Влияние технологических режимов микродугового оксидирования на пористость и коррозионную стойкость сплава системы Al-Mg-Sc

Автор: Трушкина Т.В., Михеев А.Е., Сиденко Н.А., Раводина Д.В., Гирн А.В.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 т.17, 2016 года.
Бесплатный доступ
Алюминиевый сплав 01570, имеющий в своем химическом составе легирующий элемент скандий, обладает высокими удельными физико-механическими характеристиками, но в агрессивных средах имеет низкую коррозионную стойкость. Для повышения коррозионной стойкости рабочих поверхностей элементов конструкций летательных аппаратов, изготовленных из сплава 01570, предложен метод формирования покрытий микродуговым оксидированием (МДО), в процессе которого на поверхности обрабатываемых материалов образуются плотные оксидные слои. Проведены исследования морфологии, расчет пористости и коррозионной стойкости МДО-покрытий. Алюминиевым сплавам свойственна питтинговая коррозия, переходящая со временем в межкристаллитную. Во избежание проникновения активной коррозионной среды по сквозным порам МДО-покрытия до поверхности алюминиевого сплава, необходимо получать покрытия с минимальной пористостью. Установлено, что с увеличением соотношения катодной и анодной составляющей тока от 0,8 до 1,2 наблюдается уменьшение общей пористости. Для определения коррозионной стойкости сформированных покрытий проводились ускоренные лабораторные испытания согласно ГОСТ 9.308-85 (метод 9). Процесс коррозионного разрушения искусственно ускоряется за счет чередования погружения образцов в коррозийную среду, с последующей сушкой при комнатной температуре. Количественный анализ с применением гравиметрического метода определения скорости коррозии в условиях, имитирующих морскую среду, показал, что убыль веса незначительна, и по расчетам глубинного показателя коррозии покрытия, полученные микродуговым оксидированием на сплаве 01570, относятся к группе совершенно стойких.
Алюминий и его сплавы, пористость, коррозионная стойкость, функциональные покрытия, морфология, микродуговое оксидирование
Короткий адрес: https://sciup.org/148177638
IDR: 148177638 | УДК: 620.197
Influence of technological processes MDO on porous and corrosion resistance of the alloy systems Al-Mg-Sc
One of the most important problems in the industry by using metals and alloys gate groups, which include aluminum alloys, is to increase the physical and mechanical properties, corrosion resistance of structures, components and assemblies made therefrom. Aluminium alloys, including Alloy 01570 have high specific physical and mechanical properties, but in solution or vapor salts have low corrosion resistance. To improve the corrosion resistance of the various protection methods are used, for example by forming a coating on the working surfaces. For the application of protective coatings on aluminum alloy 01570 a method of micro-arc oxidation (MAO) is proposed. The morphology operation research, payment of porosity and corrosion resistance MDO coatings were carried out. Aluminum alloy is characterized by pitting, turning from time to intergranular. In order to avoid penetration of the active corrosion-protection-through pores MAO coating to the surface of the aluminum alloy, it is necessary to obtain coatings with minimal porosity of the oxide layer. It is found that with increasing ratio of the anodic and cathodic current of from 0.8 to 1.2, a decrease of the total porosity. To determine the corrosion resistance of the coating formed, accelerated laboratory tests were carried out according to GOST 9.308-85 (Method 9). The process of corrosion failure is artificially accelerated, due to alternating samples immersion in corrosive media and then dried at room temperature. Quantitative analysis using a gravimetric method for determining the corrosion rate in simulated marine environment showed that the loss of weight is negligible and the estimated depth index coatings obtained by oxidation on the alloy microarc 01570 are completely resistant group.
Текст научной статьи Влияние технологических режимов микродугового оксидирования на пористость и коррозионную стойкость сплава системы Al-Mg-Sc
Введение. Алюминиевые сплавы обладают высокой коррозионной стойкостью, так как способны легко пассивироваться, образуя на своей поверхности оксидную пленку толщиной до 20 мкм [1–7]. Однако эксплуатация изделий ракетно-космической техники (РКТ) проходит в экстремальных условиях в присутствии агрессивных сред, поэтому с целью повышения коррозионной стойкости алюминиевых изделий их поверхность модифицируют защитными покрытиями, которые обеспечивают требуемые эксплуатационные характеристики. В ракетно-космической технике все более широко применяется алюминиевый сплав 01570, содержащий в своем химическом составе легирующий элемент скандий, который в растворах или парах солей имеет низкую коррозионную стойкость. На данном этапе развития предприятий данной отрасли актуальным направлением является применение современных методов нанесения защитных покрытий, к которым можно отнести микродуговое оксидирование (МДО). Это процесс модификации поверхности металла в высоковольтном режиме, находящегося в электролите, позволяющий получать многофункциональные покрытия с уникальными физико-механическими свойствами, толщиной более 100 мкм [3–9]. Проведенные ранее металлографические исследования выявили, что покрытия для металлов вентильной группы, полученные при различных режимах МДО-обработки, состоят из следующих слоев: тонкого переходного, прилегающего к металлу и основного рабочего с максимальной твердостью и минимальной пористостью. Тонкий слой обеспечивает высокую адгезионную прочность покрытия с основой, рабочий слой в основном состоит из смеси α-А1 2 О 3 , γ-А1 2 0 3 и наружного технологического, обогащенного алюмосиликатами [7]. Были определены количественные характеристики химического состава покрытия, сформированного на поверхностях образцов из сплава 01570, а также выявлено влияние технологических режимов процесса МДО на толщину оксидного слоя [10–12].
