Влияние технологических параметров на элементный состав микродугового оксидирования покрытий на алюминиевых и титановых сплавах

Автор: Михеев А.Е., Гирн А.В., Орлова Д.В., Вахтеев Е.В., Трушкина Т.В.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (44), 2012 года.
Бесплатный доступ
Проведены исследования по определению элементного состава микродугового оксидирования покрытий из алюминиевых и титановых сплавов. Установлена зависимость химического состава покрытия от технологических режимов и различных составов электролитов.
Микродуговое оксидирование, титановые сплавы, алюминиевые сплавы, элементный анализ
Короткий адрес: https://sciup.org/148176896
IDR: 148176896 | УДК: 620.197
Influence of technological parameters on element structure of MDO coverings of aluminium and titanic alloys
Researches on definition of element structure of MDO of coverings of aluminum and titanic alloys are performed. Dependence of chemical composition of covering on technological modes and various compositions of electrolytes is traced back.
Текст научной статьи Влияние технологических параметров на элементный состав микродугового оксидирования покрытий на алюминиевых и титановых сплавах
Алюминиевые и титановые сплавы широко применятся в аэрокосмической и других областях промышленности, что связано с их высокими удельными характеристиками. Однако существуют области, где применение этих сплавов ограничено их невысокой твердостью и износостойкостью. В связи с этим актуальной является задача поверхностного упрочнения алюминиевых и титановых сплавов. Перспективным методом поверхностного упрочнения является микро-дуговое оксидирование (МДО) [1–5]. Упрочнение металлов при МДО происходит за счет образования на поверхности металла покрытия, которое состоит из оксида металла подложки и оксидов химических элементов, входящих в состав электролита [3].
Важной задачей, особенно при получении покрытий различной цветовой гаммы и покрытий с высокой излучающей способностью, является качественное и количественное определение их химического состава.
В процессе формирования МДО-покрытия большую роль играют плазмохимические и термические процессы, в результате которых на поверхности образуются сложные химические соединения.
Так в растворе силиката натрия при микродуговом оксидировании алюминиевых сплавов химическая реакция протекает по следующей схеме [2]:
2Al + 3H2O ^ Al2O3 + 3H2
Установлено что полученные покрытия состоят в большинстве случаев из аморфного Al 2 O 3 , хотя при определенных условиях наблюдается образование γ-Al 2 O 3 .
Термическое воздействие может оказывать влияние и на другие компоненты электролита, вызывая их гидролиз (например, солей, образованных слабой кислотой и сильным основанием). Степень такого воздействия увеличивается с ростом температуры и концентрации электролита, которая сильно повышается в приэлектродном слое из-за выкипания воды:
Na2SiO3 ^ NaHSiO3 ^ H2SiO3
Далее, претерпевая термическую дегидратацию, кремниевая кислота H 2 SiO 3 дает диоксид кремния SiO 2 в виде α-кристаболлита и/или α-кварца, что и наблюдается при микродуговом оксидировании в растворах, содержащих силикаты. При МДО на алюминиевом электроде возможно образование силлиманита:
Al2O3 + SiO2 ^ Al2SiO 5
Введение в состав электролитов солей переходных металлов, например, для окрашивания, повышения твердости и других физико-механических свойств, приводит к повышенному содержанию этих металлов в МДО-покрытии и образованию большого количества оксидов различных металлов. Так, по данным работы [6], при обработке алюминия в электролите, содержащем гексафторалюминат натрия, тартрат калия, фторид натрия и гидроксид калия, входящий в состав гексафторалюминат-ион гидролизуется, в результате чего образуется гидроксид алюминия, термолиз которого в условиях микроплазменных разрядов приводит к образованию в составе покрытий на алюминии оксида Al 2 O 3 , который в ходе микродугового оксидирования модифицируется фтором:
AlF63 " + 3H2O ^ Al(OH)3 + 3H + + 6F "
2Al(OH)3 t , °C > Al2O3 + 3H2O
Согласно данным элементного анализа, в покрытии образуется оксид алюминия, модифицированный фтором, формула которого может быть представлена в виде Al 2 O 3– x F x , характерном для стеклофазы [6].
