эта область ограничена сепаратриссной кривой, выделенной на рис. 3, b жирной линией.
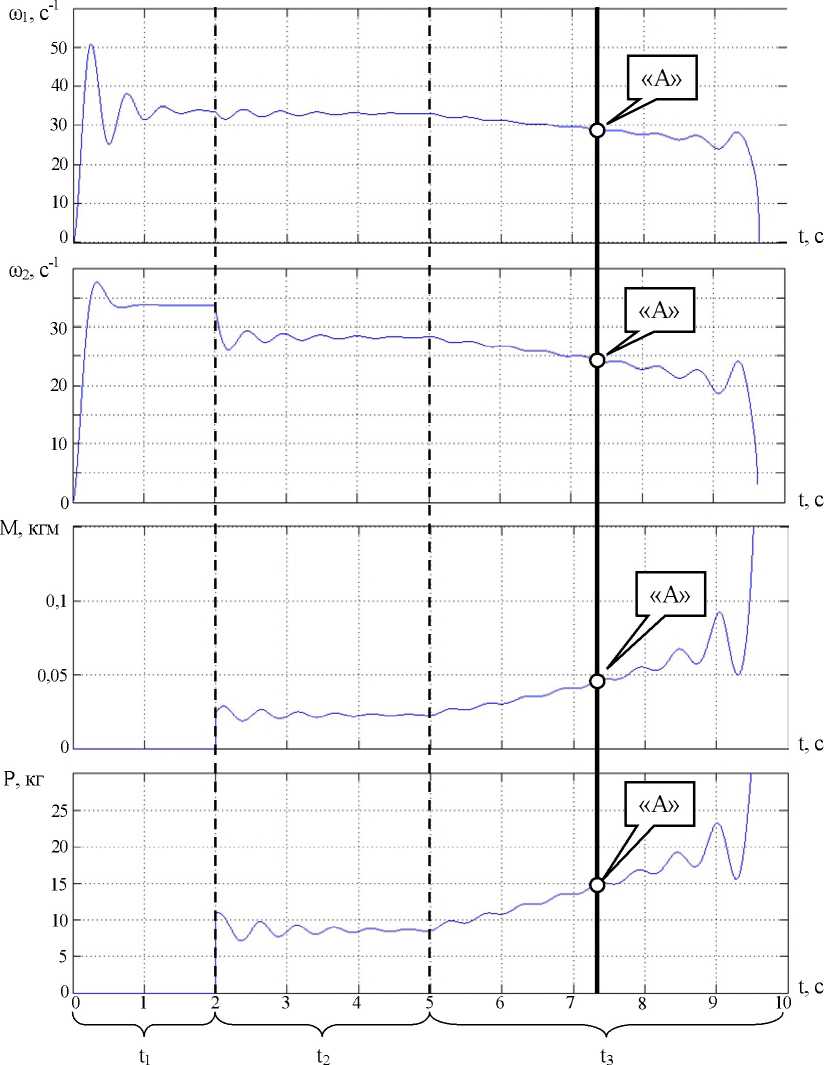
Рис. 4. Временные диаграммы скоростей двигателей вращения шпинделя и подачи в режиме имитации цикла процесса сверления: а — холостой ход (разгон и подвод сверла к области резания), а — врезание, 6 — сверление с неизменными режимами с учётом накопления стружки
Важно подчеркнуть, что в данном случае шод определяется напряжением якоря двигателя и моментом, действующим на инструмент, но не связанным непосредственно с процессом резания. Например, моментом, формируемым стружкой, которая накапливается в стружкоотводящих канавках. Поэтому при использовании уравнения (6), учитывающего интегрирующее по пути заглубления инструмента влияние стружки, наблюдается динамическая перестройка системы. При этом, как правило, суммарное значение шод достигает таких значений, при которых система теряет устойчивость. Это соответствует точке 3 на рис. 1. Приведём пример изменения координат состояния системы во времени, которое соответствует системе (6) (рис. 4). Здесь необходимо отметить потерю устойчивости траектории изменения сил и скоростей в точке А. Подчеркнём, что не только качественно, но и количественно кривые изменения сил соответствуют экспериментальным результатам, приведённым на рис. 1. Таким образом, важный механизм заклинивания инструмента при сверлении глубоких отверстий связан с потерей устойчивости рассматриваемых стационарных траекторий.
Для пояснения механизма заклинивания и поломок инструмента удобно рассмотреть совместную диаграмму изменения угловых скоростей серводвигателей (рис. 5), на которой можно выделить область режимов, которым соответствует предельное значение момента, действующего на инструмент. Эта область определяется по зависимостям (7).
