Влияние технологических режимов на упруго-прочностные характеристики FDM-печатных образцов

Автор: Мартьянова А.В., Миронов Е.Б., Низин Д.Р., Низина Т.А.
Журнал: Огарёв-online @ogarev-online
Статья в выпуске: 3 т.10, 2022 года.
Бесплатный доступ
Изучено влияние технологических режимов (температура, скорость и ориентация печати) на изменение упруго-прочностных показателей FDM-печатных образцов. Фиксировались предел прочности и модуль упругости при растяжении, относительное удлинение при разрыве и максимальной растягивающей нагрузке. Выявлены оптимальные режимы печати с учетом ориентации FDM-печати.
Fdm-печать, аддитивные технологии, ориентационный эффект, скорость печати, температура печати, технологический режим, упруго-прочностные характеристики
Короткий адрес: https://sciup.org/147250210
IDR: 147250210 | УДК: 691.175.5:539.3:004
Effects of technological modes on elastic-strength characteristics of FDM-printed samples
The effects of technological modes, such as temperature, speed and orientation of printing on the change in the elastic-strength indicators of FDM-printed samples are studied. Tensile strength and modulus of tensile elasticity, elongation at break and maximum tensile load were recorded. The optimal printing modes are revealed, taking into account the orientation of FDM-printing.
Текст научной статьи Влияние технологических режимов на упруго-прочностные характеристики FDM-печатных образцов
Современное строительство развивается с высокой скоростью, внедряя новые технологии и материалы. Одним из перспективных направлений развития строительной отрасли является применение аддитивных технологий (3D-печати), основанной на создании объекта путем послойного наращивания материала. Модели, получаемые таким образом, могут применяться как для изготовления опытных образцов, так и готовых изделий [1]. Особенностью данной технологии является то, что она позволяет решить проблемы энергозатратности, низкой производственной эффективности, ресурсоемкости и безопасности на строительной площадке [2]. При этом большая часть потенциала аддитивных технологий заключается в достижении повышенных эксплуатационных характеристик готовой продукции, значительной экономии сырья, возможности изготовления конструкций сложной геометрии без усложнения производственного процесса, мобильности производства, а также в ускоренных темпах строительства [3–5].
Аддитивные технологии представлены несколькими способами печати, которые различаются исходным материалом и принципом его нанесения [3]. Среди основных методов печати выделяют следующие: технология послойного наплавления (FDM), стереолитография (SLA), цифровая обработка светом (DLP), выборочное спекание слоев (SLS), трехмерная печать (3DP), производство ламинированных объектов (LOM) и технология PolyJet [6; 7]. Каждый способ печати имеет свои особенности применения, достоинства и недостатки, которые необходимо учитывать при производстве изделий.
Наиболее популярным является FDM-метод, заключающийся в том, что термопластичная полимерная нить (филамент) подается в экструзионную головку 3D-принтера, в которой нагревается до вязкотекучего состояния и выдавливается через сопло диаметром 0,1–0,3 мм по заданной траектории на неподвижное основание. Последующие слои укладываются на предыдущие и затвердевают по мере охлаждения. При этом послойную ориентацию укладки расплавленной полимерной нити можно изменять в соответствии с выбранным алгоритмом, регулируя анизотропию свойств в образце [8; 9]. Качество изделия, получаемого таким образом будет зависеть от ориентации нити расплава (продольно и параллельно направлению нагружения образца, а также вдоль направления наращивания) и растра (0 ◦ , 90 ◦ , 0 ◦ /90 ◦ , 45 ◦ /-45 ◦ ) [10]. Однако при использовании аддитивных технологий довольно сложно предсказать, как поведет себя изделие при действии нагрузок различного вида, что вызывает еще больший интерес со стороны исследователей и академических сообществ.
Цель исследования заключается в оценке влияния технологических режимов FDM-печати на физико-механические характеристики формируемых образцов. Печать осуществлялась с помощью 3D-принтера FlyingBear Ghost 5 при использовании филамента на основе пластика PETG (полиэтилентерефталат, модифицированный гликолем). Для печати использовались базовые настройки в программе (слайсере) Ulnimaker Cura 4.10.0. Толщина филамента – 1,75 мм; толщина слоя (стенка, крышка, заполнение) – 0,2 мм; сопло – 0,4 мм. Формируемые в процессе печати элементы представляли собой образцы-восьмерки (тип 2) по ГОСТ 11262-2017.
Уровни первых двух варьируемых факторов (температура состава и скорость печати) приведены в таблице 1. Третий варьируемый параметр характеризовал собой ориентацию расположения образцов в процессе печати – горизонтальная, вертикальная или боковая (рисунок 1). План экспериментального исследования представлен в табл. 2.
