Влияние поверхностной обработки высокомодульных тканей на физико-механические свойства армированных эластомеров в различных средах

Автор: Марков А.Е. Дьяконов А.А. Туисов А.Г. Охлопкова А.А. Спиридонов А.М. Кычкин А.К. Кычкин А.А.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 1 т.19, 2026 года.
Бесплатный доступ
В статье приводится исследование влияния углеводородной среды и высокой температуры на свойства армированных эластомеров, в зависимости от поверхностной обработки модификацией высокомодульных волокон на основе эластомерной матрицы (СКД). Модификация данного материала заключается в добавлении дополнительного слоя эластомера между базальтовой (БТ) и углеродной тканью (УТ) для лучшего поверхностного контакта между тканями. Введение высокомодульных тканей в матрицу приводит к повышению предела прочности армированных образцов до 5 раз и существенному снижению деформационных свойств по сравнению с исходным эластомером. Выдержка образцов в гидравлическом масле АМГ-10 привела к набуханию эластомера и его отслоению от армирующих тканей. При воздействии высокой температуры происходит дополнительная вулканизация эластомера, что также ведет к термоусадке, снижению подвижности макромолекул каучука из- за чего повышается предел прочности на растяжение. Испытания на адгезионную прочность показали снижение после воздействия гидравлического масла и высокой температуры. Они приводят к разрушению межфазных соединений на поверхностях резины и тканей, отрицательное воздействие сказывается именно на эластомерную матрицу. Лучший результат адгезионной прочности показал образец СКД, армированный БТ и УТ, с поверхностной обработкой Хемосилом.
Базальтовые волокна, углеродные волокна, эластомер, адгезия, Хемосил
Короткий адрес: https://sciup.org/146283250
IDR: 146283250 | УДК: 678.046
The Surface Treatment Effect of High-Modulus Fabrics on the Physical and Mechanical Properties of Reinforced Elastomers in Various Environments
The paper presents an investigation of the influence of hydrocarbon environment and high temperature on the properties of reinforced elastomers, depending on the surface treatment with modification of high-modulus fibers based on an elastomeric matrix (SKD). This material is modified by adding an extra layer of elastomer between basalt (BF) and carbon fabrics (CF) to improve surface contact between the fabrics. The introduction of high-modulus fabrics into the matrix leads to an increase in the tensile strength of reinforced samples up to 5 times and a significant reduction in deformation properties compared to the original elastomer. Exposure of samples to AMG -10 hydraulic oil led to swelling of the elastomer and its delamination from the reinforcing fabrics. When exposed to high temperatures, additional vulcanization of the elastomer occurs, which also leads to thermal shrinkage and a decrease in the mobility of rubber macromolecules, thereby increasing the tensile strength. Adhesion strength tests showed a decrease after exposure to hydraulic oil and high temperatures. They lead to the destruction of interphase connections on the surfaces of rubber and fabrics, with the negative effect affecting the elastomeric matrix in particular. The best adhesion strength result was shown by the SKD sample reinforced with BF and CF with Hemocil surface treatment.
Текст научной статьи Влияние поверхностной обработки высокомодульных тканей на физико-механические свойства армированных эластомеров в различных средах
Полимерные композиционные материалы (ПКМ) являются отличной заменой основных конструкционных материалов, которые, в свою очередь, имеют множество положительных свойств [1]. Основные из них – коррозионная стойкость, меньшая масса, низкая теплопроводность и т.д. ПКМ состоят из двух или более компонентов, улучшая свойства конечного материала положительными характеристиками каждого из элементов. В качестве полимерной матрицы могут выступать эластомеры с различными химическими составами, такими как натуральные, бутадиеновые, нитрильные, стирольные каучуки [2, 3] и т.д. К одним из самых популярных наполнителей относят различного рода волокна (ткани), в основном стекло-, базальто- и угле-волокна разных размеров: дисперсные, рубленые, однонаправленные. Для оптимального выбора армирующего материала смотрят на экономическую составляющую и физико-механические характеристики. Главной проблемой при создании ПКМ считается адгезионная прочность соединения между компонентами. Адгезия между эластомером и армирующими волокнами является важным функциональным свойством для надежности эксплуатации изделий. Поверхностная обработка высокомодульных волокон/тканей или добавление модификаторов, повышающих адгезионную прочность, стали решением данной проблемы [4–7].