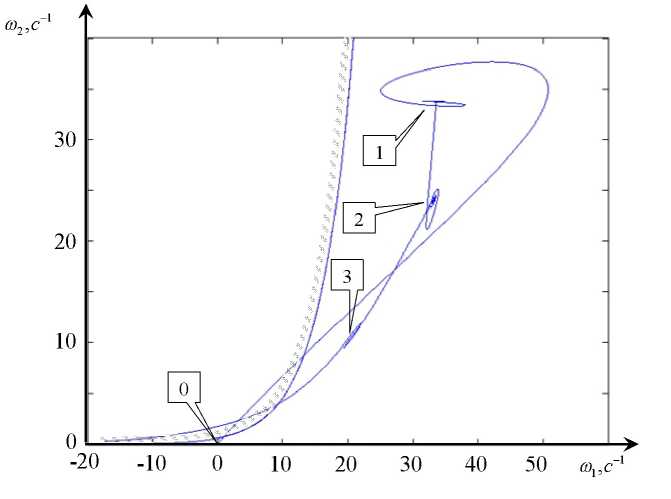
Рис. 5. Отображение области предельных значений крутящего момента в плоскости (coL, ш2)
На приведённой диаграмме участок траектории 0-1 соответствует запуску двигателей без контакта инструмента с процессом резания, участок траектории 1-2 соответствует переходному процессу при врезании инструмента в заготовку, участок траектории 2-3 соответствует изменению скоростей по мере накопления стружки в стружкоотводящих канавках. В точке 3 система теряет устойчивость. В результате координаты состояния достигают значений, при которых крутящий момент приобретает критическое значение. При изменении параметров двигателя и (или) динамической характеристики процесса резания область траекторий без поломок существенно меняется. В заключение отметим, что параметры серводвигателей можно варьировать в достаточно широком диапазоне на основе введения в двигателях дополнительных связей. Например, если измеримыми являются ток и угловая скорость, то за счёт введения дополнительных связей можно рассматривать уравнение, например, двигателя вращения шпинделя в следующем виде:
j =с№1 -М (tV
‘ (8)
Таким образом, в (8) противо-ЭДС уже определяется коэффициентом (с^ +Агш), а сопротивление якоря двигателя — коэффициентом (Rt + к,). Подчеркнём, что коэффициенты к, и кю могут варьироваться в достаточно больших пределах.
Заключение. Динамические свойства серводвигателей вращения шпинделя и подачи пиноли в силовых сверлильных головках существенно влияют на динамику системы сверления глубоких отверстий. При этом два привода вращения инструмента и подачи через динамическую связь, формируемую процессом обработки, объединяются в единую связанную динамическую систему. В данной системе формируемая динамическая связь выступает в роли внутреннего регулятора, в котором силы зависят от траекторий и, следовательно, влияют на сами траектории. Можно выделить два противоречивых фактора влияния сил зависящих от траекторий. Во-первых, при увеличении сил наблюдается уменьшение угловой скорости вращения шпинделя из-за конечной жёсткости механической характеристики двигателя. Следовательно, в этом случае силы увеличиваются. Во-вторых, по этой же причине при увеличении сил уменьшается скорость подачи. Следовательно, силы уменьшаются. Это противоречивое влияние позволяет за счёт выбора, например, передаточного отношения редуктора в приводе подачи (оно во многом определяет коэффициент к^ в (4)) обеспечить взаимную компенсацию влияния сил на траектории движения. При этом удаётся существенно увеличить величину единичного заглубления. Кроме того, приведённые модели и выполненные исследования показывают, что за счёт выбора параметров местных обратных связей можно существенно изменять динамические свойства и величину единичного заглубления при сверлении без поломок инструмента.
Список литературы Влияние параметров серводвигателей на динамические свойства системы сверления глубоких отверстий спиральными свёрлами
- Заковоротный, В. Л. Математическое моделирование и параметрическая идентификация динамических свойств подсистем инструмента и заготовки при точении/В. Л. Заковоротный, Фам Динь Тунг, Нгуен Суан Тьем//Известия высших учебных заведений. Северо-Кавказский регион. Технические науки. -2011. -№ 2. -С. 38-46.
- Заковоротный, В. Л. Динамика процесса резания. Синергетический подход/В. Л. Заковоротный, М. Б. Флек. -Ростов-на-Дону: Терра, 2006. -876 с.
- Кудинов, В. А. Динамика станков/В. А. Кудинов. -Москва: Машиностроение, 1967. -357 с.
- Заковоротный, В. Л. Динамический мониторинг состояния процесса резания/В. Л. Заковоротный, Е. В. Бордачёв, М. И. Алексейчик//Станки и инструменты. -1998. -№ 12. -С. 6-12.
- Заковоротный, В. Л. Построение информационной модели динамической системы металлорежущего станка для диагностики процесса обработки/В. Л. Заковоротный, И. В. Ладник//Проблемы машиностроения и надёжности машин. -1991. -№ 4. -С. 75.
- Заковоротный, В. Л. Параметрические явления при управлении процессами обработки на станках/В. Л. Заковоротный, Фам Динь Тунг, Фам Тху Хыонг//Вестник Дон. гос. техн. ун-та. -2012. -№ 7 (68). -С. 52-61.
- Заковоротный, В. Л. Влияние скоростных связей на устойчивость равновесия динамической системы резания/В. Л. Заковоротный, Фам Динь Тунг, Нгуен Суан Тьем//Вестник Дон. гос. техн. ун-та. -2011. -Т. 11, № 8 (59), вып. 1. -С. 1169-1179.
- А dual criterion of stochastic linearization method for multi-degree-of-freedom systems subjected to random excitation/N. D. Anh [et al.]//Acta Mechanica. -2012. -Vol. 223, № 12. -Pp. 2667-2684.
- Лапшин, В. П. Влияние свойств серводвигателя шпинделя на динамику сверления глубоких отверстий малого диаметра/В. П. Лапшин, И. А. Туркин//Вестник Дон. гос. техн. ун-та. -2013. -№ 5/6 (74). -C. 125-130.
- Грановский, Г. И. Резание металлов/Г. И. Грановский. -Москва: Высш. школа, 1985. -304 с.
