Влияние термической обработки на структуру и свойства сварного шва при лазерной сваркежаропрочного сплава ЭП693-ЭД, используемого в производстве ГТД

Автор: Жаткин Сергей Сергеевич, Баранов Дмитрий Александрович, Паркин Анатолий Алексеевич, Попов Александр Сергеевич, Никитин Константин Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-6 т.18, 2016 года.
Бесплатный доступ
Рассматривается процесс создания неразъемного соединений из жаропрочного сплава ХН68ВМТЮК-ВД (ЭП693-ЭД) на хромоникелевой основе, используемого в производстве узлов и деталей газотурбинных двигателей, с помощью сварки на СО2-комплексе TruLaserCELL 7020 импульсно-периодическим излучением. Данная технология предлагается к внедрению в производство деталей и узлов газотурбинных двигателей с целью повышения качества сварных швов, за счет сокращения времени высокотемпературного нагрева путем снижения погонной энергии. По результатам электронной микроскопии и исследования физико-механических свойств проведен анализ структуры, формирования и кристаллизации сварного шва в процессе сварки СО2-лазером.
Лазерная сварка, сварной шов, жаропрочный сплав, микроструктура, зона термического влияния, термическая обработка, газотурбинный двигатель
Короткий адрес: https://sciup.org/148205732
IDR: 148205732 | УДК: 621.791.725
Influence of heat treatment on the structure and properties weld laser welding superalloy EP693-ED, used in the production of GTE
In article is considered the process of creating a permanent welding connection of the superalloy HN68VMTYUK-VD (EP693-ED) on the basis of chromium-nickel, used in the manufacture of components and parts of gas turbine engine, with repetitively pulsed radiation on the CO2-complex TruLaserCELL 7020. The technology proposed for implementation in the production of parts and components of gas turbine engines for the purpose of improving the quality of welds by reducing high-temperature heating time by reducing the heat input. According to the results of electron microscopy, the physico-mechanical properties of the analyzed structure, formation and crystallization of the weld during welding CO2 laser.
Текст научной статьи Влияние термической обработки на структуру и свойства сварного шва при лазерной сваркежаропрочного сплава ЭП693-ЭД, используемого в производстве ГТД
Газотурбинный двигатель (ГТД) на сегодняшний день является одним из самых технически сложных изделий современного машиностроения. Условия работы ГТД характеризуются длительным воздействием вибрационных нагрузок, высоких температур (до 900 - 1100°С) и агрессивных сред [1, 2]. Ключевыми показателями эффективности работы двигателя являются его эффективность и экономичность. Одним из технологических способов повышения этих параметров является увеличение рабочей температуры турбины двигателя. С повышением температуры рабочих газов уменьшается удельный расход топлива и воздуха на единицу мощности. В связи с этим в производстве узлов двигателя все большее применение находят жаропрочные сплавы на основе никеля – конструкция современных газотурбинных двигателей состоит на 40 – 50 % из подобных сплавов.
Применение данных материалов способствует также повышению прочностных характеристик двигателя, надежности его работы и ресурса. При изготовлении ряда узлов ГТД используют сварные соединения, к которым предъявляются повышенные требования, обеспечение которых является сложной задачей, так как с повышением жаропрочности материалов наблюдается снижение сопротивляемости образованию трещин в сварном шве непосредственно при сварке и последующей термообработке.
Жаропрочные сплавы имеют пониженную свариваемость, что проявляется в образовании трещин и необратимом снижении жаропрочности [3, 4]. Для обеспечения надежности сварных соединений из никелевых сплавов ограничивают уровень их легирования (Ti+Al менее 4%), а после сварки выполняют операции закалки и старения. Для тонколистовых конструкций указанная термообработка представляет большую трудоемкость для производства, и может приводить к образованию трещин в результате вынужденной деформации металла при релаксации сварочных напряжений [5].
