Влияние температуры и времени выдержки на выход продуктов пиролиза резинотехнических отходов

Автор: Гардер А.Д., Горина В.З., Ушаков К.Ю., Богомолов А.Р.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Теоретическая и прикладная теплотехника
Статья в выпуске: 7 т.18, 2025 года.
Бесплатный доступ
В статье представлены результаты экспериментальных исследований по выходу и свойствам пиролизной жидкости, твердого углеродсодержащего остатка и составу газообразных веществ в результате термического разложения резинотехнических отходов в цилиндрическом реакторе с неподвижным плотным слоем со скоростью нагрева 10–12 °C и выдержкой при температурах процесса 550, 600, 650 и 700 °C. Составлены материальные балансы процесса пиролиза резиновой крошки отработанных крупногабаритных шин классов крупности 0–1, 1–3, 2–3.5 и 2–4 мм. Показаны объемы полученных продуктов и скорость их образования в зависимости от времени выдержки процесса пиролиза. Представлены результаты численного моделирования процесса термического разложения в цилиндрическом реакторе с неподвижным плотным слоем для измельчённых отработанных крупногабаритных шин крупностью 1–3 мм в диапазоне температур от 350–370 (начало выхода летучих веществ) до 700 °C по составу газовой фазы и твердому остатку при температуре 550 °C.
Отработанные автомобильные шины, резина, пиролиз, резиновая крошка, время выдержки, скорость образования продуктов
Короткий адрес: https://sciup.org/146283207
IDR: 146283207 | УДК: 66.092–977
Effect of Temperature and Exposure Time on the Output of Pyrolysis Products of Rubber Technology Waste
The article presents the results of experimental studies on the yield and properties of pyrolysis liquid, solid carbon-containing residue and the composition of gaseous substances as a result of thermal decomposition of rubber waste in a cylindrical reactor with a fixed dense layer with a heating rate of 10–12 °C and exposure at process temperatures of 550, 600, 650 and 700 °C. The material balances of the pyrolysis process of rubber chips from used large- size tires of size classes 0–1, 1–3, 2–3.5 and 2–4 mm have been compiled. The volumes of the products obtained and the rate of formation are shown depending on the exposure time of the pyrolysis process. The results of numerical simulation of the thermal decomposition process in a cylindrical reactor with a fixed dense layer for crushed spent large tires with a size of 1–3 mm in the temperature range from 350–370 (the beginning of the release of volatile substances) to 700 °C in terms of the composition of the gas phase and solid residue at a temperature of 550 °C are presented.
Текст научной статьи Влияние температуры и времени выдержки на выход продуктов пиролиза резинотехнических отходов
Цитирование: Гардер А. Д. Влияние температуры и времени выдержки на выход продуктов пиролиза резинотехнических отходов / А. Д. Гардер, В. З. Горина, К. Ю. Ушаков, А. Р. Богомолов // Журн. Сиб. федер. ун-та. Техника и технологии, 2025, 18(7). С. 874–885. EDN: WOBFXI способствующих всестороннему изучению явлений и факторов, влияющих на эффективность утилизации.
Целью настоящей работы является определение условий наибольшего объема (масс.%) образования пиролизной жидкости для каждого размера гранулята резиновой крошки при различных температурах процесса пиролиза, а также проведение сравнительного анализа результатов численного моделирования процесса по выходу летучих компонентов и твёрдого остатка с экспериментальными данными.
Методика исследования
В работе была использована измельченная резиновая крошка отходов крупногабаритных шин карьерных самосвалов компании АО «УК «Кузбассразрезуголь» классами крупности 0–1 мм, 2–3.5 мм и АО ХК «СДС-Уголь» классы 1–3 мм и 2–4 мм. Анализ исходной резиновой крошки представлен в табл. 1 с использованием элементного анализатора Flash 2000 (Thermo fisher scientific). Технический анализ проводили по ГОСТ 19816.4–91 Каучук и резина. Определение золы, ГОСТ 52911–2013 Топливо твердое минеральное. Определение общей влаги.
Пиролиз проводили на экспериментальной установке, включающей реактор проточного типа объёмом 275 см 3 , представленной на рис. 1.
