Влияние режимов механоактивации на структуру и свойства порошков-прекурсоров системы медь-олово и сплавов, спеченных на их основе

Автор: Витязь Петр Александрович, Жорник Виктор Иванович, Ковалева Светлана Анатольевна, Григорьева Татьяна Федоровна
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология и экология
Статья в выпуске: 1 (26), 2014 года.
Бесплатный доступ
Объект исследования - порошки-прекурсоры системы медь-олово, подвергнутые механической активации и сплавы, спеченные на их основе. Предмет исследования - структурно-фазовые превращения в порошках-прекурсорах системы медь-олово в процессе их механической активации, процессы спекания порошков-прекурсоров, а также взаимосвязь структурно-фазового состояния спеченного сплава с его механическими и триботехническими свойствами. Цель работы - изучение влияния предварительной механической активации порошков системы Cu - Sn на структурно-фазовое состояние, а также механические и триботехнические свойства сплава, полученного методом электроконтактного спекания механоактивированных порошков. В статье показано, что предварительная интенсивная механическая активация порошковой композиции Cu + 20 % Sn приводит к изменению ее гранулометрического состава и структурно-фазового состояния. Формирование порошков-прекурсоров проходит через ряд стадий: измельчение частиц порошка; протекание пластических деформаций в них с образованием (твердый раствор Cu (Sn) и интерметаллиды (η - Cu 6,26 Sn 5 и δ-Cu 41Sn 11 )) и распадом (интерметаллид η - Cu 6,26 Sn 5 ) новых фазовых составляющих; образование агрегатов с фазовым составом, соответствующим твердому раствору Cu (Sn). Установлено, что при электроконтактном спекании порошков-прекурсоров, полученных с длительностью активации до 8 мин, формирование сплава проходит по механизму жидкофазного спекания с появлением расплава легкоплавкой фазы олова, которая присутствует в прекурсорах. Спекаемый сплав имеет достаточно высокую износостойкость (I = 0,053 мг/м) и относительно низкий коэффициент сухого трения (f = 1,0-1,1). Электроконтактное спекание однофазного порошка со структурой твердого раствора Cu(Sn), формируемого после механоактивации в течение 20 мин, проходит по механизму твердофазного спекания и приводит к формированию гомогенного сплава на основе пересыщенного твердого раствора Cu(Sn) с крупнозернистой структурой и значительным количеством несплошностей. При этом сплав характеризуется более низким коэффициентом сухого трения (f = 0,8-0,85), но при повышенной интенсивности изнашивания (I = 0,087 мг/м).
Сплав системы медь-олово, механическая активация, структурно-фазовое состояние, электроконтактное спекание, механические и триботехнические свойства
Короткий адрес: https://sciup.org/142184842
IDR: 142184842
Influence of regimes of mechanical activation on the structure and properties of the powder precursor of the copper-tin and alloys sintered on the their basis
The mechanism of formation of structural-phase state in the precursor powders of Cu + 20 % Sn during intensive mechanical activation in a planetary ball mill is shown. It is shown that the formation of precursor powders consists of a range of stages: the grinding of the powder particles, the passing of plastic deformation processes in them with the formation and decay of the new phase components, the formation of aggregates. It is found that the formation of the alloy is realized by the mechanism of liquid phase sintering with the advent of low-melting molten tin at electrocontact sintering of the precursor powders prepared by activation during up to 8 minutes. The electrocontact sintering of monophase powders with the structure consisting of a solid solution Cu (Sn) formed after mechanical activation during 20 min is realized by the mechanism of solid phase sintering and results to the formation of a homogeneous alloy based supersaturated solid solution Cu (Sn) with a macrogranular structure and many voids. The most rational duration of mechanical activation to produce a sintered copper-tin alloy tribotechnical purpose is 4-8 min.
Текст научной статьи Влияние режимов механоактивации на структуру и свойства порошков-прекурсоров системы медь-олово и сплавов, спеченных на их основе
Спекание порошковых материалов относится к числу технологических процессов консолидации порошковых систем, позволяющих в значительной степени сохранить в спеченном материале исходную мелкодисперсную структуру порошков, обеспечивающую повышенный уровень свойств получаемых композиций. При этом наибольший эффект с точки зрения сохранения исходных параметров структуры реализуется в случаях применения энергонапряженных технологий с интенсивным термическим и деформационным воздействием на спекаемый материал. К числу подобных технологий относится электроконтактное спекание порошковых материалов, осуществляемое при нагреве прямым пропусканием электрического тока с одновременным приложением давления на спекаемую систему. Принципиальным отличием этого способа спекания порошковых материалов от традиционных технологий является высокая концентрация выделяемой энергии на контактах между спекаемыми частицами порошка. Большим преимуществом электроспекания является совмещение формования и спекания порошка в одной операции, что дает значительное сокращение как временных, так и энергетических затрат. Скорость нагрева при электроконтактном спекании достигает 103-104 град/с, уровень удельных усилий - до 100 МПа, продолжительность спекания может составлять несколько секунд, что позволяет реализовывать процесс электроконтактного спекания без со здания специальной защитной атмосферы [1,2].