Повышение качества сварных швов возможно за счет сокращения времени высокотемпературного нагрева путем снижения погонной энергии. Одним из инновационных современных способов получения качественного сварного соединения из жаропрочных сплавов является применение лазерной сварки. Лазерная сварка обладает рядом существенных преимуществ перед традиционными видами сварки: высокая концентрация энергии, небольшой объем сварочной ванны, малая ширина зоны терми- ческого влияния, высокие скорости нагрева и охлаждения [6-8]. Эти факторы обеспечивают высокую технологическую прочность сварных соединений и существенное понижение величины деформаций сварных конструкций. Поэтому процесс лазерной сварки с высоким отношением глубины проплавления к ширине сварного шва оказывают сильное воздействие на свариваемость жаропрочных сплавов [9, 10].
Термическая обработка не является отдельной операцией, а представляет собой часть технологической цепочки передачи заготовки от слитка до готовой детали. Термическая обработка жаропрочных сплавов состоит из закалки и старения. При термической обработке происходят кардинальные изменения формы и размера зерен, матрицы, морфологии границы зерна, частиц упрочняющих фаз [11].
МЕТОДИКА ИССЛЕДОВАНИЙ
Сварка проводилась на лазерном СО 2-комплексе TruLaserCELL 7020 (TRUMPF, Германия) импульсно-периодическим излучением с частотой следования импульсов 50...90 кГц и максимальной мощностью 4 кВт. Диаметр луча в фокусе был равен 0,2-0,3 мм, используемый защитный газ – He .
Сборка и сварка образцов осуществлялась встык без разделки кромок в стапеле с медной подложкой, как показано на рис. 1.
Образцы (заготовки) размером 200х100 мм толщиной 1,8 мм из хромоникелевого сплава
ХН68ВМТЮК-ВД (ЭП693-ЭД) вырезались из тонколистового материала, прошедшего в состоянии поставки термическую обработку – закалку при температуре (1080 - 1100 °С) с последующим охлаждением в воде или под водяным душем. Состав и процентное содержание компонентов (элементов) сплава представлены в таблице 1.
Для снижения склонности к образованию трещин в сварных швах жаропрочных сплавов обычно используют сварочные присадки в виде проволоки из гомогенных сплавов. К данным сплавам относится специально разработанная сварочная проволока св. 06Х15Н60М15 (ЭП 367) [12]. Для обеспечения требуемого уровня длительной прочности за счет выделения δ-фазы необходимо проведение термической обработки сварного соединения.
Состав и процентное содержание элементов материала присадочной проволоки представлены в табл. 2.
Сварка образцов производилась со скоростью 40 мм/с и непрерывной подачей присадочной проволоки св.06Х15Н60М15 (ЭП 367) диаметром 0,8 мм в ванну расплава при скорости 40 мм/с.
После сварки часть образцов была подвержена последующей термической обработке (ТО) в печи: закалка на воздухе при температуре 1000±50 ºС в течении 4 часов + старение на воздухе при температуре 700±50 ºС в течение 16 часов, охлаждение на воздухе (рекомендуемый режим термической обработки согласно ПИ 1.4.75.2000 [13]).
Электронная микроскопия сварного шва производилась на электронном микроскопе Tescan VEGA3
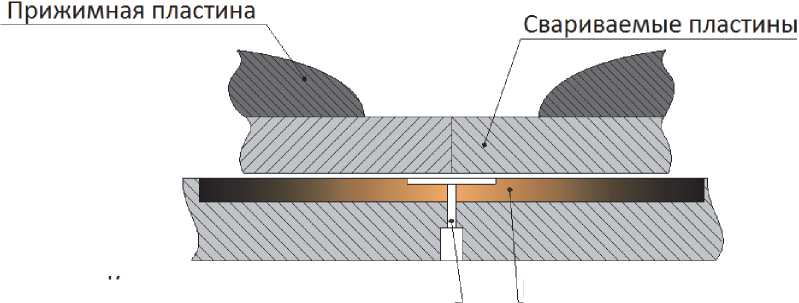
Канал подачи защитного газа
Медная подложка
Рис. 1. Схема сборки образцов для сварки встык в стапели с медной подложкой
Таблица 1. Жаропрочный сплав ХН68ВМТЮК-ВД (ТУ 14-1-1960-2004.)