В реактор 1 загружали 80 г резиновой крошки и производили нагрев. Температуру в реакторе измеряли хромель-алюмелевой термопарой. Скорость нагрева составляла от 10 до 12 ℃/ мин. В процессе пиролиза без доступа воздуха нагрев осуществляли внешним электронагревателем, в ходе которого происходило начало выхода летучих компонентов при температуре около 350–370 °C. Газовая смесь через теплообменник-конденсатор 2 поступала в сепаратор-отделитель 3 для разделения жидкой фазы тяжелых углеводородов от пиролизного газа легких углеводородов. Окончание выхода летучих продуктов процесса пиролиза по индикации барабанного счетчика означало завершение процесса пиролиза.
Для проведения сравнительного анализа с экспериментальными данными использован численный метод, основанный на применении конечно-элементного анализа для дискретизации уравнений в специализированном программном комплексе ANSYS Fluent.
Таблица 1. Характеристики исходного сырья
Table 1. Characteristics of feedstock
|
Образец |
Технический анализ (мас%) |
Элементный анализ (масс.%, в пересчете на daf ) |
Атомное отношение H/C |
Q s (МДжЧ |
||||||
|
Wa |
Ad |
V daf |
C |
H |
N |
S |
Ob |
|||
|
Резиновая крошка АО «УК «Кузбассразрезуголь» |
0.5 |
7.6 |
60.6 |
86.6 |
8.0 |
1.4 |
1.7 |
2.3 |
1.11 |
27.0 |
|
Резиновая крошка АО ХК «СДС-Уголь» |
0,9 |
5.8 |
69.8 |
89.3 |
8.8 |
0.4 |
1.3 |
0.2 |
1.18 |
38.4 |
Примечание: W a – аналитическая влажность; A d – зольность в пересчете на сухую массу; V daf – выход летучих в пересчете на сухую беззольную массу (daf); Qs – удельная теплота сгорания (низшая); О b – по разности.
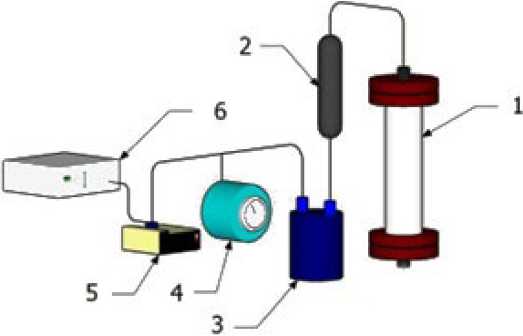
Рис. 1. Схема экспериментальной установки пиролиза: 1 – реактор пиролиза; 2 – теплообменник-конденсатор тяжелых углеводородов (пиролизной жидкости); 3 – сепаратор-отделитель; 4 – барабанный счётчик газа; 5 – перистальтический насос; 6 – газоанализатор ТЕСТ–1
Fig. 1. Scheme of the experimental pyrolysis and carbon dioxide activation: 1 – pyrolysis reactor; 2 – heat exchanger-condenser of heavy hydrocarbons; 3 – separator; 4 – drum gas meter; 5 – peristaltic pump; 6 – gas analyzer TEST–1
Процесс пиролиза описан трёхмерной гетерогенной моделью, интегрирующей газовую фазу и гомогенизированную твердую фазу в единую вычислительную схему. Газовая фаза представлена как непрерывная среда, описываемая уравнениями Навье-Стокса для пористых сред, в то время как твердая фаза рассмотрена в виде статической проницаемой матрицы с динамически изменяющимися теплофизическими свойствами. Основное внимание уделено многокомпонентному взаимодействию фаз: теплообмен реализуется путем кондуктивного переноса через твердый каркас и конвективного переноса с газовым потоком, массообмен обусловлен гетерогенными химическими реакциями термического разложения, а обмен импульсом учитывается через нелинейное сопротивление пористой среды, описываемое моделью Эр-гуна (Ergun) [6]. Сохранение материального баланса обеспечивается равенством общей массы веществ, переходящих в газовую фазу, массы расходуемых твёрдых составляющих резиновой крошки и жидкой фазы.