Адгезивный состав Хемосила 411 в основном применяется для формирования прочного соединения в системе «резина–металл». Но многочисленные исследования показали, что ограничиваться одними металлами не стоит. Прочный адгезионный контакт после поверхностной обработки Хемосилом базальтовых и углеродных тканей обусловлен химической реакцией во время вулканизации. Изначально клей Хемосил предназначался для склеивания резины и металла. При соприкосновении с металлом органические смолы в составе Хемосила начинают взаимодействовать с оксидами металлов, образовывая прочную ковалентную связь. Также возможно образование прочного соединения с базальтовой тканью, в составе которого присутствуют железо (Fe), медь (Cu) и другие металлы, углеродная ткань, имеющая в своем составе один лишь углерод (С), с легкостью образовывает химические связи с Хемосилом.
Образование прочного контакта Хемосила с резиновой матрицей происходит за счет того, что клей Хемосил диффундирует в резину во время вулканизации, образовывая прочные химические связи. Кроме того, сера, находящаяся в составе эластомера, тоже образовывает поперечные мостики, из-за чего его связь становится прочнее, чем с тканью, вследствие чего разрушение после испытания на расслоение может носить когезионный характер [8, 9]. Высокая адгезионная прочность между двумя разными материалами важна для более длительной эксплуатации материала в той или иной отрасли. Хорошее адгезионное взаимодействие также может сыграть большую роль в экономическом плане, снизив расходы на изготовление и покупку материалов.
Целью данного исследования является изучение влияния клея Хемосил на физикомеханические свойства между базальтовыми и углеродными волокнами в эластомерной матрице в системе “резина-ткань-резина-ткань-резина”, а также его влияния на свойства после воздействия углеводородной среды и высокой температуры.
Материалы и методы
Объектом исследования является морозостойкий эластомер [10] на основе бутадиенового каучука марки СКД-В (СИБУР, Россия), содержащий не менее 90 % 1,4 цис-звеньев, армированный базальтовой тканью (БТ) марки БТ-11 (Фабрика технических тканей, Россия), с поверхностной плотностью 351 г/м2 и саржевым переплетением 5/3 и углеродной тканью (УТ) марки 2/2–1000–12К-400 (Препрег-СКМ, Россия), с плотностью 407 г/м2 и саржевым переплетением 2/2. Рецептура резиновой смеси и процесс смешения: на нулевой минуте вводится 100 мас.ч. каучука СКД-В с 2 мас.ч. стеариновой кислоты; на 2-й минуте добавляется 50 мас.ч. технического углерода N 550; на 5-й минуте вводится 3 мас.ч. оксида цинка; на 10-й минуте добавляется 0,9 мас.ч. сульфенамида Ц; на 12-й минуте вводится 1,5 мас.ч. серы. Смешение ингредиентов производилось в лабораторном резиносмесителе закрытого типа PL-2200 (Brabender, Германия), общее время смешения 20 минут при начальной температуре валков 40 °C.
Увеличение прочности адгезионного соединения между связующим и армирующими тканями достигалась путем поверхностной обработки волокон адгезивом Хемосил 411 (Henkel, Германия). Адгезив Хемосил 411 наносили на БТ и УТ с сушкой в термошкафу при температуре 45 °C в течение 15 минут.
Для повышения адгезионной прочности базальто- и углеткани предварительно обрабатывались Хемосилом, а затем укладывались между слоями эластомера по схеме (рис. 1б) (БТ/СКД/УТ (Хем)). Также для сравнения исследовался образец без поверхностной обработки БТ и УТ (рис. 1а) (БТ/СКД/УТ).
Вулканизацию эластомеров (СКД) и эластомерных композитов проводили в термогидравлическом прессе ПКМВ-100 (Импульс, Россия) при 155 °C в течение 20 минут под давлением 10 МПа.