При обработке алюминиевых и титановых сплавов [7] в электролите, содержащем дигидрофосфат натрия, ферроцианид калия, вольфрамат натрия или молибден натрия, методом рентгенофазового анализа установлено наличие в покрытии шпинелей FeAl2O4, Al2O3 ■ Fe3O 4 ■ WO3 или
Al2O3 ■ Fe3O 4 ■ MoO3, Al2O3и A1PO 4 на алюминии и его сплавах и Al2O3 ■ TiO2 — на титане и его сплавах. Кроме того, на сплавах алюминия и титана установлено наличие соединения K 3 FeO 4 . Шпинель состава FeAl 2 O 4 , синтез которой осуществляется на алюминиевом аноде, обеспечивает покрытию черный цвет.
При анодной поляризации ферроцианидов происходит анодное окисление последних:
[Fe(CN 6 )] 4 -^ [Fe(CN) 6 ]3 -
Далее, при наличии кислорода идет распад комплексного аниона:
^ Fe ( CN ) 6 J 3 " + 12H 2 O O2 > 4Fe(OH)3 + 12HCN + 12CN "
В результате плазмохимической реакции на аноде имеем
4Al3 + + 3O2 t , °C > 2Al2O3
2Fe(OH)3 t , °C > Fe2O3 + 3H2O
Al2O3 + Fe2O3 сплавление > FeAl 2 O 4
(черного цвета)
Al2O3 + Fe(OH)3 — сплавление м FeAl 2 O 4
Кроме того, черный цвет покрытиям придает соединение K 3 FeO 4 , который получается на аноде сплавлением K 2 O с Fe 2 O 3 в атмосфере кислорода. Аналогичные реакции проходят на титане и его сплавах [7].
При получении на поверхности изделий, выполненных из алюминиевых и титановых сплавов, черных покрытий в электролите, в состав которого входят гексаметафосфат натрия и метаванадат натрия или аммония, результаты рентгенофазового анализа показали, что в них содержатся оксиды ванадия V 4 O 9 и V 2 O 4 . На основании количественных анализов следует, что внешний слой покрытия преимущественно состоит из V 4 O 9 и V 2 O 4 с включением оксидов фосфора и незначительным включением оксидов алюминия. Слой покрытия, прилегающий к металлу, состоит из собственного оксида обрабатываемого металла.
Механизм образования черных пленок со слоистой структурой схематически можно представить следующим образом. Первоначально в доискровой области обработки идет окисление металла с образованием собственного оксида. При достижении определенной толщины пленки появляются искровые разряды. Далее, при достижении определенного напряжения на аноде, механизм образования покрытия претерпевает изменение. Внешне это проявляется в изменении характера искрения на аноде и появлении на серо-белой первичной пленке черных точек зародышей фаз оксидов ванадия. При дальнейшем ведении процесса оксидирования черные участки разрастаются, покрывая всю поверхность пленки. При этом напряжение на аноде остается примерно постоянным. В этот период возникают условия для преимущественного роста пленки за счет оксидов ванадия, что можно объяснить возникновением трудностей в диффузии ионов металла подложки во внешнюю часть растущей пленки за счет формирования объемных зарядов в пленке и образованием микроплазменных разрядов в пространстве между областью объемных зарядов и электролитом, т. е. в поверхностной части растущей пленки, что приводит к ее дальнейшему росту за счет элементов электролита, причем преимущественно за счет оксидов ванадия [8].
При обработке титана [9] в электролите, содержащем алюминат, сульфат, тетраборат натрия и борат алюминия, образуется эмалевидная пленка, плотная, белого цвета, состоящая из рутила TiO 2 , шпинелли Al 2 TiO 5 и корунда α-Al 2 O 3 .
При нанесении покрытия на титановые сплавы [10] в электролите, содержащем фосфат натрия и иодат калия, локальное повышение температуры (до 2800–3000 °С) в момент искрения, приводит к переплавке продуктов оксидирования. Адсорбированные в начальный период анодирования (до 100 В) ионы под воздействием высокого напряжения (400–500 В) и температуры образуют соединения с двуокисью титана типа фосфидов или P2O5, о чем свидетельствует наличие на всех рентгенограммах обширной аморфной фазы, которую на основании данных ОЖЕ-спектроскопии необходимо отнести к соединениям типа фосфидов или P2O5. Фосфорный ангидрид образует с двуокисью титана дифосфат титана по реакции
TiO2 + P2O 5 > TiP2O 7
Кроме того, при сплавлении TiO 2 с фосфатом натрия происходит образование комплексного соединения триортофосфатодититаната натрия:
TiO2 + NaPO3 (распл.) > Na[Ti2 (PO 4 )3 ]
Эти соединения улучшают электрофизические свойства оксидных пленок [3].