Летучие продукты, образующиеся в результате пиролиза шин, можно представить как область, где происходит движение газовой фазы в упорядоченной укладке зернистого слоя. В условиях ламинарного потока в газовой среде можно привести уравнения, которые описывают сохранение массы, импульса и энергии [7].
|+v(p«-)=s„+s*. (1) ot где ρ – плотность газовой смеси, кг/м³; t – время, с; w – вектор скорости газовой фазы; SDPM – массообмен между газовой фазой и частицами резины; Sother – внешний источник массы.
^^ +v.pips')! =V[pO,V!'] + S,, (4) ot L где Sρ – источник импульса, кг/(м²·с²); Sh – источник тепла, Вт/м³; Si – источник массы компонента i (летучих веществ), кг/(м³·с); μ – динамическая вязкость, Па·с; Cp – изобарная теплоёмкость, Дж/(кг·К); T – абсолютная температура, K; λ – теплопроводность, Вт/(м·К); Yi – массовая доля компонента i; Di – коэффициент диффузии по массе компонента i, м²/с; P – давление процесса пиролиза, Па.
Предполагается, что тепло, которое подводится от внешнего электронагревателя, поглощается в ходе каждой эндотермической реакции в твёрдой и жидкой фазе. Источник тепла можно представить в виде:
^,=Z^, (5)
где H i – удельная теплота реакции, Дж/кг.
В пределах пористой зоны использовался баланс импульса с соответствующим исходным термином, основанный на модели Эргуна (Ergun) [6]:
Др _ 150ц(1-е)2 l,75p(l-s) 2
~~ + d~V Ueff, где ρ – плотность газовой смеси, кг/м³; ∆p – гидравлическое сопротивление движения газовой фазы (летучих веществ) через пористую среду, Па, L – высота слоя резиновой крошки (насыпного слоя), м; μ – динамическая вязкость газообразной фазы (летучих веществ), движущейся через насыпной слой, Па∙с; ε – порозность насыпного слоя резиновой крошки; dp – характерный размер твердых частицы насыпного слоя резиновой крошки, м; ueff – эффективная скорость потока через насыпной слой (отнесенная к полному поперечному сечению аппарата).
Процесс пиролиза резины представляет собой сложную совокупность параллельнопоследовательных реакций деполимеризации, при которых макромолекулы каучуков распадаются на летучие соединения (газы, пары) и твердый углеродистый остаток. Скорость этих превращений экспоненциально зависит от температуры, что является фундаментальным свойством гетерогенных химических реакций и описывается уравнением Аррениуса:
к = A-exp-- , I RT где А – эмпирическая постоянная (предэкспоненциальный множитель), 1/мин; E – энергия активации насыпного слоя, кДж/моль; R – универсальная газовая постоянная, кДж/(моль·K); T – абсолютная температура, K.
В общем виде разложение плотно уложенной резиновой крошки в цилиндрическом реакторе можно представить:
Tyre rubber -a Volatiles + (5) ;(8)
Volatiles = u.H, + n^CO + ibCCV + n.H^O + ruCH. + ruSCb + + пя Tar.(9)
3242 3 4 о 2 / 2 оV 7
Исходная резиновая крошка термически преобразуется в смесь летучих газов и твёрдого углеродистого остатка. Пиролизный газ состоит в основном из неконденсируемых легких – 878 – углеводородов (H2, CH4, CO, CO2), тогда как содержание водяного пара, тяжёлых углеводородов (смол) и других компонентов в газообразном состоянии незначительно.
Результаты и обсуждения
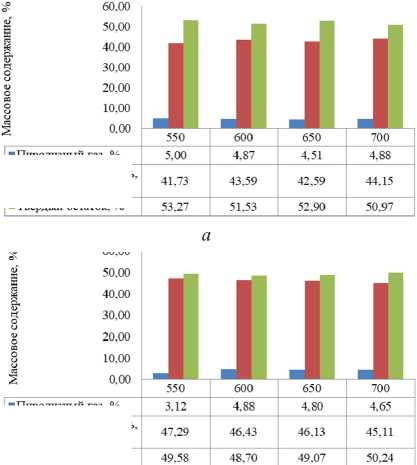
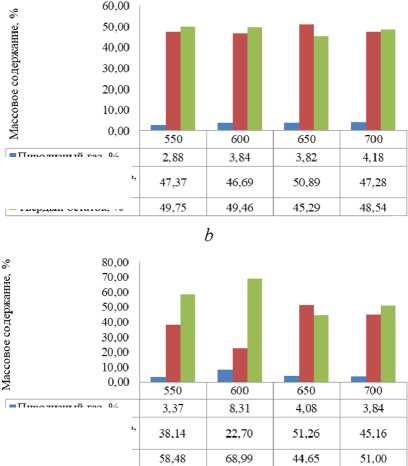
По результатам экспериментального исследования процесса пиролиза составлен материальный баланс при температурах 550, 600, 650 и 700 °C с использованием различного гранулометрического состава резиновой крошки, который приведен на рис. 2.