Формирование изделий из порошков бронзы традиционными методами спекания через формирование жидкой фазы имеет ряд недостатков, связанных с высокой степенью ликвации в системе медь-олово и высокой степенью гетерогенности. Качество порошковых изделий, независимо от способа их получения, в первую очередь определяется величиной плотности, равномерностью распределения фаз и пористости по объему, так как эти параметры влияют на анизотропию свойств материалов и вероятность дефектообразования. Гомогенность структуры определяется видом легирующих добавок и способом их введения, а также параметрами технологического процесса получения материалов и изделий.
Активно развиваемый в последние годы ме-ханохимический подход к получению материалов позволяет не только получать дисперсные материалы, но и синтезировать композиты на основе разнородных классов материалов [3]. Фазовый состав, форма и размеры получаемых таким способом порошков определяются режимами механической активации (МА).
Цель настоящей работы состояла в изучении влияния предварительной механической активации порошков системы Cu - Sn на структурно-фазовое состояние, а также механические и триботехнические свойства сплава, полученного методом электроконтактного спекания механо-активированных порошков.
МЕТОДИКА ИССЛЕДОВАНИЯ
В качестве исходного материала для исследования структурно-фазовых превращений при механоактивации и электроконтактном спекании, а также оценки свойств спеченных композиций использовалась шихта, состоящая из порошков меди марки ПМС-1 (ГОСТ 4960-75) и олова марки ПОЭ (ГОСТ 9723-73) грануляцией 20–40 мкм с соотношением медь: олово, по массе, равным 4 : 1. Механическая активация смеси Ñu + 20 мас. % Sn проводилась в высокоэнергетической шаровой планетарной мельнице АГО-2 в атмосфере аргона (объем барабана 250 см3, диаметр шаров 5 мм, загрузка 200 г, навеска обрабатываемого образца 10 г, скорость вращения барабанов вокруг общей оси ~1000 об/мин. Длительность обработки порошковой смеси составила: 20 с, 40 с, 4 мин, 8 мин и 20 мин.
Электроконтактное спекание порошковых образцов размером Ø10х10мм осуществлялось с помощью установки ССМ-02 при плотности тока 10 кА/см2 и давлении 10 МПа в течение 45 с. Длительность импульсов и пауз составляла 0,02 с.
Рентгенодифракционные измерения полученных образцов выполнены на дифрактометре D8 Advance Bruker (Германия) в конфигурации 0 -20 с шагом 0,05' в CuK a излучении (1,54051
Å) с временем накопления на точке 3 с. Рентгенофазовый анализ получаемых продуктов проведен с использованием базы данных PDF-2 и программного обеспечения «EVA». Рентгеноструктурный анализ (РСА) получаемых фаз проведен по методу Ритвельда с выполнением полнопрофильного анализа дифрактограмм в программном обеспечении «Topas».
Для изучения структуры полученных образцов использовали оптический микроскоп МИКРО 200 и сканирующий электронный микроскоп (СЭМ) высокого разрешения MIRA\TESCAN с приставкой для микрорентгеноспектрального анализа (МРСА). Диаметр электронного зонда составил 5,2 нм, область возбуждения – 100 нм.