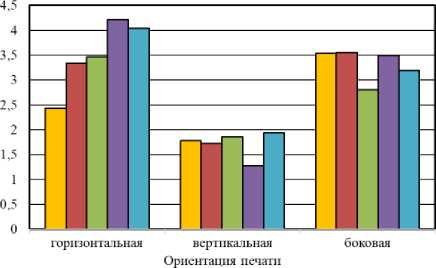
В качестве контролируемых показателей в рамках исследования определяли предел прочности и модуль упругости при растяжении, относительное удлинение при разрыве и максимальной растягивающей нагрузки. Гистограммы изменения упруго-прочностных показателей 3D-печатных образцов представлены на рисунке 2, изолинии изменения вышеуказанных показателей в зависимости от варьируемых факторов – на рисунке 3.
Таблица 1
Уровни варьирования исследуемых факторов в кодированных величинах и их числовые значения
|
Варьируемые факторы |
Уровни варьирования |
|||
|
-1 |
0 |
+1 |
||
|
^ 1 |
Температура состава, о С |
225 |
235 |
245 |
|
* 2 |
Скорость печати, мм/сек. |
25 |
40 |
55 |
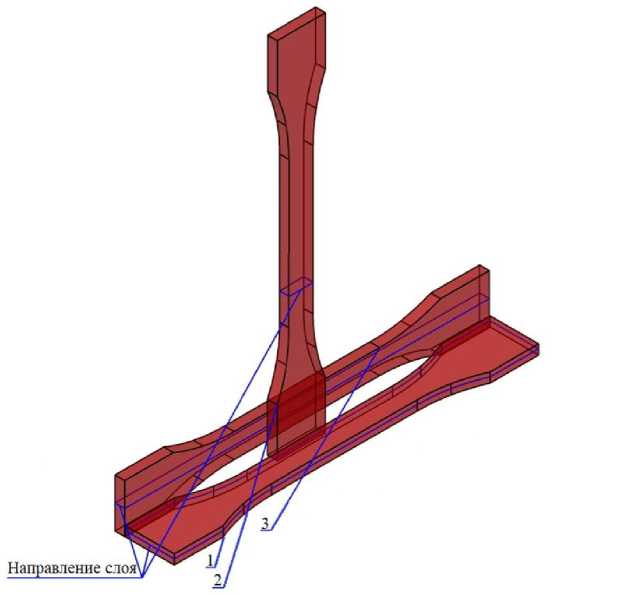
Рис. 1. Схема FDM-печати при изготовлении образцов с учетом их ориентации в процессе печати: 1 – горизонтальная; 2 – вертикальная; 3 – боковая.
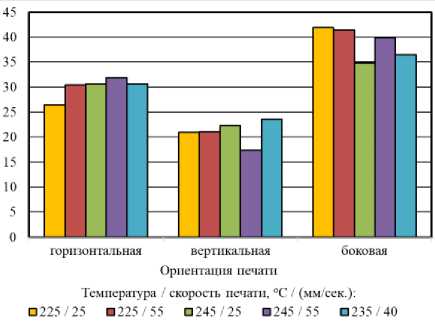
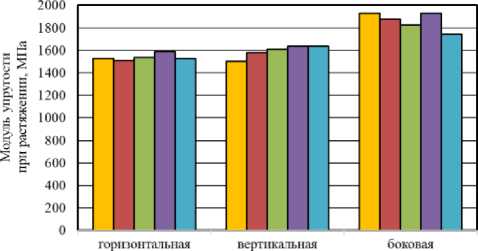
По результатам проведенного анализа установлено, что наиболее высокие упругопрочностные показатели достигнуты при боковой ориентации печати (рисунок 2, а, б). Предел прочности при растяжении для экспериментальных образцов, изготовленных по данному режиму, превышает аналогичные показатели для горизонтальной печати на 14 – 59%; модуль упругости – на 14 – 26%.
Формирование образцов в направлении «вертикальная печать» приводит к существенному снижению предела прочности при растяжении, достигающему 20 – 45% (рисунок 2, а). При этом изменение модуля упругости по сравнению с образцами, изготовленными при горизонтальной ориентации печати, не превышает 7% (рисунок 2, б).