В работе [3] авторы, исследуя фазовый состав покрытий, формируемых на титане в фосфатном электролите, пришли к выводу, что появление рутильной фазы связано с возникновением интенсивных микродуг на поверхности анода при высоких потенциалах формирования. Это подтверждает тот факт, что температурный фактор является одним из основных при формировании соответствующих структур при МДО-процессе; при более низких потенциалах формирования в составе покрытий обнаружены TiO 2 (анатаз), TiP 2 O 7 , NaTi 2 (PO 4 ) 3 и аморфная фаза. Образование TiP 2 O 7 на аноднополяризованном электроде из титана возможно в результате взаимодействия оксида титана с ортофосфорной кислотой или с фосфорным ангидридом при воздействии высоких температур:
TiO2 + 2H 3 PO 4 —T-> TiP2O 7 + 3H2O
TiO2 + P2O 5 —> TiP2O 7
На аноде температурный режим для протекания указанных реакций реализуется в зонах пробоя. Синтез триортофосфатодититаната натрия NaTi 2 (PO 4 ) 3 характерен для гидротермальных процессов с системе TiO 2 –NaHPO 4 –H 2 O. Обнаруженные рентгеноаморфные фазы в покрытии, по предположениям авторов, состоят из стеклофаз, формируемых в системе Na 2 O– P2O5–TiO2.
Таким образом, несмотря на большое количество исследований элементного состава МДО-покрытий, количественное соотношение соединений, входящих в покрытие, исследовано недостаточно. Поэтому в работе проведены экспериментальные исследования по определению количественного соотношения химических соединений, входящих в МДО-покрытия, при различных технологических режимах обработки на алюминиевых и титановых сплавах.
Обработке подвергались образцы алюминиевого сплава АМг6. Формирование покрытий проводили в двух электролитах:
– 4 г/л KOH, 10 г/л Na 2 SiO 3 (№ 1);
– 2 г/л KOH, 14 г/л алюминат натрия NaAlO 2 (№ 2).
Обрабатывали образцы в следующих режимах: плотность тока I = 5…40 А/дм 2 ; продолжительность оксидирования – 60 мин; соотношение анодной и катодной составляющей силы тока I к / I a , = 0, –1, 2, температура электролита – 15…40 °С.
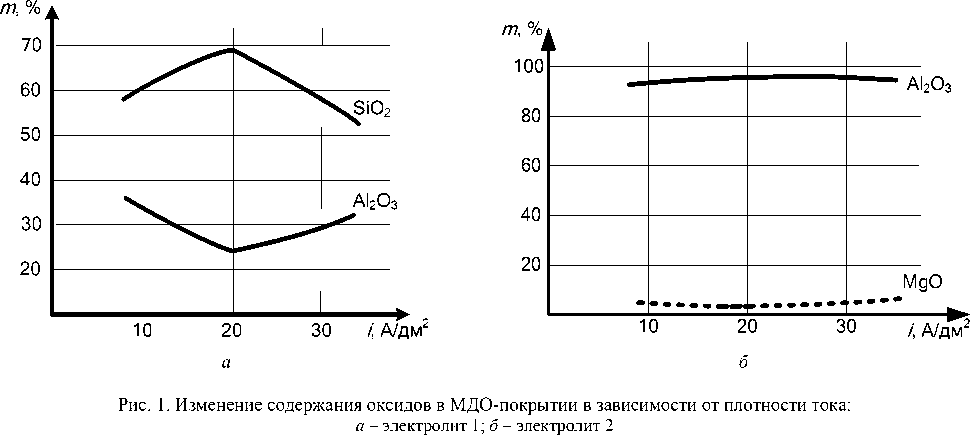
Таблица 1
Составы электролитов и оптимальные параметры технологических режимов
|
№ образца |
Состав электролита |
Режимы обработки |
|
1 |
Na 2 HPO 4 – 60 г/л |
t = 20 мин, I = 16 А/дм 2 , U = 360–380 В |
|
2 |
Na 6 P 6 O 12 – 30 г/л NaVO 3 ·2H 2 O – 20 г/л |
t = 10 мин, I = 32 А/дм2, U = 300–380 В |
|
3 |
NaH 2 PO 4 – 20 г/л K 4 [Fe(CN) 6 ]·4H 2 O – 25 г/л Na 2 MoO 4 ·2H 2 O – 5 г/л |
t = 30 мин, I = 16 А/дм2, U = 210–300 В |
|
4 |