Триботехнические испытания проводились в режиме трения без смазки на автоматизированном трибометре АТВП [4], работающем по схеме возвратно-поступательного перемения призматического образца по контртелу. В качестве контртела использовалась пластина, изготовленная из закаленной углеродистой стали 60 Г с твердостью HV = 7840 MПa. Средняя скорость перемещения образца относительно контртела в процессе испытаний составляла ~ 0,1 м/с. Номинальное контактное давление испытаний составляло р = 1 МПа. Измерение величины износа по массе образцов осуществлялось на
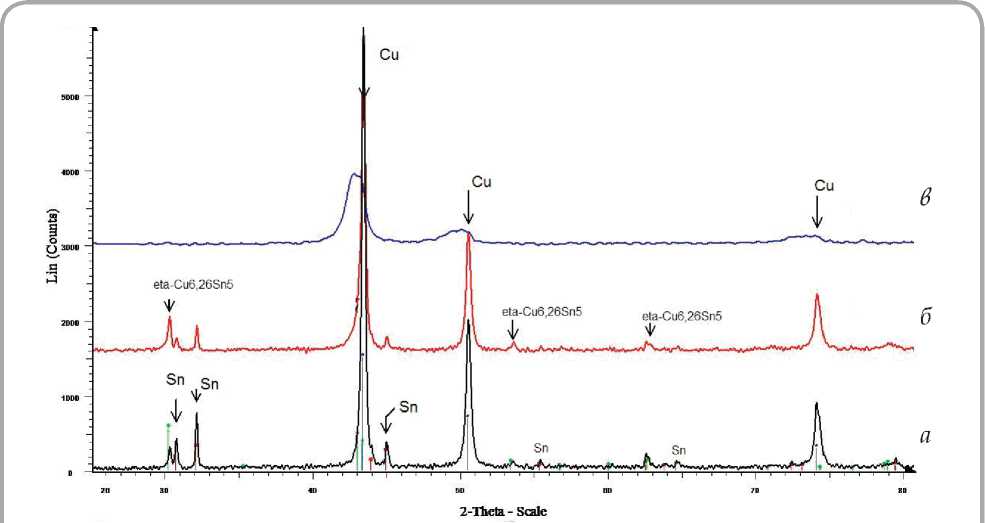
Рисунок 1 – Дифрактограммы порошков состава Ñu + 20 % Sn механоактивированных в течение: а – 40 с, б – 4 мин, в – 20 мин
аналитических весах АДВ-200М. Интенсивность изнашивания Iq определялась на стадии установившегося изнашивания, как отношение потери массы к пути трения.
Механические свойства исследовались на гидравлической испытательной машине Instron Satec 300LX.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ И ИХ ОБСУЖДЕНИЕ
Проведенные рентгеноструктурные исследования порошков-прекурсоров показали, что уже на ранних этапах механоактивации (в течение 20 с) смеси порошков Ñu и Sn начинает формироваться промежуточный интерметаллид η – Cu6,26 Sn5 , и при активации в течение 40 с фазовый состав порошков определяется как медь (PDF №04-0836), олово (PDF №04-0673) и некоторое количество интерметаллида η – Cu6,26 Sn5 (PDF №47-1575) (рис.1).
Максимальное содержание олова на начальной стадии активации составляет ~ 6 об. %. C увеличением длительности механической активации до 8 мин содержание олова уменьшается до его полного исчезновения. При этом содержание интерметаллического соединения η – Cu6,26 Sn5 достигает максимального значения (~ 12 об. %).
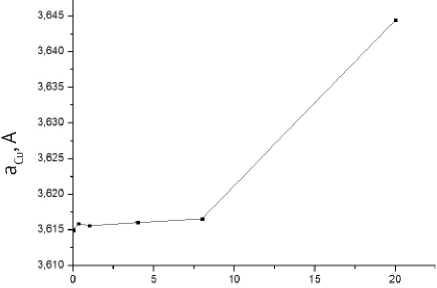
На рисунке 2 приведены данные по изменению параметра кристаллической решетки меди в порошке-прекурсоре в зависимости от продолжительности его механоактивации. Видно,
Время механической активации, мин
Рисунок 2 – Зависимость параметра а решетки меди от длительности механоактивации курсоре состава Cu – Sn образуется в незначи- тельном количестве.
На рисунке 3 представлены СЭМ изображения (в обратно рассеянных электронах), микроструктуры порошков, получаемых при различной длительности механической активации. Можно отметить, что при активации в течение 40 с происходит измельчение частиц медного порошка в среднем до 1–2 мкм и образование агломератов разветвленной формы с большим разбросом размеров (от 5 до 60 мкм) (рис. 4). Также образуются чешуйчатых крупные агрегаты (~ 1 % по количеству и ~ 19 % по массе), содержащие олово с размерами 80 – 200 мкм. Изучение микроструктур и рентгеноспектральный анализ распределения элементов по по- что параметры решетки меди практически не верхности показали, что олово распределено меняются при активации в течение 8 мин, из неравномерно (рис. 3 а, б).