। Пиролизный газ, %
। Пиролизная жидкость. %
| Твердый остаток. %
■Пиролизный газ, %
■Пиролизная жидкость. %
Твердый остаток. %
■ Пиролизный газ. %
■ Пиролизная жидкость. %
Твердый остаток. %
d
I Пиролизный газ. %
I Пиролизная жидкость. %
Рис. 2. Материальный баланс процесса пиролиза различных фракций резиновой крошки (мас.%): а ) 0–1 мм; b ) 2–4 мм; c ) 1–3 мм; d ) 2–3.5 мм
Твердый остаток. %
Fig. 2. Material balance of the pyrolysis process of various fractions of rubber chips: a ) 0–1 mm; b ) 2–4 mm; c ) 1–3 mm; d ) 2–3.5 mm
Из рис. 2 видно, что с увеличением времени выдержки при температуре процесса пиролиза в диапазоне от 550 до 700 °C класс крупности резиновой крошки на распределение выхода продуктов оказывает существенное влияние.
При температуре выдержки 550 °C выход пиролизного газа (мас.%) изменялся в пределах 2.88–5 %. С увеличением класса крупности резиновой крошки выход пиролизного газа уменьшался с 5 % при классе крупности 0–1 мм до 2.88 % при 2–4 мм независимо от поставщика КГШ.
При температуре пиролиза 600 °C резиновой крошки классами 0–1 и 1–3 мм выход пиролизного газа оставался на уровне 4.87 %, а при переходе от класса 2–4 мм до 2–3.5 мм выход газа увеличился более чем в два раза: с 3.84 до 8.31 %. Вероятно, это связано с природой каучука, применяемого в производстве шин, так как класс крупности резиновой крошки был практически одинаков.
При 650 °C выход пиролизного газа по классам крупности 0–1, 1–3 и 2–3.5 мм изменялся в незначительных пределах: 4.08–4.8 мас.%. Выход пиролизного газа резиновой крошки 2–4 мм составил 3.82 мас.%.
При 700 °C, как и при 650 °C, выход пиролизного газа мало отличался по классам крупности и составлял 3.84–4.88 мас.%. Таким образом, можно отметить, что при температурах пиролиза более 650 °C выход газа становится стабильным при используемых классах крупности и составляет около 4.3±0.5 мас.%.
Наибольший выход жидкой фракции пиролиза резиновой крошки, более 50 мас.% наблюдали при температуре 650 °C для крупности резиновой крошки 2–3.5 и 2–4 мм. При этом твердого остатка было получено минимальное количество, что составляло около 45 мас.%. Однако при рассмотрении результата с использованием резиновой крошки крупностью 2–3.5 мм при температуре 600 °C можно видеть резкое снижение выхода жидкой фракции (22.7 мас.%), а содержание твердого остатка повысилось практически до 69 мас.%. Выходы твердого углеродного остатка для всех исследованных классов резиновой крошки (кроме крупности 2–3.5 и 2–4 мм при температуре пиролиза 650 °C) превышали выход жидкой фракции в диапазоне 2.5–12 мас.%.
