Влияние смазочно-охлаждающих технологических средств на теплообмен в зоне контакта при разрезании заготовок из пкм отрезными алмазными кругами

Автор: Кобелев Станислав Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-2 т.19, 2017 года.
Бесплатный доступ
Рассмотрено влияние смазочно-охлаждающих технологических средств на теплообмен в зоне контакта при разрезании заготовок из ПКМ отрезными алмазными кругами. Доказано, что охлаждающая технологическая среда и способ её подачи влияют на тепловую напряжённость процесса разрезания полимерных композиционных материалов отрезными алмазными кругами. Подтверждены разработанные математические модели рассматриваемых задач теплообмена. Установлена связь теплового состояния контактирующих объектов с характеристиками охлаждающих технологических сред, характеристиками их подачи в зону обработки, с реальной формой взаимодействующих объектов и зоны контакта.
Смазочно-охлаждающие технологические средства, теплообмен, зоне контакта, отрезные алмазные круги
Короткий адрес: https://sciup.org/148205305
IDR: 148205305 | УДК: 621.91:678.5
Influence of lubricating-cooling technological means on heat exchange in the contact zone when cutting blanks from polymeric composite materials with cut-off diamond circles
The influence of lubricating-cooling technological means on the heat exchange in the contact zone is considered when cutting the workpieces from PCM with cut-off diamond circles. It is proved that the cooling technological medium and the method of its supply affect the thermal tension of the process of cutting polymeric composite materials by cutting diamond circles. The developed mathematical models of the heat exchange problems under consideration have been confirmed. The relationship of the thermal state of the contacting objects with the characteristics of the cooling technological media, the characteristics of their supply to the treatment zone, the real form of the interacting objects and the contact zone is established.
Текст научной статьи Влияние смазочно-охлаждающих технологических средств на теплообмен в зоне контакта при разрезании заготовок из пкм отрезными алмазными кругами
Как было установлено ранее [1, 2] величина плотности теплового потока qc при разрезании заготовок алмазными отрезными кругами на разных отрезках режущей кромки определяется кинематическими параметрами процесса и температурой, распределенной по длине дуги контакта режущей кромки с заготовкой.
Поверхностная плотность теплового потока q ж, отводящего из зоны контакта тепло на нагрев и парообразование смазочно-охлаждающей жидкости (СОЖ), определяется зависимостью [1]:
f c G ( t - T ,)
ж ж \ f ' T с' T
—, T ^ T f ;
G ж = G жт + G жц = Р ж (V жт + V жц ), (2) где G жт , G жц – соответственно массовый расход СОЖ, уносимой торцевой и цилиндрической поверхностями режущей кромки, кг/с;
V жт, V жц – соответственно объём СОЖ, уносимой торцевой и цилиндрической поверхностью режущей кромки в единицу времени, м3/с.
Объём СОЖ, уносимой торцевой поверхностью режущей кромки V жт при отсутствии фазового перехода находится по [3]:
V™ = I П ( d pk 1 - d pk 2 Xl - £ pk 3 ) ( 1 - KV ) X 3 n , (3)
q ^ = I
S
cn ^ Gn ^ T - Tf )+ c , G , T - T f ) T T , T > T f ,
где d2pk1 d2pk2 – соответственно наружный и внутренний диаметры режущей кромки отрезного
S
где Gж , Gпж = cжGж(T – Tf )/r – соответственно массовый расход СОЖ в парообразном и жидком состоянии проходящей через зону контакта круга и заготовки, кг/с;
r – удельная теплота парообразования СОЖ, Дж/кг;
Т – температура насыщения СОЖ, К;
Т f – температура потока СОЖ, К;
cж – теплоемкость СОЖ, Дж/(кгК);
Gж = ρ жVж , где ρ ж – плотность СОЖ, кг/м3;
V ж – объём СОЖ, уносимой алмазоносным слоем режущей кромки круга через зону контакта в единицу времени, м3/с.
S – площадь контакта режущей кромки с заготовкой, м2
алмазного круга;
h k^p 3
^ рз = "==" — относительная критическая
3 X з
глубина заделки алмазных зёрен в связке;
-
hkp3 – критическая глубина заделки алмазных зе рен, м;
-
X 3 – средневероятный размер алмазных зерен, м;
KV – коэффициент, учитывающий объём, занимаемый алмазными зёрнами, выступающи-
ми из связки;
n – частота вращения круга, с–1;
KV
Vl 3 NS X 3
где Vl3 = 1/(4Nl ) – объём единичного алмазного зерна, м3;
Nl – количество алмазных зёрен в единице объёма, шт./м3;
N S - число алмазных зёрен на поверхности круга, шт. [4, табл. 9].