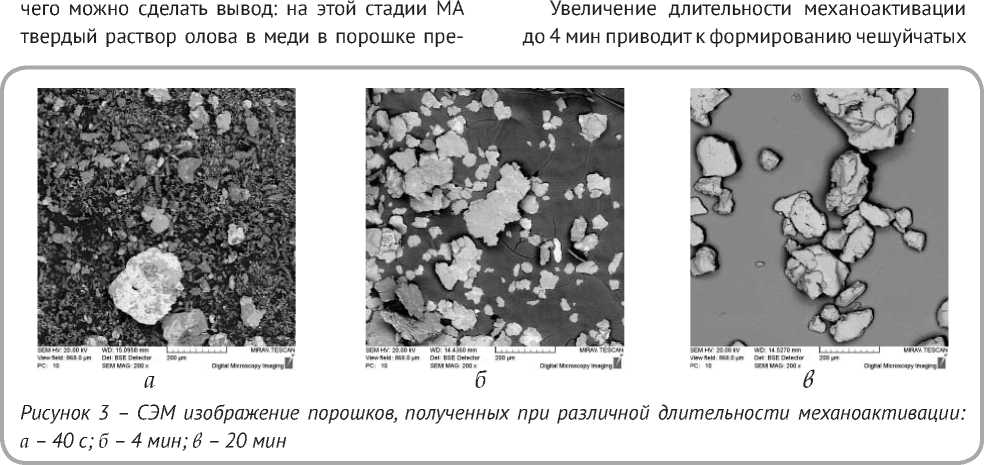
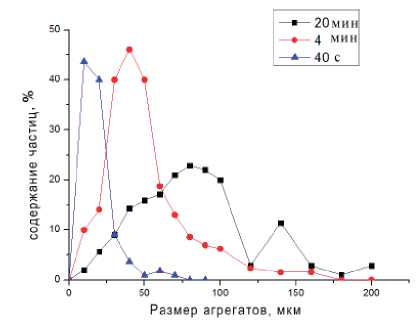
Рисунок 4 – Распределение размеров агрегатов порошков Cu + 20 % Sn с различной продолжительностью механоактивации слоистых агрегатов, в которых также наблюдается неоднородность распределения олова. Средний размер агрегатов при этом увеличивается до 60 мкм. Размер агрегатов твердого раствора Cu (Sn) после 20 мин механоактивации cоста-вил 60 – 150 мкм. Несмотря на то, что размер агрегатов при механоактивации в течение 20 мин значительно больше, чем на начальной стадии активации, насыпная плотность механо-активированного порошка в э том случае выше и составляет 3,76 г/см3 (насыпная плотность порошка после 40 с механоактивации – 3,04
г/см3). Более низкая насыпная плотность может быть обусловлена образованием агломератов дендритных форм на ранней стадии активации. Однако с увеличением длительности механоактивации снижается прессуемость порошка, что связано, вероятно, с увеличением содержания более прочной фазы твердого раствора Cu (Sn) .
Таким образом, на начальных стадиях механической активации порошков состава Cu + 20 % Sn происходит измельчение частиц от 20 – 40 мкм до 1–2 мкм и формирование преимущественно небольших агрегатов (до 60 мкм), состоящих из крупных кристаллитов. Порошки неоднородны по составу и размеру частиц. При увеличении продолжительности активации происходит формирование и рост слоистых агрегатов (размером до 150 мкм), но при этом уменьшается размер кристаллитов и наблюдается гомогенизация гранулометрического и фазового состава. В случае активации в течение 20 мин формируется однофазный состав нано-структурированных порошков твердого раствора Cu (Sn) с размером кристаллитов ( D ) ~ 8 нм.