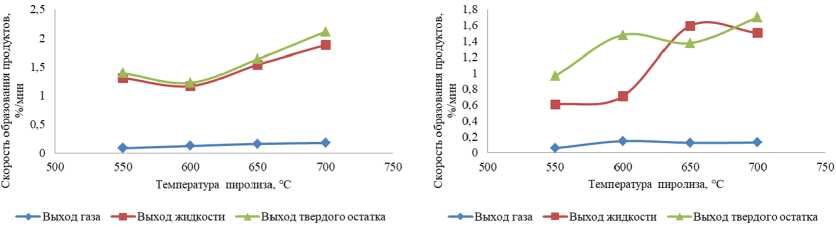
В связи с тем что время выдержки проведения процесса пиролиза было различным в зависимости от размера гранулята и температуры процесса, балансовые составляющие образованных газообразных и жидких продуктов, а также твердого остатка были отнесены к времени выдержки процесса пиролиза. Таким образом, получены скорости образования веществ, со-
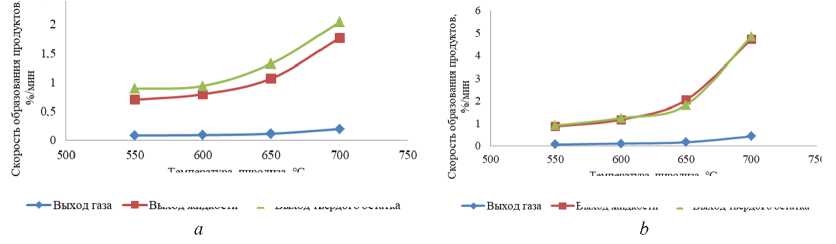
1 емпература пиролиза. С
Температура пиролиза. С
Выход жидкости -й- Выход твердого остатка жидкости —А— Выход твердого остатка
d
c
Рис. 3. Скорость образования продуктов пиролиза в зависимости от температуры процесса для гранулята: a ) 0–1 мм; b ) 2–4 мм; c ) 1–3 мм; d ) 2–3,5 мм
Fig. 3. Rate of pyrolysis product formation depending on the process temperature for granulate: a) 0–1 mm; b) 2–4 mm; c) 1–3 mm; d) 2–3,5 mm стоящих из трех фаз для каждого размера гранулята при различных температурах процесса пиролиза, которые показаны на рис. 3.
Из рис. 3 видно, что интенсивность роста скорости образования газовой фазы незначительна для гранулята всех фракций и составляет около 0.1 мас.%/мин. С повышением температуры пиролиза скорость образования жидкой фазы возрастает аналогично твердому остатку, т.е. линии роста скорости образования жидкой и твердой фаз проходят эквидистантно, кроме резиновой крошки крупности 2–3.5 мм (рис. 3 d ) и класса 2–4 (рис. 3 b , с незначительным опережением скорости образования жидкой фазы над твердым остатком). Выходы твердого углеродного остатка для класса резиновой крошки 0–1 мм превышал выход жидкой фракции примерно на 2.5 %, а для класса 1–3 мм превышение составило около 12 мас.%.
Увеличение скорости образования жидких продуктов для резиновой крошки крупности 2–3,5 мм происходит в 2.3 раза с 600 до 650 °C, в то время как скорость образования твердого остатка снижается. Для крупности 2–4 мм в указанном диапазоне температур скорость образования жидкости незначительно превышает образование твердого остатка. Таким образом, при температуре 650 °C процесса пиролиза с классом крупности 2–3.5 и 2–4 мм происходит с наибольшим выходом пиролизной жидкости.
Численные расчёты, проведённые на основании математической модели процесса пиролиза, показывают, что результатом является формирование летучих продуктов, представленных многокомпонентной смесью, включающей водород (H₂), метан-бутан (C 1-С₄), оксид углерода (CO), диоксид углерода (CO₂). Полученная зависимость изменения концентраций летучих веществ от температуры приведена на рис. 4.
Из графиков (рис. 4 а - е ) видно, что по результатам опытов состав летучих веществ, прошедших через газоанализатор ТЕСТ-1, состоит из водорода (Н2), легких углеводородов (С1-С4), оксида углерода (СО), диоксида углерода (СО 2 ) и кислорода (О 2 ). Кроме легких углеводородов в газовой фазе присутствуют тяжелые углеводороды (так называемая пиролизная жидкость), находящиеся в газообразном состояние при температурах 550–700 °C, которые, проходя через теплообменник-конденсатор 2 , конденсируются, и далее происходит разделение газовой фазы и жидкости в отделителе-сепараторе 3 (рис. 1).