|
C |
Si |
Mn |
S |
P |
Cr |
Ni |
W |
Mo |
Co |
Al |
Ti |
Fe |
B |
Ce |
|
Не более |
O_ o' o^ |
cti И о к и о |
о^ о_ 1П |
О^ 1П О_ tn |
О^ 00 о_ in |
tn оГ |
Не более |
|||||||
|
О o' |
о in o' |
о X o' |
Ш o' |
Ш o^ o' |
о_ in |
ш о^ o' |
in о^ o' |
|||||||
Таблица 2. Сварочная проволока св.06Х15Н60М15 (ГОСТ 2246-70)
|
C |
Si |
Mn |
Cr |
Ni |
Mo |
S |
P |
Fe |
|
Не более |
1,0 – 2,0 |
14,0 – 16,0 |
Основа |
14,0 – 16,0 |
Не более |
|||
|
0,08 |
0,50 |
0,015 |
0,015 |
4,00 |
||||
LM с модулем для элементного анализа Oxford instruments X-Max компании TESCAN (Чехия).
Исследования физико-механических свойств, включали в себя определение микротвердости, прочности на разрыв и изгиб. Замеры микротвердости твердости производились на микротвердомере DuraScan с алмазной пирамидкой по сечению образца с нагрузкой 100г. по трем зонам: основной материал, зона термического влияния и сварной шов. Механические испытания образцов производились в лабораторных условиях в соответствии с ГОСТ 6996-66 при комнатных температурах.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
СО2-лазерная сварка в стапеле с медной подложкой и высокой концентрацией сфокусированного лазерного излучения формирует сварной шов в виде «песочных часов» (рис. 2).
В процессе кристаллизации рост дендритов происходит в направлении от края сварного шва
(СШ) перпендикулярно теплоотводящей поверхности, то есть от зоны сплавления к центру сварного шва, где образовывался паровой канал (см. рис. 2). Образование стыка двух фронтов роста дендритов, который хорошо наблюдается по центру сварного шва на всей его глубине, может способствовать формированию зоны шва с ослабленной прочностью.
В то же время направленная кристаллизация, наблюдаемая в микроструктуре сварного шва, обеспечивает повышение предела прочности на разрыв [14].
Интенсивный отвод тепла в основной металл (ОМ) сокращает размеры зоны термического влияния (ЗТВ) и формирует мелкодендритную структуру литой зоны сварного шва (см. рис. 2, а) за счет высоких скоростей [15].