Электроконтактное спекание характеризуется физическими процессами, протекающими в контактных зонах, что приводит к высокой пространственной неоднородности и нестацио-
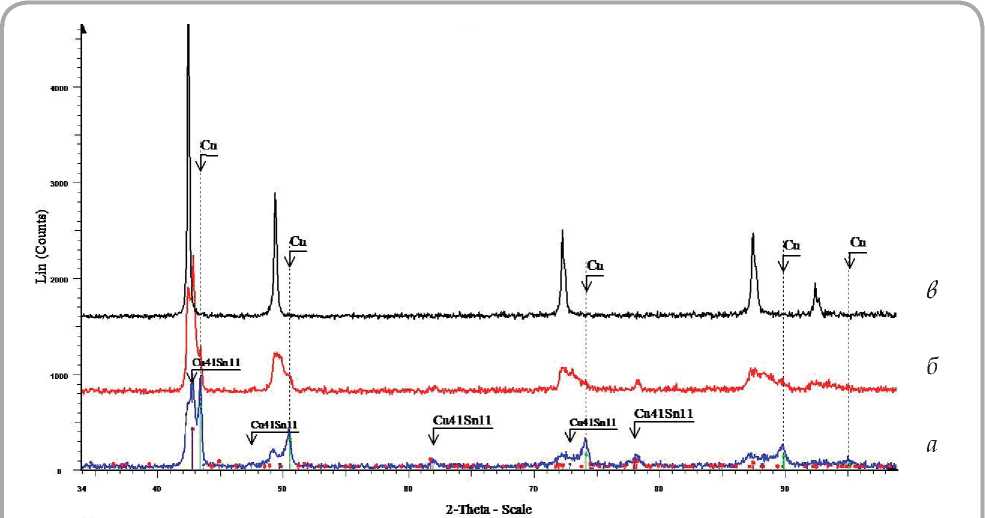
Рисунок 5 – Дифрактограммы порошков состава Ñu + 20 % Sn , механоактивированных в течение:
а – 40 с, б – 4 мин, в – 20 мин нарности процессов во времени. При кратковременном электрическом разряде материал в зоне воздействия разогревается до очень высоких температур, что может приводить к расплавлению наиболее легкоплавких фаз и протеканию реакций взаимодействия компонентов.
Для изучения влияния исходного состояния порошков на формирование сплава при элек-троконтактном спекании были выбраны прекурсоры, полученные при различной длительности механоактивации и характеризующиеся различной степенью завершенности протекающих при механоактивации порошковой композиции Cu – Sn физико-химических процессов: измельчения исходных компонентов, формирования промежуточных интерметаллических соединений типа η – Cu6,26 Sn5 , формирования однофазного твердого раствора Cu (Sn) . Ди-фрактограммы полученных электроконтактным спеканием сплавов системы Cu – Sn представлены на рисунке 5.
Можно отметить, что в композитах, спекае- мых из порошков с длительностью механоактивации 40 с и 4 мин, фаза промежуточного ин-терметаллида η – Cu6,26 Sn5 отсутствует. В них формируются интерметаллическое соединение Cu41 Sn11 (PDF № 30-0510), а также твердый раствор на основе меди с переменной концентрацией олова. Количество твердого раствора с максимальным содержанием олова увеличивается для прекурсора со временем механоактивации 4 мин. При электроконтактном спекании порошка, подвергнутого механоактивации в течение 20 мин и имеющего однофазный состав в виде твердого раствора Cu (Sn), в спеке также формируется однофазный состав твердого раствора на основе меди с концентрацией олова ~ 8ат. % Sn (àCu(Sn) = 3.694 Å [5]). Значения параметров структуры спеченных сплавов, уточненные по методу Ритвельда, приведены в таблице 1.
В зависимости от длительности механоактивации прекурсоров значительно изменяется и микроструктура сплавов. На рисунке 6 пред-
|
Таблица 1 – Данные рентгеноструктурного анализа сплавов, полученных на основе прекурсоров Cu + 20 % Sn с различной длительностью механоактивации |
||||||
|
Длительность активации прекурсора |
Параметр решетки à , Å |
Размер кристаллитов D , нм |
||||
|
Ñu |
Cu (Sn) , 8 at.% Sn |
Cu41Sn11 |
Ñu |
Cu (Sn) , 8 at.% Sn |
Cu41Sn11 |
|
|
без активации |
3,615 |
3,694 |
17,98 |
- |
- |
- |
|
40 с |
3,616(9) |
3,702(0) |
17,991(4) |
153 |
123 |
17 |
|
4 мин |
3,624(3) |
3,698(7) |
17,977(3) |
76 |
64 |
16 |
|
20 мин |
- |
3,697(8) |
- |
- |
157 |
- |
а
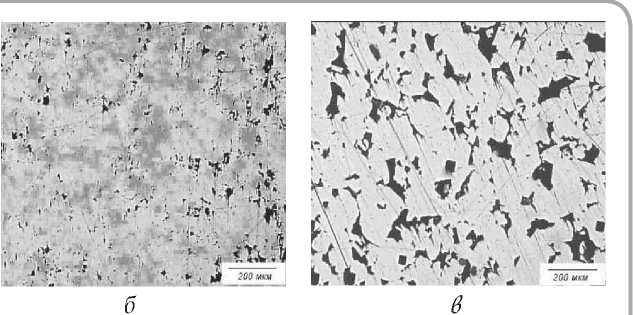
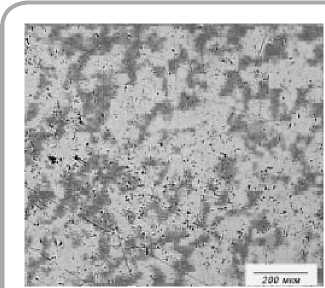
Рисунок 6 – Структура поверхности сплавов, спеченных на основе прекурсоров Cu + 20 % Sn , подвергнутых
механоактивации в течение: а – 40 с, б – 4 мин, в – 20 мин

а
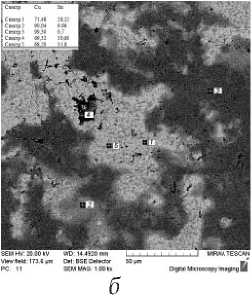

Рисунок 7 – СЭМ в обратно рассеянных электронах с приведенными данными микрорентгеноспектрального анализа покрытий на основе Cu + 20 % Sn прекурсоров без механоактивации (а) и с механоактивацией в течение 40 с (б ) и 20 мин (в)