Аналогично (3) запишем объём СОЖ V жц , уносимый цилиндрической поверхностью режущей кромки круга:
V ., = « W- pk ( 1 - е„ , ) ( 1 - KV ) X , . . (5)
Следовательно, подставив (3) и (5) в (2), получим:
G»■ = Р^п (1 — Ерк з )(1 — Kv )х ^. ^. pk 3
---- [ d 2,, - d хX3n — p + dpk 2hpk . (6) к 2
Рассчитаем местные коэффициенты теплоотдачи со свободных поверхностей круглой заготовки а з или отрезаемой пластины а пл, режущей кромки apk и корпуса отрезного круга ак (см. [2]). Соответствующая геометрия задана ранее (см. [2]).
Используем эмпирическими уравнениями подобия [5].
Участок АВ круга (см. рис. 1) рассмотрим как участок заготовки, продольно обтекаемой потоком СОЖ с относительной скоростью:
потоком можно определить по эмпирическому уравнению подобия [5]:
_____ [ рг к 0,25
NUf = 0,66Re 0 ^рг f ’43[- f ] . (9)
к w )
где NUTf = "' B ; Р-Л _ uC f- ;
ff
Л к f Л к f
UwC K w . „ _ 0 AB
“ ’ f ,
Лк w Vf apk - среднее на участке АВ значение коэффициента теплоотдачи, Вт/(м2К).
К ж - теплопроводность жидкости, Вт/(м К).
Параметрам, выбираемым по температуре СОЖ на выходе из насадка, присвоим в обозначениях индекс f. Параметрам, выбираемым по средней температуре поверхности режущей кромки на участке АВ - индекс w .
Если Re > 10s , то расчёт ведут по эмпирическому уравнению подобия для турбулентного режима течения:
Nu f = 0,0296RefPr f’43
f ^ Г
I Pr w J
.
u о = to r pk - u . COS «v (7)
где и ж =д ж /S c скорость истечения СОЖ из насадка, м/с;
g ж - объёмный расход СОЖ из насадка, м3/с;
Sc - площадь выходного сечения насадка , м2. Определим число Рейнольдса:
Re _ u 0 l AB _ P . u 0 l AB
V 1 Р 1
где lAB - длина участка AB , м;
v 1 , ц 1 - соответственно кинематический и динамический коэффициент вязкости СОЖ, Па-с.
По аналогии, расчётную схему для определения коэффициента теплоотдачи от корпуса отрезного алмазного круга к СОЖ при Re ^ 10s можно получить при обтекании заготовки, ламинарным потоком по эмпирическому уравнению подобия:
_____ f pr k 0,25
Nu f = 0,66R e 0^p r 73- f , (11)
< pr w J
где
Nu f
a k l AB =
^/ f
ж /
U f C ж f .
^ f ж /"
Если Re ^ 10s , то коэффициент теплоотдачи в условиях обтекания заготовки ламинарным
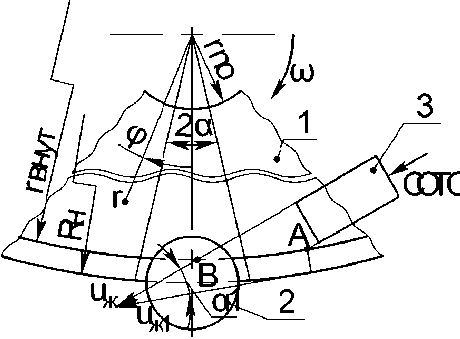
Рис. 1. Расчётная схема для определения коэффициентов теплоотдачи:
1 - корпус отрезного круга; 2 - заготовка;
3 -насадок для подачи СОЖ
pr
w
и C u w ^ ж w . Re ’
^ ж w
u 0 l AB
f vf
a k - среднее на участке АВ значение коэффициента теплоотдачи от круга к СОЖ, Вт/(м2К).
Если Re > 10s (турбулентный режим течения), то
_____ f pr k 0,25
Nuf = 0,0296Re 0o,8 Pr 0,43 -f . (12)
1 1 1 I prw J
Расчётную схему для определения коэффициента теплоотдачи от заготовки к СОЖ принимаем для случая поперечного обтекания цилин-
дра. Значение коэффициента теплоотдачи а з , среднее по поверхности заготовки, обтекаемой СОЖ, определим по эмпирическому уравнению подобия [4]:
Nu f
= C • Re m d Pr m
f1125
Pr
V Prw 7
,
кромки, зависящий от скорости выхода аэрозоля из насадка.