Проводимая после сварочная термическая обработка (закалки с последующим старением) стабилизирует структуру никелевых жаропрочных сплавов, увеличивает объёмное содержание g'-фазы, уменьшает степень её неоднородности по хи-
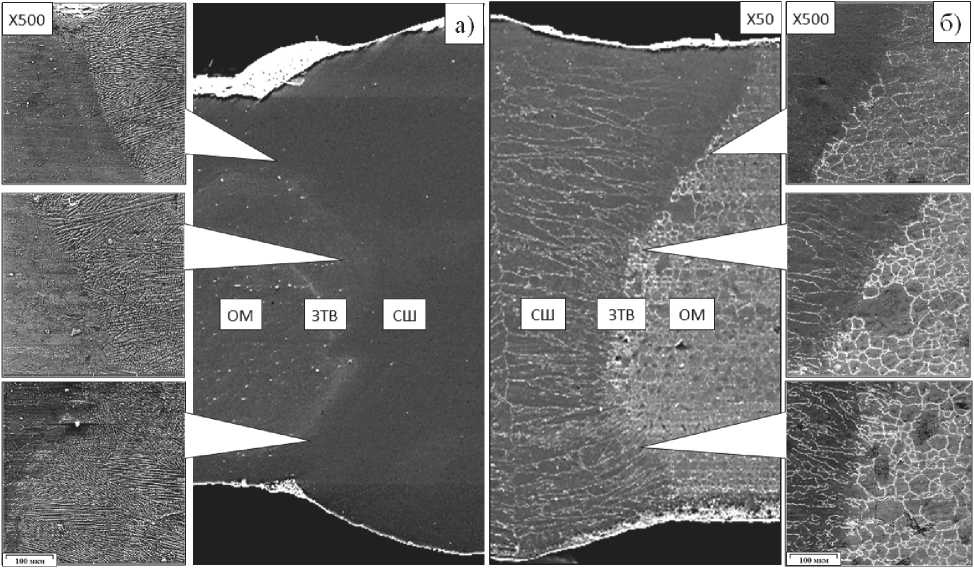
Рис. 2. Микроструктура сварного шва:
а – в состоянии поставки, б – после сварочной термической обработки; ОМ – основной металл; ЗТВ – зоны термического влияния; СШ – сварной шов; стрелками указаны зоны сплавления шва и ЗТВ при большем увеличении
мическому составу и по размерам, снижает уровень ликвации, что в целом приводит к существенному повышению характеристик долговечности [13].
Справа на рис. 2, б после сварочной термообработки в зоне термического влияния наблюдается образование глобулярных зерен, предположительно аустенитной фазы, которые не наблюдались в сварном шве в состоянии, слева на рис. 2, а . Применяемая после сварки термообработка (закалка с последующим старением) гетерогеннодисперсионно-упрочненного сплава ХН68ВМТЮК-ВД привела к частичному растворению и последующему росту зерен, вытянутых и направленных аналогично дендритной структуре, полученной после сварки (справа на рис. 2, б ).
Образовавшиеся после термообработки крупные (укрупненные) зерна, возможно соответствуют Y'-фазе с выделениями карбидов металлов в зернах и по их границам (см. рис. 3), которые представляют собой важную упрочняющую фазу. Что в целом обеспечивает необходимые прочностные свойства сплавов при температурах, лежащих выше границы растворимости интер-металлидной Y'-фазы [15].
Микроструктура основного материала с нерастворимыми мелкодисперсными карбидами и нитридами металла в состоянии поставки показана на рис. 3
Основываясь на результатах микроспектраль-ного анализа (см. табл. 3), можно предположить, что
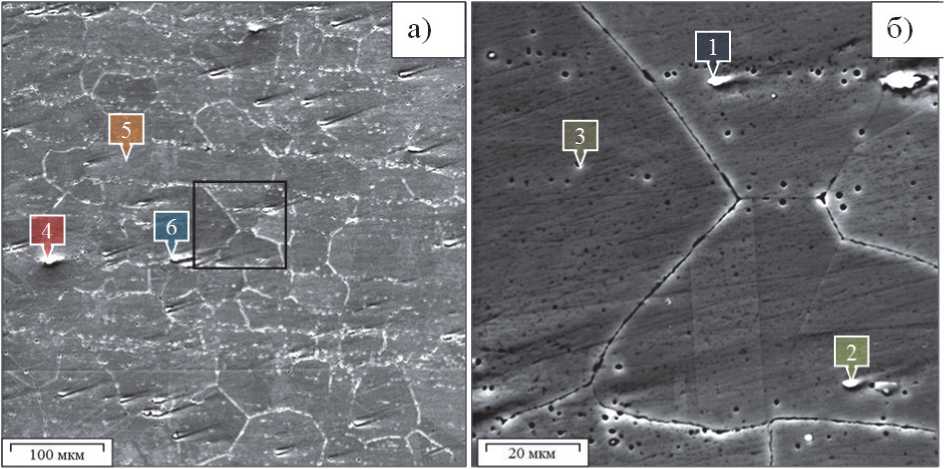
и нитридами металла в состоянии поставки:
а - х500, б - х3000, где зона 1 - предположительно соединение сложного карбида титана (с частицами храма и вольфрама) и нитрида титана; зона 2,4 - наиболее вероятно сложный карбид титана (с частицами храма, молибдена и вольфрама) и нитрида титана, молибдена, хрома, титана; 3 - предположительно микропора;
5 - микроструктура сплава шва (основа хром-никель с растворенным кобальтом, молибденом, титаном и алюминием); 6 - предположительно сложный карбид титана, молибдена и вольфрама
Рис. 3. Микроструктура основного материала с нерастворимыми мелкодисперсными карбидами
Таблица 3. Элементный химический состав участков зон никелевого сплава ХН68ВМТЮК-ВД (ЭП693-ЭД) в состоянии поставки
Анализ результатов исследований (табл. 3) показывает, что азот и кислород присутствуют в жаропрочном сплаве в состоянии поставки, которые сконцентрированы в основном микропорах.