Таблица 2
а)

б)
Ориентация печати
Температура скорость печати. °C / (мм/сек.):
□ 225 /25 0 225/55 0245/25 Ш245 /55 0235/40
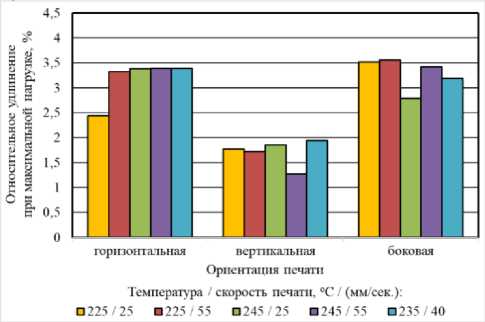
Рис. 2. Изменение предела прочности (а) и модуля упругости (б) при растяжении, относительного удлинения при разрыве (г) и достижении образцами максимальных растягивающих нагрузок (в) FDM-печатных материалов в зависимости режимов печати.
г)
Температура • скорость печати, °C / (мм/сек.):
□ 225 /25 Я225/55 0 245 /25 П245/55 0235/40
План экспериментального исследования
|
Номер серии образцов |
Варьируемые факторы |
||||
|
в кодируемых величинах |
в реальных величинах |
||||
|
* 1 |
* 2 |
Температура состава, о С |
Скорость печати, мм/сек. |
Ориентация печати |
|
|
1 |
-1 |
-1 |
225 |
25 |
горизонтальная |
|
2 |
-1 |
1 |
225 |
55 |
|
|
3 |
1 |
-1 |
245 |
25 |
|
|
4 |
1 |
1 |
245 |
55 |
|
|
5 |
0 |
0 |
235 |
40 |
|
|
6 |
-1 |
-1 |
225 |
25 |
вертикальная |
|
7 |
-1 |
1 |
225 |
55 |
|
|
8 |
1 |
-1 |
245 |
25 |
|
|
9 |
1 |
1 |
245 |
55 |
|
|
10 |
0 |
0 |
235 |
40 |
|
|
11 |
-1 |
-1 |
225 |
25 |
боковая |
|
12 |
-1 |
1 |
225 |
55 |
|
|
13 |
1 |
-1 |
245 |
25 |
|
|
14 |
1 |
1 |
245 |
55 |
|
|
15 |
0 |
0 |
235 |
40 |
|
а)
б)
в)
д)
Температура состава, °C
Предел прочности при растяжении (горизонтальная печать), МПа
225 230 235 240 245
Температура состава, °C
Предел прочности при растяжении (вертикальная печать), МПа

225 230 235 240 245
Температура состава, °C
Предел прочности при растяжении (боковая печать), МПа
г)
е)
Модуль упругости при растяжении (горизонтальная печать), МПа
Модуль упругости при растяжении (вертикальная печать), МПа
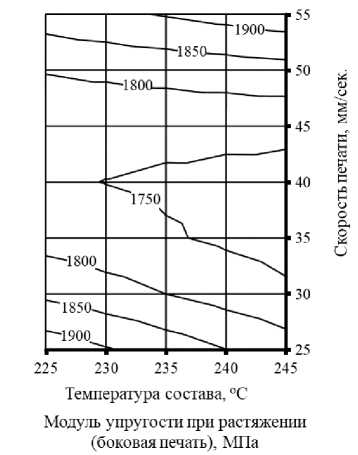
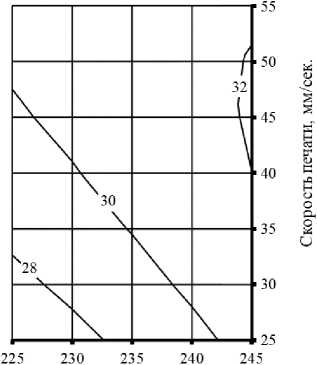
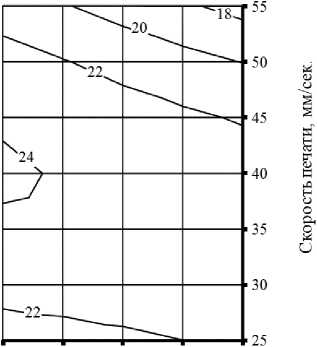
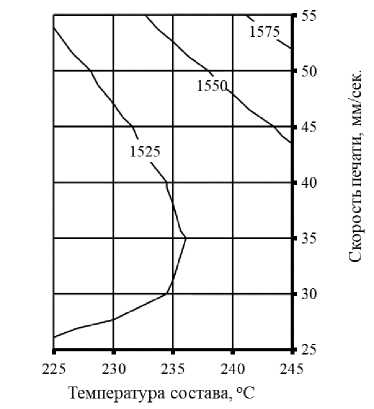
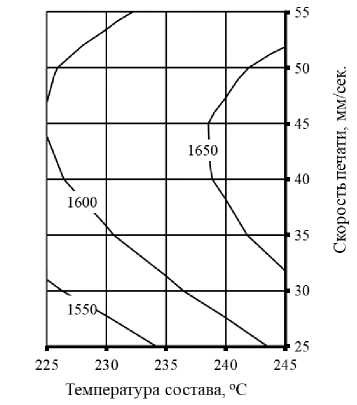
Рис. 3. Изолинии изменения предела прочности (а, в, д) и модуля упругости (б, г, е) при растяжении FMD-печатных материалов в зависимости от температуры состава и скорости печати для горизонтального (а, б), вертикального (в, г) и бокового (д, е) направлений печати.