Экспериментальная часть. В данной работе формирование МДО-покрытия проводилось на образцах из алюминиевого сплава 01570 в силикатнощелочном электролите, при фиксированном значении времени оксидирования и плотности тока на установке ИАТ-Т. Регулируемым технологическим параметром процесса являлось значение соотношения катодной и анодной составляющих тока, которое варьировалось в диапазоне от 0,8 до 1,2.
В связи с тем, что коррозионная стойкость и физикомеханические характеристики покрытий являются основополагающими при использовании их в про- мышленности, определяющим исследованием является определение структуры поверхностных слоев покрытия, его пористости и коррозионной стойкости.
Проведенные ранее исследования МДО-покрытий алюминиевых сплавов показывают, что им присуще изменение структуры, с увеличением соотношения катодной и анодной составляющих тока с 0,8 до 1,2. Прослеживается изменение размера и количества пор: их становиться меньше, но их площадь увеличивается. Наличие катодной составляющей тока приводит к разогреву внутренней части покрытия и образованию в этой области высокотемпературных фаз оксидов и оплавлению поверхности слоя, что обеспечивает низкую пористость, повышение физико-механических характеристик и коррозионной стойкости формируемых оксидных структур [13–15].
Алюминиевым сплавам свойственна питтинговая коррозия, переходящая со временем в межкристаллитную. Во избежание проникновения активной коррозионной среды по сквозным порам МДО-покрытия до поверхности самого алюминиевого сплава необходимо получать покрытия с минимальной пористостью. Следовательно, чем меньшее число сквозных пор присутствует в покрытии, тем выше коррозионная стойкость изделия в целом. Для решения данной задачи требуется отработка технологических режимов процесса нанесения покрытий. Исследование пористости покрытий проводили с полученных микрофотографий морфологии при помощи программного обеспечения Siams 700, для чего с кадров микрофотографий морфологии полученных образцов производили визуальный подсчет пор «кратеров» методом выделения каждой области темного цвета на фоне общей светлой площади образца. В табл. 1–3 представлены результаты по динамике изменения пористости и зависимость от технологических режимов процесса МДО.
Для определения коррозионной стойкости сформированных покрытий проводились ускоренные лабораторные испытания согласно ГОСТ 9.308–85 (метод 9). Суть данного метода заключается в том, что процесс коррозионного разрушения искусственно ускоряется за счет чередования погружения образцов в условия, имитирующие морскую среду, с последующей сушкой при комнатной температуре. Испытания проводились в течение 336 часов. Образцы до и после коррозионных испытаний показаны на рис. 1, 2.
При визуальном осмотре образцов на поверхностях обнаружено отложение солей в виде кристаллов (рис. 2). Повреждений, связанных с воздействием коррозионной среды, не наблюдается. Покрытие сохранило свою целостность, что свидетельствует о его высокой коррозионной стойкости в условиях, имитирующих морскую среду.
В работе использовался количественный анализ с применением гравиметрического метода определения скорости коррозии, сущность которого заключается в измерении веса образца до проведения испытаний и после удаления продуктов коррозии. По полученным значениям масс образцов проводили расчет глубинного показателя коррозии. Из расчетов скорости коррозии определено, что с увеличением соотношения составляющих тока от 0,8 до 1,2 скорость коррозии снижается, защитные свойства повышаются. Зависимость изменения скорости коррозии от соотношения катодной и анодной составляющих тока представлена на рис. 3.