Сравнение расчетных результатов с опытными данными
Опыты показывают, что выход летучих веществ начинается при 368 °C (Н2, С1-С4, СО, СО 2 и О 2 ). При начале выхода летучих компонентов концентрация водорода составляла в опытах 37 %, а расчет показал 32 %. Отклонение составляет 13,5 %. В диапазоне температур 520 до 700 °C численный расчет и результаты опытов по концентрации Н 2 качественно совпадают. При расчете содержание Н2 при температуре выдержки 650–700 °C достигает 65,1 об.%, а опытные данные показывают 62 %. Отклонение составляет 4,5 %. Отклонение опытных данных и расчетных по концентрации водорода в диапазоне температур 510–650 °C не превышает 4 %, что свидетельствует о количественном согласии.
Начальные концентрации CO и CO₂ при выходе летучих веществ в эксперименте составили 13 и 14 %, а расчет показал 16 и 19 % соответственно. Концентрация СО не изменялась до температуры 475 °C, а расчетные данные были постоянны до температуры 430 °C, но с повышением температуры до 535 °C расчетная концентрация СО снизилась до 2 %, в то время как – 881 –
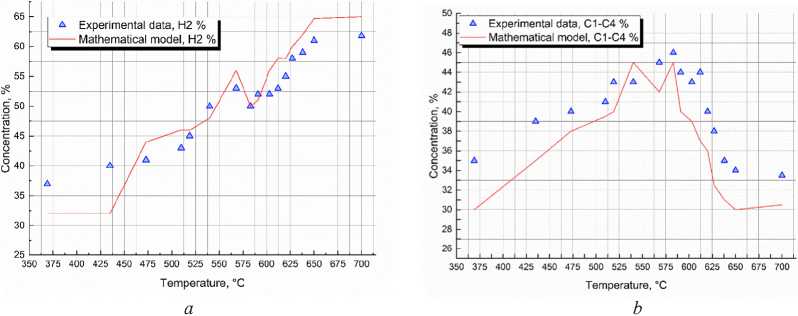
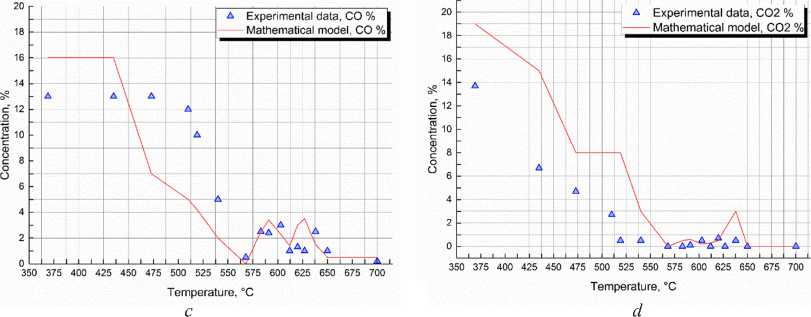
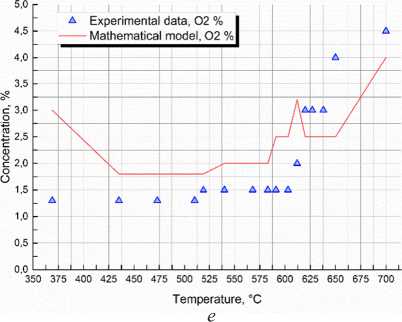
Рис. 4. Зависимость выхода летучих веществ от температуры: a) H 2 ; b) CH 4 ; c) CO; d) CO 2 ; e) O 2
Fig. 4. Dependence of volatile output on temperature: a) H2; b) CH4; c) CO; d) CO2; e) O2
опытные данные дают 5 %. В этом диапазоне температур можно констатировать качественное согласие. Количественное согласие опытных и расчетных данных по концентрациям СО находится в диапазоне температур процесса пиролиза 570–700 °C, где отклонение данных не превышает 4 %.
Концентрация CO2 после начала выхода летучих веществ в опытах и по расчету уменьшается в тот же момент. Опытные данные показывают более интенсивное снижение концен- трации углекислоты по сравнению с численным расчетом в диапазоне повышения температур от 368 до 570 °C. Наблюдается качественное согласование при повышении температуры до 700 °C, расчетные данные соответствуют опытным значениям. Отклонения составляют не более 4 %.