ставлена структура поверхности сплавов, зафиксированная с помощью методов оптической микроскопии. Можно отметить, что сплавы, получаемые электроконтактным спеканием порошковых прекурсоров с меньшей длительностью механоактивации, имеют более плотную структуру с незначительной рассеянной пористостью (порядка 2 – 3 %). Для сплавов, полученных из прекурсоров с более продолжительной механоактивацией (в течение 20 мин), пористость резко увеличивается, составляя ~ 15 – 20 %, при этом размер пор достигает 80 – 100 мкм. Пористость носит межчастичный характер.
Проведенные микрорентгеноспектральные исследования позволили установить, что для порошков, полученных при непродолжительной механоактивации (до 4 мин), формируется структура на основе а-фазы твердого раствора олова в меди с гранецентрированной кубической решеткой (пр.гр. Fm3m) и эвтектоида состава интерметаллическое соединение 6-фаза Cu41 Sn11 + а - Си. Интерметаллическое соединение Cu41 Sn11 характеризуется высокой твердостью и хрупкостью. Можно также отметить, что даже непродолжительная механоактивация смеси исходных порошков Cu и Sn приводит к значительному уменьшению размеров вторичных зерен твердого раствора Cu (Sn) в составе эвтектоида механоактивированного прекурсора системы Cu–Sn (рис. 7 б) по сравнению с неактивированными аналогичными по составу порошками бронзы (рис. 7 а). При этом меняется и субструктура самого эвтектоида (рис. 8). Применение механосинтезированного од-

а
б
Рисунок 8 – Структура эвтектоида сплавов Cu – 20 Sn, полученных при спекании порошков: а – без механоактивации, б – после механоактивации 40 с
Таким образом, сравнивая параметры структур исходных порошков-прекурсоров системы Cu – Sn и спеченных на их основе сплавов, можно утверждать, что исходная структура оказывает существенное влияние на механизм спекания и формирование структуры сплава. Наличие фазы олова в порошках-прекурсорах приводит к появлению расплава при электроконтактном спекании, и формирование идет преимущественно через спекание в присутствии жидкой фазы с образованием эвтектоида. Спекание порошков, состоящих из твердого раствора Cu (Sn) , образующегося после 20 мин механоактивации, происходит на межчастичных границах через твердофазную реакцию. При этом формируется крупнозернистая структура и остаются не-сплошности размерами до 80–100 мкм. Можно отметить, что при спекании происходит рекристаллизация кристаллитов твердого раствора меди и их рост от 8 нм в порошке прекурсоре до
157 нм в спеченном сплаве.
Результаты механических испытаний образцов спеченных сплавов на сжатие, представленные в таблице 2, показывают, что сплав № 1, полученный спеканием порошков-прекурсоров, подвергнутых механоактивации в течение 40 с и имеющих фазовый состав Cu + Sn + (Cu) Sn , имеет наибольшую пластичность ( δ = 21,49 %) при достаточно высоком уровне предела текучести ( σ Ò = 530,9 МПа) и предела прочности ( ° еж = 892,5 МПа). Сплав № 2, спеченный из порошков-прекурсоров с продолжительностью МА 4 мин, имеет меньшую пластичность ( δ =19,58 %) при несколько увеличенном пределе прочности ( ° еж = 910,7 МПа), а механоактивация порошков меди и олова в течение 20 мин приводит к снижению как пластичности ( δ = 15,78 %), так и прочности ( а сж = 795,3 МПа) сплава, спеченного из этих порошков-прекурсоров (сплав № 3). При этом прочностные свойства сплава № 4, спеченного из неактивированной смеси порошков меди и олова, соответствуют а т = 518,7 МПа, 6 = 17,47 % и а сж = 830,2 МПа.