Таблица 1
Пористость МДО-покрытий на сплаве 01570 Ik/Iа = 0,8
|
Число пор |
Минимальное значение, мкм2 |
Максимальное значение, мкм2 |
Среднее значение, мкм2 |
|
|
Площадь |
1509 |
0,26 |
487,61 |
20,99 |
|
Периметр |
1509 |
1,43 |
308,22 |
21,57 |
Таблица 2
Пористость МДО-покрытий на сплаве 01570 Ik / Iа = 1
|
Число пор |
Минимальное значение, мкм2 |
Максимальное значение, мкм2 |
Среднее значение, мкм2 |
|
|
Площадь |
1484 |
0,30 |
344 |
13,09 |
|
Периметр |
1484 |
1,55 |
209,5 |
14,90 |
Таблица 3
Пористость МДО-покрытий на сплаве 01570 Ik / Iа = 1,2
|
Число пор |
Минимальное значение, мкм2 |
Максимальное значение, мкм2 |
Среднее значение, мкм2 |
|
|
Площадь |
1357 |
0,28 |
700,59 |
14,49 |
|
Периметр |
1357 |
1,51 |
432,4 |
16,10 |

Рис. 1. Образцы сплава 01570 с МДО-покрытием до проведения коррозионных испытаний

Рис. 2. Образцы сплава 01570 с МДО-покрытием после коррозионных испытаний
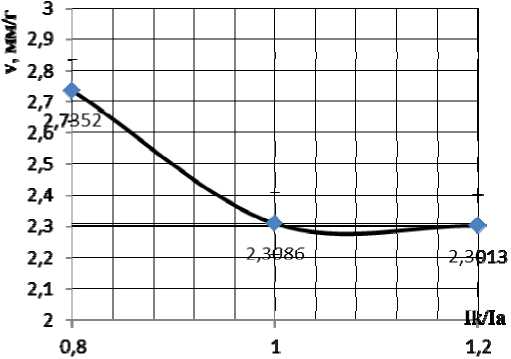
Рис. 3. Зависимость скорости коррозии МДО-покрытий на сплаве 01570 от соотношения катодной и анодной составляющих тока
Покрытия, полученные на алюминиевом сплаве 01570, относятся к группе совершенно стойких в условиях, имитирующих морскую среду. Оценка покрытий по отношению к группам коррозионной стойкости осуществлялась по результатам расчета глубинного показателя коррозии согласно ГОСТ 5275–68 [16].
Заключение. В ходе проведения экспериментальных исследований установлено:
– для достижения минимальной пористости и высокой коррозионной стойкости покрытия вести процесс МДО целесообразнее при соотношении катодной и анодной составляющих тока Ik/Iа от 1 до 1,2;
– МДО-покрытия, формируемые на сплаве 01570, обладают высокими защитными характеристиками от воздействия агрессивных сред.
Применение технологии микродугового оксидирования для получения покрытий на сплаве 01570 с высокими антикоррозионными свойствами актуально для предприятий оборонно-промышленного комплекса, изготавливающих изделия, эксплуатируемые в экстремальных условиях.
Список литературы Влияние технологических режимов микродугового оксидирования на пористость и коррозионную стойкость сплава системы Al-Mg-Sc
- Модель перехода анодирования в микродуговой режим/В. И. Белеванцев //Изв. СО АН СССР. Сер. хим. наук. 1989. Вып. 6. С. 73-81.
- Область применения и свойства покрытий, получаемых микродуговым оксидированием/Э. С. Атрощенко //Физика и химия обработки материалов. 1996. № 3. С. 8-11.
- Вячеславов П. М., Шмелева Н. M. Методы испытаний электролитических покрытий. Л.: Машиностроение, 1977.
- Федоров В. А. Модифицирование микродуговым оксидированием поверхностного слоя деталей/В. А. Федоров. М.: Энергия, 1992. 190 с.
- Булычев С. И., Федоров В. А., Данилевский В. П. Кинетика формирования покрытия в процессе микродугового оксидирования//Физика и химия обработки материалов. 1993. № 6. С. 53-59.
- Марков Г. А., Слонова А. И., Терлеева О. П. Химический состав, структура и морфология микроплазменных покрытий//Защита металлов. 1997. Т. 33, № 3. С. 289-294.
- Технологические возможности микродугового оксидирования алюминиевых сплавов/А. Е. Михеев //Вестник машиностроения. 2003. № 2. С. 56-63.
- Тихоненко В. В., Шкилько А. М. Диагностика наружного слоя покрытия, полученного микродуговым оксидированием на сплавах алюминия//Вестник НТУ «ХПИ»: сб. науч. тр. 2010. № 47. С. 119-125.
- Белецкий В. М., Кривов Г. А. Алюминиевые сплавы (состав, свойства, технология, применение). Киев: КОМИНТЕХ, 2005. 365 с.
- Микродуговое оксидирование: теория, технология, оборудование/И. В. Суминов //М.: Экспо. 2005. 368 с.
- Земскова Е. П. Технологическое обеспечение коррозионной стойкости деталей из алюминиевых сплавов формированием тонких МДО-покрытий: автореф. дис. … канд. техн. наук. М., 2009. 20 с.
- Химические процессы при микродуговом оксидировании/А. Е. Михеев //Вестник СибГАУ. 2013. Вып. 2 (48). С. 212-216.
- Морфология и пористость поверхности оксидных покрытий/Т. В. Трушкина //Вестник СибГАУ. 2014. Вып. 2 (54). С. 144-148.
- Трушкина Т. В. Технология формирования высокопрочных коррозионно-стойких покрытий на алюминиевых сплавах микродуговым оксидированием: автореф. дис. … канд. техн. наук. Красноярск, 2015. 123 с.
- Разработка функциональной схемы влияния основных факторов процесса микродугового оксидирования на свойства покрытий/Т. В. Трушкина //Вестник СибГАУ. 2015. Т. 16, № 2. С. 464-469.
- ГОСТ 5272-68. Защита от коррозии. Ч. 4. Методы натурных испытаний. М.: Изд-во стандартов, 1999. 10 с.