В этом случае:
W^ d где Prfd =---, Nuf = -г—-, C, m, n - числовые
Vf кжf коэффициенты, выбираемые в зависимости от диапазона числа Re fd в соответствии со следующей таблицей.
Таблица 1. Числовые коэффициенты
Gж = ^ Q«kc . (18)
^ж ^ж a c
|
Re fd |
C |
m |
n |
|
5÷103 |
0,5 |
0,5 |
0,38 |
|
> 103 |
0,25 |
0,6 |
0,43 |
При подаче аэрозоля получаем следующие зависимости.
Участок АВ круга (см. рис. 2) принимаем как участок заготовки, продольно обтекаемой струей аэрозоля со скоростью u0 :
u 0 = to r pk ± u ж , (19)
Для определения коэффициента т еп лоотдачи от отрезаемой заготовки к СОЖ ^ , рассмотрим продольное обтекание заготовки по участку АВ, меняющему своё положение в процессе разрезания. При этом скорость потока находится по зависимости:
u 0 = K ж ЮГ рк + u ж. C0S « 1 , (14)
где uж = gж /Sc – скорость истечения аэрозоля из насадка, м/с, gж – объёмный расход аэрозоля из насадка, м3/с;
Sc – площадь выходного сечения насадка, м2.
Окружная скорость отрезного круга меньше скорости истечения аэрозоля [6], из-за чего полагаем u0 = uж .
Определим число Рейнольдса:
= u 0 l AB = Р жи 0 l AB
V 2 ^ 2
где Кж – коэффициент, учитывающий разгон жидкости корпусом отрезного круга.
Коэффициент теплоотдачи от отрезаемой плоской заготовки-пластины к СОЖ при Re ≤ 105 можно получить аналогично в условиях обтекания заготовки ламинарным потоком по эмпирическому уравнению подобия:
_____ f Pr 1 0,25
Nuf = 0,06 • Re^Pr® ’43 -f , (15)
где J J V Pr. 7
где lAB – длина дуги АВ, м;
ν 2 , μ 2 – соответственно кинематический и динамический коэффициент вязкости распыляемой жидкости, Па·с.
Nu ff =
^ пл l AB
2 f ж f
Pr f =
^ fC ж f .
k ж/
MwCж w rw кж w
Re f =
u 0 l AB
V f
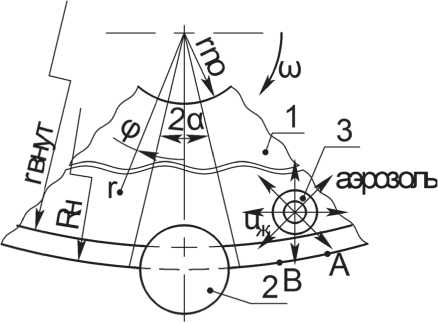
Рис. 2. Расчётная схема для определения коэффициентов теплоотдачи:
1 – корпус отрезного круга; 2 – заготовка;
3 – сопло для подачи аэрозоля
а ил - среднее на участке АВ значение коэффициента теплоотдачи от отрезаемой заготовки к СОЖ, Вт/(м2К).
Если Re > 10 5 (турбулентный режим течения), то:
_____ f Pr 1 0,25
Nuf = 0,0361 • Re 0;8 Pr ?’43 . (16)
f ff
V P1w 7
При использовании вместо СОЖ аэрозоля, применение которого все более увеличивается [6], объём жидкости, уносимый алмазоносным слоем режущей кромки через зону контакта в единицу времени, определяется по формуле:
Vж = Q a k c , (17)
Параметрам, выбираемым по температуре СОЖ на выходе из сопла, присвоим в обозначениях индекс f , как и в случае с обтеканием ламинарным потоком. Параметрам, выбираемым по средней температуре поверхности режущей кромки на участке АВ – индекс w .
Рассчитываем по эмпирическому уравнению подобия, полученному для турбулентного
где Qa – расход аэрозоля, м3/с;
kc – коэффициент смачиваемости режущей
режима течения:
_____ f Pr 1 0,25
Nuf = 0,0296 • Re °;8 Pr 0,43 -f , (21)
f ff
V P1^ 7
где Nu f - ^ ^ l AB- ; Pr f - ff ; A k f A k f
Pr = MwCm rw j
A kw
Re f - u A B , v f
am - среднее на участке CD значение коэффициента теплоотдачи от отрезаемой плоской заготовки-пластины, к СОЖ, Вт/(м2К).
Проанализируем далее воздушное охлаждение.