Высокая пластичность сплава, спеченного из порошков-прекурсоров с продолжительностью
|
Таблица 3 – Микротвердость и трибологические параметры покрытий на основе механоактивированных прекурсоров Cu – Sn |
|||||
|
№ сплава |
Фазовый состав прекурсоров |
Продолжительность МА прекурсоров |
Микротвердость П у , МПа |
Коэффициент трения, f |
Интенсивность изнашивания, мг/м |
|
1 |
Cu + Sn + η – – Cu 6,26 Sn 5 |
40 c |
1430–1450 |
1,02–1,11 |
0,0049 |
|
2 |
Cu (Sn) + Cu41Sn11 |
4 мин |
1460–1490 |
1,00–1,04 |
0,053 |
|
3 |
Cu (Sn) |
20 мин |
2320–2360 |
0,8–0,85 |
0,087 |
МА 40 с обусловлена жидкофазным механизмом его спекания и особенностями фазового состава, включающего пластичную а - фазу твердого раствора олова в меди и незначительное количество эвтектоида с хрупкой интерметаллической 8 - фазой Cu41Sn11 . В сплаве из порошков-прекурсоров с продолжительностью МА, равной 4 мин, доля более твердого и прочного по сравнению с фазой Cu (Sn) эвтектоида несколько возрастает, что повышает предел прочности сплава при некотором снижении пластичности последнего. Низкие показатели прочности и пластичности сплава, спеченного из частиц порошка, подвергнутых МА в течение 20 мин, объясняются особенностями его твердофазного спекания, при котором структура спека характеризуется низкой прочностью межчастичных связей и наличием большого количества не-сплошностей, выступающих в роли концентраторов напряжений при приложении нагрузки.
Результаты определения микротвердости, коэффициента трения и интенсивности изнашивания сплавов Cu + 20 % Sn , спеченных на основе механоактивированной по различным режимам смеси порошков медь-олово, приведены в таблице 3 и на рисунке 9.
Трибологические испытания, проведенные в режиме сухого трения, показали, что механическая активация порошков Cu + 20 % Sn оказывает влияние на стадию приработки (рис. 9, б). Сплав № 2, полученный на основе порошков, имеющих механоактвацию в течение 4 мин, характеризуется более длительным периодом приработки, чем сплавы на основе порошков с продолжительностью механоактивации прекурсоров в течение 40 с и 20 мин (сплавы № 1 и № 3). Следует отметить, что на стадии стационарного режима изнашивания коэффициент сухого трения для сплава № 3, полученного спеканием порошков с фазовым составом в виде твердого раствора Cu (Sn), ниже (f = 0,8 - 0,85), чем сплава № 2 с эвтектоидной структурой порошков-прекурсоров (f = 1,00 - 1,04). Однако интенсивность изнашивания сплава № 3 значительно (в ~1,7 раза) больше, чем у сплава № 2, что обусловлено, по всей видимости, выкрашиванием зерен твердого раствора из сплава. Электро-контактное спекание твердого раствора носит твердофазный характер, при котором частицы сохраняют свою индивидуальность, а сплавы характеризуются высокой межчастичной пористостью.