Относительное удлинение образцов при максимальном уровне растягивающих нагрузок для горизонтальной и боковой ориентации печати варьируется в интервале от 2,4 до 3,6%, снижаясь для вертикальной печати до 1,2 – 1,9% (рисунок 2, в). Формирование нисходящих ветвей кривых деформирования и, как следствие, увеличение относительного удлинения при разрыве по сравнению с относительным удлинением при достижении максимальных уровней растягивающих нагрузок, зафиксировано только для трех серий образцов (№ 3 – 5, таблица 2) из пятнадцати исследованных. Температура печати в вышеуказанных опытах составляет 235, 245 о С, ориентация печати – горизонтальная (рисунок 2, г).
Анализ изолиний изменения предела прочности и модуля упругости при растяжении в зависимости от температуры и скорости FDM-печати свидетельствует о существенных различиях в характере распределения свойств в зависимости ориентационного эффекта (рисунок 3). Так, в случае горизонтальной печати наиболее высокий комплекс прочностных показателей зафиксирован при температуре 245 о С и скорости печати 40 – 55 мм/сек (рисунок 3, а, б). Для боковой и вертикальной ориентаций печати, напротив, предел прочности при растяжении повышается при снижении температуры печати до 225 о С (рисунок 3, в, д).
Проведенный анализ результатов показал, что в зависимости от ориентации слоя, а также температуры и скорости FDM-печати наблюдается существенное варьирование свойств 3D-печатных образцов, достигающее для предела прочности, модуля упругости при растяжении, относительного удлинения при разрыве и максимальной растягивающей нагрузки (отношение максимального значения к минимальному), соответственно, 2,4, 1,3, 3,3 и 2,8 раз. Дальнейший этап развития данного направления будет связан с расширением числа варьируемых факторов, оказывающих влияние на свойства 3D-печатных образцов, а также оптимизацией технологических режимов, в том числе с учетом используемого филамента.
Список литературы Влияние технологических режимов на упруго-прочностные характеристики FDM-печатных образцов
- Лунева Д. А., Кожевникова Е. О., Калошина С. В. Применение 3D-печати в строительстве и перспективы ее развития // Вестник Пермского национального исследовательского политехнического университета. Строительство и архитектура. - 2017. - № 1. - С. 90-101. EDN: YLXSNP
- Денисова Ю. А. Аддитивные технологии в строительстве // Строительные материалы и изделия. - 2018. - № 3. - С. 33-42. EDN: YPPKSD
- Зленко М. А., Нагайцев М. В., Довбыш В. М. Аддитивные технологии в машиностроении: пособие для инженеров. - М.: ГНЦ РФ ФГУП "НАМИ", 2015. - 220 с. EDN: VYHRMD
- Kreiger M. A., MacAllister B. A., Wilhoit J. M., Case M. P. The current state of 3D printing for use in construction // The Proceedings of the 2015 Conference on Autonomous and Robotic Construction of Infrastructure. - Ames, 2015. - P. 149-158.
- Григорьев С. Н., Смуров И. Ю. Перспективы развития инновационного аддитивного производства в России и за рубежом // Инновации. - 2013. - № 10 (180). - С. 76-82.
- Lee J., An L., Chua C. Fundamentals and applications of 3D printing for novel materials // Applied materials today. - 2017. - Vol. 7. - P. 120-133. EDN: YDSVZJ
- Singh S., Ramakrishna S., Singh R. Material issues in additive manufacturing: a review // Journal of Manufacturing Processes. - 2017. - Vol. 25. - P. 185-200. EDN: YXQUHT
- Vaezi M., Seitz H., Yang S. A review on 3D micro-additive manufacturing technologies // Int. J. Adv. Manuf. Tehnol. - 2013. - Vol. 67. - P. 1721-1754.
- Кондрашов С.В., Пыхтин А.А., Ларионов С.А., Сорокин А.Е. Влияние технологических режимов FDM-печати и состава используемых материалов на физико-механические характеристики FDM-моделей (обзор) // Труды ВИАМ. - 2019. - № 10. - С. 34-49. EDN: RARUXZ
- Sood A., Ohdar R., Mahapatra S. Parametric appraisal of mechanical property of fused deposition modelling processed parts // Materials & Design. - 2010. - Vol. 31. - Iss. 1. - P. 287-295.