Исследования [8], показали, что формирование воздушных потоков у отрезного круга начинается от планшайбы. Наиболее мощные потоки генерируются торцами алмазного круга. Наличие пор у абразивных кругов позволяет им достичь избыточного давления воздуха на периферии 0,03-0,05 МПа. Избыточное давление воздуха на режущей кромке алмазного круга можно считать близким к нулю. Поэтому примем, что теплоотдача к воздуху в процессе разрезания происходит за счёт свободного теплообмена.
Определим соответствующие коэффициенты теплоотдачи [4]:
a
св
Nu Я mm d 3
Определяющая температура:
гр __ 1 B ' 1 pk 3
T m — Z .
Теплофизические свойства воздуха при температуре Тm :
λ в m = λ в (T m ); μ вm = μ ж (T m ); c вm = c ж (T m ) . (24)
Тогда:
Num = C, Rammт,(25)
где коэффициенты C1 , n1 определяются из следующей таблицы:
Таблица 2. Значения коэффициентов
|
Ra m |
C l |
n l |
|
10-3÷5·10-2 |
1,18 |
0,125 |
|
5·10-2÷2·107 |
0,54 |
0,250 |
|
2·107÷1013 |
0,135 |
0,333 |
Ram = GrmPrm,(26)
где Ram – число Рэлея; Grm – число Грасгофа:
IN
Grm = gd^Tm (Гз,2 - Te )Pm -(
Me g – ускорение свободного падения, м/с2, β= Tm-1 – коэффициент объёмного расширения воздуха;
M em c em
Pr m - 0 . (28)
A em
Шероховатость получаемой поверхности может быть оценена по формуле, предложенной [7]:
R Z - - 2,1 + 0,098 v - 0,005 s + 0,029 Z + 0,0011 vs . (29)
Таким образом, охлаждающая технологическая среда и способ её подачи влияют на тепловую напряжённость процесса разрезания полимерных композиционных материалов отрезными алмазными кругами. Это видно через изменение следующих показателей:
-
1) поверхностной плотности теплового потока, отводимого из зоны контакта за счёт нагрева и парообразования СОЖ (см. [2] зависимость (1));
-
2) коэффициентов теплоотдачи на участках свободных поверхностей режущей кромки и корпуса отрезного алмазного круга и заготовки, контактирующих с С ОЖ (с м. [ 2] – и за висимости, определяющие a pk , a k , a 3 , а пл ).
Ранее были разработаны математические модели см. [2], задач теплообмена при разрезании заготовок из полимерных композиционных материалов алмазными отрезными кругами. В моделях показана связь теплового состояния контактирующих объектов с характеристиками охлаждающих технологических сред, характеристиками их подачи в зону обработки, с реальной формой взаимодействующих объектов и зоны контакта. Это поможет найти оптимальные условия подачи СОТС при разрезании для минимизации температурных напряжений, то есть, в итоге, улучшить качество получаемых деталей.
Список литературы Влияние смазочно-охлаждающих технологических средств на теплообмен в зоне контакта при разрезании заготовок из пкм отрезными алмазными кругами
- Киселев Е.С. Ковальногов В.Н. Теплофизический анализ концентрированных операций шлифования. Ульяновск: УлГТУ, 2002. 139 с.
- Кобелев С.А., Ширялкин А.Ф., Данилов Г.И. К вопросу о разработке математической модели теплообмена при разрезании заготовок из ПКМ отрезными алмазными кругами//Системы управления жизненным циклом изделий авиационной техники: актуальные проблемы, исследования,опыт внедрения и перспективы развития: статьи и тезисы докладов 4 Межд.науч. практ. конф. (16-17 октября 2014 г., г. Ульяновск: УлГУ, 2014. С. 152-163.
- Крупенников О.Г. Повышение эффективности операции разрезания заготовок из полупроводниковых и диэлектрических материалов на пластины алмазным отрезным кругом: Дис. … канд. техн. наук: 05.02.08. Ульяновский политехнический институт. Ульяновск, 1994. 282 с.
- Семко М.Ф. Работоспособность алмазных кругов. Киев: Техника, 1983. 95 с.
- Болгарский А.В. Термодинамика и теплопередача. М.: Высшая школа, 1975. 495 с.
- Клушин М.И. Охлаждение и смазка распылёнными жидкостями при резании металлов. Горький: Волго-Вятское книжное издательство, 1966. 124 с.
- Степанов А.А. Обработка резанием высокопрочных композиционных полимерных материалов. Л.: Машиностроение, Ленинградское отделение, 1987. 176 с.
- Кобелев С.А., Данилов Г.И. К вопросу о воздушных потоках, генерируемых алмазным отрезным кругом//Известия Самарского научного центра РАН. 2012. Т. 14. № 4(3). С. 885-886.