Упруго-прочностные и адгезионные свойства исходных образцов, образцов после выдержки выдержки в течение 72 часов в гидравлическом масле АМГ-10 при комнатной температуре и в термошкафу при температуре 100 °C определяли на универсальной испытательной машине Autograph (Shimadzu, Япония). Упруго-прочностные свойства исследовали в соответствии
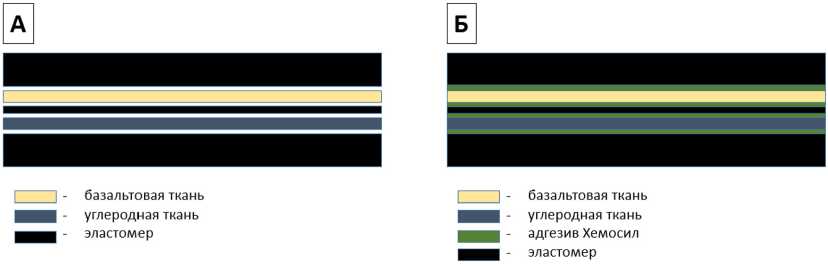
Рис. 1. Схематическая укладка армирующего наполнителя в эластомер: а) исходные БТ с УТ, уложенные между слоями эластомера; б) обработанные адгезивом Хемосил БТ с УТ, уложенные между слоями эластомера
Fig. 1. Schematic layout of reinforcing filler in elastomer: a) initial BF with UF laid between elastomer layers; b) BF with UF treated with adhesive Chemosil laid between elastomer layers со стандартом ISO 37–2020 при комнатной температуре со скоростью растяжения 500 мм/мин. Прочность адгезионного соединения определяли по стандарту ISO 36–2017 при скорости передвижения захватов 50 мм/мин. Определение твердости Шор А эластомеров и композитов осуществляли по стандарту ISO 7619–1–2009. Исследование надмолекулярной структуры среза образцов проводили при помощи сканирующего электронного микроскопа JSM-7800F (JEOL, Япония) в режиме вторичных электронов.
Результаты и обсуждения
На рис. 2 показаны результаты испытания предела прочности исходных образцов, образцов после выдержки в гидравлическом масле АМГ-10 и при температуре 100 °C в течение 72 часов. На диаграмме приведены результаты предела прочности, введение высокомодульных тканей в эластомерную матрицу приводит к повышению прочности при растяжении по сравнению с исходным эластомером. Также прочность увеличилась и у образцов БТ/СКД/ УТ после пропитки Хемосилом до 42,5 МПа. Выдержка образцов в гидравлическом масле АМГ-10 приводит к деструкции эластомерной матрицы и смягчению базальто- и углетканей. Поверхностная обработка БТ и УТ не только увеличивает прочность, но и выступает как защитный слой от воздействия масла. Результаты испытания после выдержки гидравлического масла образца БТ/СКД/УТ (Хем) составили 24,7 МПа, а у образца БТ/СКД/УТ – 8,1 МПа. Термическое воздействие приводит к усадке эластомерной матрицы, что приводит к образованию более плотного прилегания матрицы к армирующим тканям, за счет чего наблюдается повышение предела прочности. Хемосил же выступает как клеевой слой и имеет крепкий контакт с резиной за счет прочных химических связей с оксидами металлов. Твердый слой Хемосила на границе «резина-ткань» не позволяет проникнуть резине плотнее межволокон, повышая прочность до 49,8 МПа.