Из опыта известно, что концентрация легких углеводородов вида метан-бутан (С1-С4) составляла 35 %, а расчет показал исходный выход метана-бутана 30 %, что соответствует отклонению около 17 %. Расчетные и опытные данные при повышении температуры процесса пиролиза показывают тренд на повышение концентрации легких углеводородов. Качественное совпадение тренда соответствует диапазону температур от 368 до 510 °C. При температурах от 510 до 700 °C данные расчета с опытными данными количественно совпадают с отклонением до 7 %. Снижение концентрации метан-бутановой смеси в составе газовой фазы при повышении температуры от 600 до 700 °C, вероятно, связано с образованием тяжелых углеводородов, переходящих в пиролизную жидкость при конденсации в конденсаторе и отделении в сепараторе.
Повышение содержания кислорода (O₂) при температуре выше 600 °C объясняется снижением скорости реакций образования CO/CO₂. Моделирование и эксперименты подтверждают наличие серы, которая остается в твердом остатке [8].
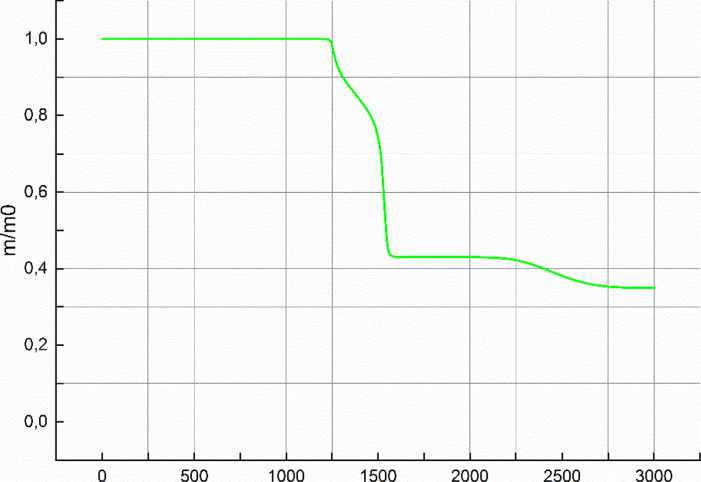
На рис. 5 показана потеря массы твердым остатком в зависимости от скорости нагрева и выдержки процесса пиролиза при 550 °C.
t[s]
Рис. 5. Образование твердого образца в процессе пиролиза при температуре 550 °C
Fig. 5. Loss of mass by a solid sample depending on the calculation time at 550 °C
График на рис. 5 наглядно демонстрирует температурную зависимость процесса пиролиза по выходу твердого остатка, Расчет и опытные данные показывают количественное соответствие при температуре 550 °C.
Заключение
-
1. Установлено, что при температурах пиролиза более 650 °C выход газа становится стабильным при используемых классах крупности и составляет около 4.3±0,5 мас.%.
-
2. Наибольший выход жидкой фракции пиролиза резиновой крошки, более 50 мас.% наблюдали при температуре 650 °C для крупности резиновой крошки 2–3.5 и 2–4 мм. При этом твердого остатка было получено минимальное количество, что составляло около 45 мас.%.
-
3. Выходы твердого углеродного остатка для класса резиновой крошки 0–1 и 1–3 мм превышали выход жидкой фракции примерно на 12 и 2.5 мас.% соответственно.
-
4. Увеличение скорости образования жидких продуктов для резиновой крошки крупности 2–3,5 мм происходит в 2.3 раза с 600 до 650 °C, в то время как скорость образования твердого остатка снижается. Для крупности 2–4 мм в указанном диапазоне температур скорость образования жидкости незначительно превышает образование твердого остатка.
-
5. Моделирование показало хорошее качественное согласование полученных результатов с экспериментальными данными в исследованном интервале температур – от 350–370 (начало выхода летучих веществ) до 700 °C. Количественное соответствие по газу получено при температурах от 525–550 °C и выше и при выдержке 550 °C в реакторе для твёрдого остатка.