ВЫВОДЫ
Проведенные структурные исследования ме-ханосинтезируемой порошковой композиции Cu + 20 % Sn и сплава на ее основе, получаемого методом электроконтактного спекания, показали, что предварительная интенсивная механическая активация порошков приводит к изменению их гранулометрического состава и структурно-фазового состояния. Формирование порошков-прекурсоров проходит через ряд стадий: измельчение частиц порошка; протекание пластических деформаций в них с образованием (твердый раствор Cu (Sn) и интерметаллиды
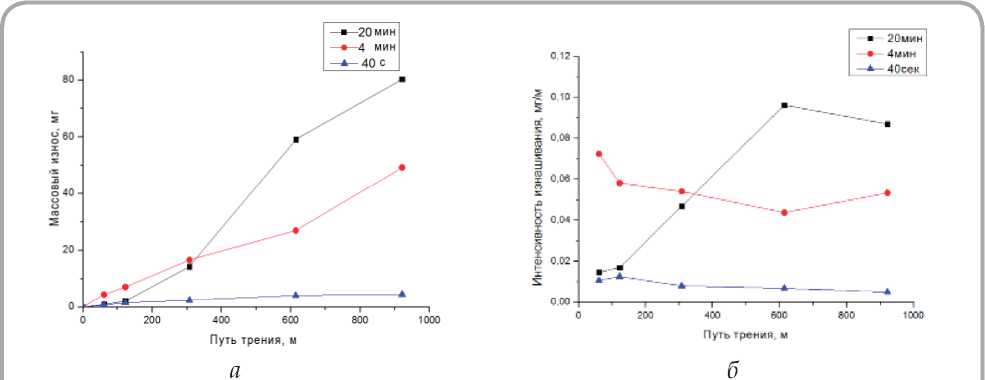
Рисунок 9 – Массовый износ ( а ) и интенсивность изнашивания ( б ) спеченных сплавов на основе порошков
Cu + 20 % Sn с различной длительностью механоактивации
( п — Cu626Sn 5 и 8 - Cu41Sn11 )) и распадом (ин-терметаллид п — Cu626Sn 5 ) новых фазовых составляющих; образование агрегатов с фазовым составом, соответствующим твердому раствору Cu (Sn) .
Установлено, что при электроконтактном спекании порошков-прекурсоров, полученных с длительностью активации до 8 мин, формирование сплава проходит по механизму жидкофазного спекания с появлением расплава легкоплавкой фазы олова, которая присутствует в прекурсорах. В результате формируется структура а - твердого раствора олова в меди и эвтектоида типа а - Cu(Sn) + Cu41Sn11. Спекаемый сплав имеет достаточно высокую износостойкость (I = 0,053 мг/м) и относительно низкий коэффициент сухого трения (f = 1,0 – 1,1). Микротвердость сплава соответствует оловянистой бронзе (Ну = 1450 - 1490 МПа).Электроконтакт-ное спекание однофазного порошка со стукту-рой твердого раствора Cu (Sn), формируемого после механоактивации в течение 20 мин, проходит по механизму твердофазного спекания и приводит к формированию гомогенного сплава на основе пересыщенного твердого раствора Cu (Sn) с крупнозернистой структурой и значительным количеством несплошностей. При этом сплав характеризуется более высокой микротвердостью (Ну = 2320 - 2360 МПа) и низким коэффициентом сухого трения (f = 0,8–0,85), но при повышенной интенсивности изнашивания (I = 0,087 мг/м). Оптимальное сочетание прочностных свойств при испытаниях на сжатие (асж = 910,7 МПа) и пластичности (8 = 19,58 %) характерно для сплава, спеченного из порошков-прекурсоров, прошедших механоактивацию в течение 4 мин.
Таким образом, по результатам проведенных исследований структурно-фазового состояния и согласно данным механических и триботехнических испытаний можно заключить, что при выбранных параметрах энергонагруженности механического активирования смеси порошков меди и олова состава Cu + 20 % Sn наиболее рациональная продолжительность механоактивации для получения спеченного медно-оловя-нистого сплава триботехнического назначения составляет 4–8 мин.
Список литературы Влияние режимов механоактивации на структуру и свойства порошков-прекурсоров системы медь-олово и сплавов, спеченных на их основе
- Хасанов, O.Л., Двилис, Э.С., Качаев, А.А. (2009). Метод коллекторного компактирования нано и полидисперсных порошков. Томск: Издательство Томского политехнического университета, 102 с.
- Полуян, А.И., Жорник, В.И. (2005). Реализация метода электроконтактного спекания в режиме термостабилизации для получения металлоалмазных композитов. Вестник ПТУ. Серия С. Фундаментальные науки. Физика. (10), с.75-77.
- Григорьева, Т.Ф., Баринова, А.П., Ляхов, Н.З. (2008). Механохимический синтез в металлических системах. Новосибирск: Параллель, 311 с.
- Караваев, М.Г., Кукареко, B.A. (2001). Автоматизированный трибометр с возвратно -поступательным движением. Надежность машин и технических систем (1), с. 37-39.
- De M. (1969). Thermal expansion of some Cuand Ag -base alloys at high temperatures. Indian Journal of Physics (or Proceedings of the Indian Association for the Cultivation of Science), (43\ p. 367-376.