Также получены результаты относительного удлинения образцов СКД, БТ/СКД/УТ и БТ/ СКД/УТ (Хем) после воздействия гидравлического масла АМГ-10 и термического старения, представленные на рис. 3. Армирование резины высокомодульными волокнами ведет за собой
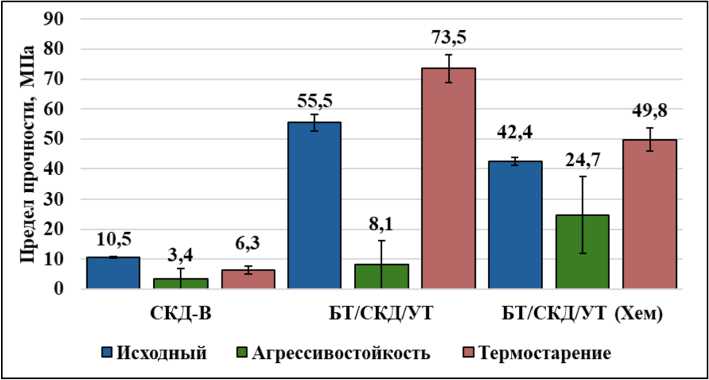
Рис. 2. Диаграмма предела прочности эластомера и композитов до, после выдержки в гидравлическом масле АМГ-10 и термического старения
Fig. 2. Diagram of the tensile strength of elastomers and composites before and after exposure to AMG-10 hydraulic oil and thermal aging
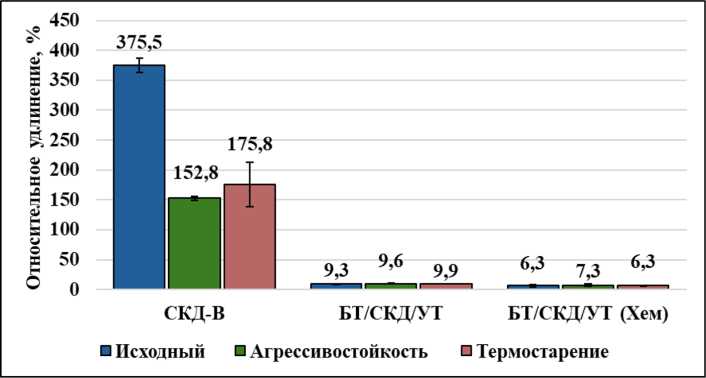
Рис. 3. Диаграмма относительного удлинения эластомера и эластомеров от высокомодульных волокон до, после выдержки в гидравлическом масле АМГ-10 и термического старения
Fig. 3. Diagram of relative elongation of elastomers and composites before and after exposure to AMG-10 hydraulic oil and thermal aging повышение прочности на растяжение, но ухудшает упругие свойства эластомера. Воздействие гидравлического масла АМГ-10 и высокой температуры на армированные образцы не оказывает влияния на показатели относительного удлинения по сравнению с исходными образцами. Причиной этому являются высокомодульные ткани, которые имеют низкие растягивающиеся свойства. Введение армирующих тканей в эластомерную матрицу приводит к существенному снижению относительного удлинения.
Результаты испытания когезионной и адгезионной прочности исходного эластомера и эластомерных образцов армированных БТ с УТ после воздействия гидравлического масла АМГ-10 и термического старения представлены на рис. 4. Адгезионная прочность соединения эластомерной матрицы с базальто- и углетканью меньше, чем когезионная прочность эластомера. Это объясняется плохим поверхностным контактом между матрицей и армирующими тканями. Однако после поверхностной обработки тканей адгезионная прочность соединения увеличилась в 2,5 раза по сравнению с исходным эластомером. Хемосил проявил себя как клеевая основа между тканью и эластомером, в ходе чего образовался плотный контакт на межфазной границе и из-за чего разрушение носило когезионный характер. После выдержки в масле АМГ-10 происходит набухание эластомера и его отслоение от ткани, несмотря на поверхностную обработку. При термическом старении происходит усадка эластомера, вследствие чего ослабевает сцепление матрицы с БТ и УТ.
Добавление эластомерного слоя между базальтовой и углеродной тканью повысило адгезию только в образце с поверхностной обработкой Хемосилом. Причиной является химический состав клея Хемосил и его предназначение для склейки металлов с эластомерами.