Na 2 SiO 3 – 50 г/л KOH –30 г/л |
t = 10 мин, I = 32 А/дм2, U = 250–300 В |
Таблица 2
Результаты химического анализа покрытий
|
№ образца |
Содержание оксидов в покрытии, % |
||||||
|
TiO 2 |
P 2 O 5 |
Al 2 O 3 |
SiO 2 |
V 2 O 5 |
Fe 2 O 3 |
Na 2 O |
|
|
1 |
70,96 |
24,76 |
2,78 |
– |
– |
0,0749 |
– |
|
2 |
47,19 |
33,08 |
– |
– |
17,37 |
0,184 |
– |
|
3 |
38,77 |
27,85 |
– |
– |
– |
22,78 |
2,01 |
|
4 |
39,95 |
– |
1,61 |
57,00 |
– |
0,0652 |
– |
При помощи рентгенофлуоресцентного спектрометра ARL Quant’x исследовался химический состав полученных покрытий (рис. 1). По результатам элементного анализа на образцах алюминиевых сплавов, оксидируемых в электролите 1 было выявлено значительное содержание таких оксидных элементных форм, как SiO 2 и Al 2 О 3 (рис. 1, а ). При обработке в электролите 2 в покрытии выявлен оксид Al 2 О 3 и незначительное количество MgO, образующегося за счет магния, входящего в состав сплава (рис. 1, б ).
В результате исследований выявлено, что наибольшее содержание твердой фазы Al 2 О 3 увеличивается при увеличении катодной составляющей по току (рис. 2).
Также исследовался элементный состав покрытий на титановых образцах, выполненных из сплава ВТ14.
Составы электролитов и параметры технологических режимов приведены в табл. 1.
Результаты исследования элементного состава полученных покрытий приведены в табл. 2.
Поскольку наиболее твердым из соединений в покрытии является TiO 2 , то для получения износостойких покрытий на титановых сплавах обработку необходимо проводить в электролите 1. Дальше исследовалось влияние технологических режимов обработки на содержание TiO 2 в покрытии. Покрытия формировали при соотношениях анодной и катодной составляющих Iк/Iа от 0,6 до 1,2, плотностях тока в диапазоне от 10 до 40 А/дм 2 , в течении 5–30 мин. Полученные результаты представлены на рис. 3.
Химический анализ показывает, что больше всего оксида титана в покрытии, полученном при соотно- шении анодной и катодной составляющих тока Iк = 1, плотности тока i = 40 А/дм2 и времени обработки t =10 мин.
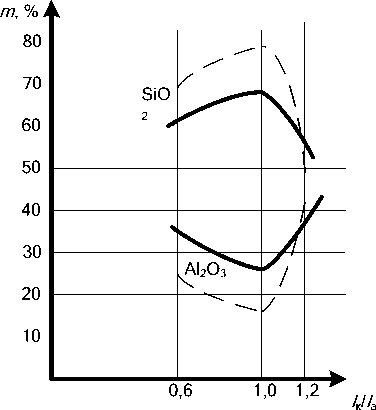
Рис. 2. Изменение химического состава МДО-покрытия в зависимости от I к/ I a в электролите 1:
– i = 10 A/дм 2 ; --- – i = 20 A/дм 2 )
Таким образом, в работе установлена связь между технологическими параметрами МДО обработки и количественным и качественным содержанием химических соединений в покрытии. Выявлены пути повышения содержания химических соединений, обеспечивающих покрытию повышенную износостойкость.