На рис. 5 представлены микрофотографии срезов образцов для определения визуального влияния поверхностной обработки БТ и УТ на контакт с эластомером. Эластомерная матрица (рис. 5а) имеет однородную структуру, структурный однородный вид матрицы характерен для всех исследуемых образцов, что позволяет сосредоточиться на оценке межфазной границы раздела с волокном. У образца без поверхностной обработки (рис. 5б) наблюдается неплотное прилегание базальтовых волокон (БВ) к эластомерной матрице, также видна четкая – 21 –
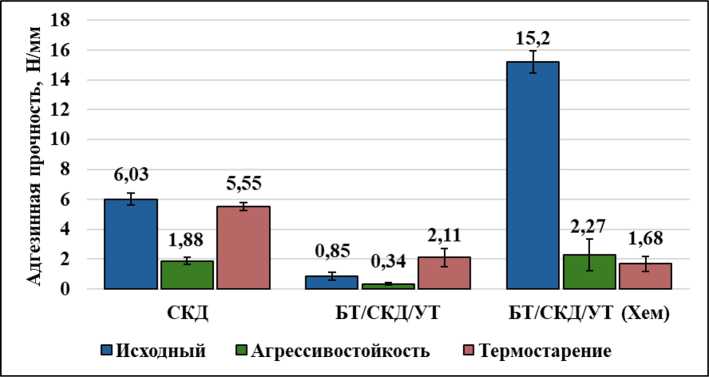
Рис. 4. Диаграмма показателей расслоения эластомера и эластомеров от высокомодульных волокон до, после выдержки в гидравлическом масле АМГ-10 и термического старения
Fig. 4. Diagram showing elastomer delamination indicators from high-modulus fibers before and after exposure to AMG-10 hydraulic oil and thermal aging граница раздела между углеродными волокнами (УВ) и эластомером. Образование четких границ и зазоров между материалами указывает на слабое адгезионное взаимодействие, что подтверждается результатами испытания на расслоение. Образец композита с поверхностно обработанными волокнами клеем Хемосил имеет на поверхности обломки БВ (рис. 5в), что свидетельствует о более сильном взаимодействии между волокнами и резиной. Увеличение прочности также подтверждается испытанием на расслоение и наличием плотного контакта
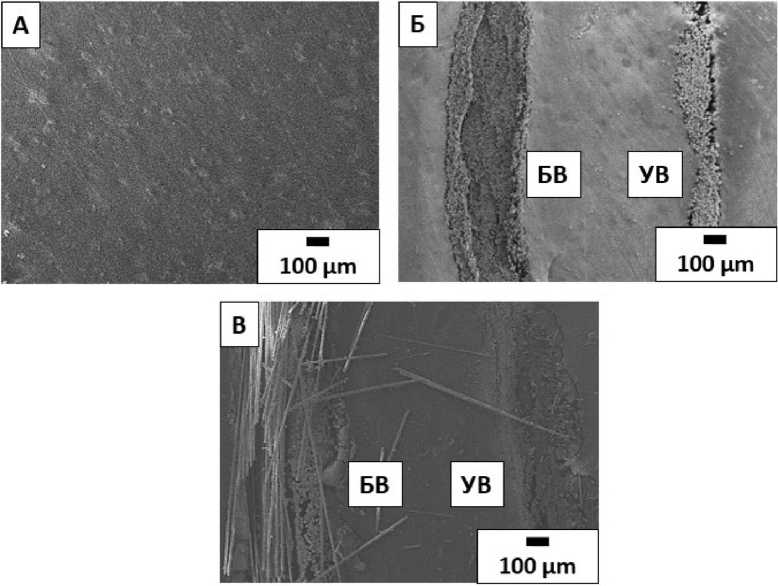
Рис. 5. Микрофотографии структуры срезов эластомера и межфазных границ: а) исходного эластомера; б) БТ/СКД/УТ; в) БТ/СКД/УТ (Хем)
Fig. 5. Micrographs of the structure of elastomer sections and interphase boundaries: a) original elastomer; b) BF/ SKD/UF; c) BF/SKD/ UF (Chem)
между волокнами тканей с эластомерной матрицей, где Хемосил выступил прочным связующим между материалами.
Заключение
В ходе исследования было установлено, что армирование эластомерной матрицы базаль-то- и углетканью увеличивает прочность до 5,5 раза по сравнению с исходной резиной, но существенно снижает удлинение при растяжении. После выдержки армированных образцов в гидравлическом масле АМГ-10 происходит набухание эластомера, что приводит к уменьшению прочностных показателей. Образец с поверхностной обработкой волокон сохранил наибольшие прочностные свойства за счет “экранирующего” действия клея Хемосил, что снизило деструктивные действия гидравлического масла на армирующие ткани. Под воздействием высокой температуры происходит термоусадка эластомерной матрицы и её более плотное прилегание к армирующим материалам, что приводит к повышению прочности. Анализ результатов испытания на расслоение показал, что образец БТ/СКД/УТ (Хем) обладает высокой адгезионной прочностью, превышающей когезионную прочность эластомера. Таким образом, можно сделать вывод о том, что поверхностная обработка УТ и БТ Хемосилом играет важную роль для повышения эксплуатационных свойств эластомеров, в особенности адгезионной прочности соединения с матрицей.