Микроструктура сварного шва с нерастворимыми мелкодисперсными карбидами и нитридами металла после сварочной термической обработки показана на рис. 4.
Основываясь на результатах исследования микроструктуры, рис. 4, и микроспектрального анализа, табл. 4, можно предположить, что фазы внедрения при взаимодействии титана с углеродом и азотом образуют карбонитриды титана.
Анализ микроструктуры жаропрочного спла- ва в состоянии поставки (рис. 3, табл. 3) можно сделать вывод о присутствии карбидов, нитридов и карбонитридов и их неравномерном распределении в сплаве. Основываясь на анализе микроструктуры жаропрочного сплава поле лазерной сварки с последующей термической обработкой (рис. 4, 5, табл. 4, 5) можно предположить, что в сварном шве идет частичное растворение и измельчение карбидов и нитридов, которые в основном концентрируются в межзеренном пространстве и внутри зерен.
На рис. 5 представлен спектры элементного рентгеновского микроанализа жаропрочного сплава ХН68ВМТЮК-ВД.
Исходя из спектров рентгеновского элементного микроанализа рис. 5, можно сделать вывод
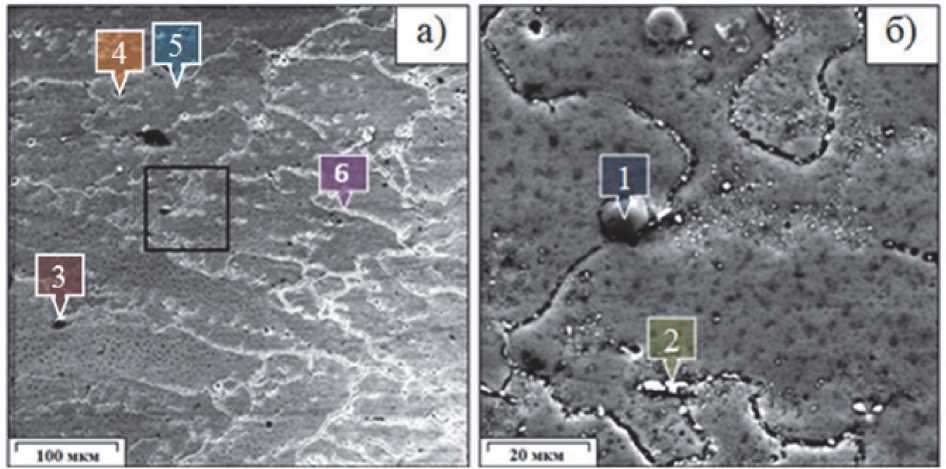
Рис. 4. Микроструктура сварного шва с нерастворимыми мелкодисперсными карбидами и нитридами металла после сварочной термической обработки:
а – х500, б – х3000, где зона 1 – предположительно карбид титана; зона 2 – наиболее вероятно сложный карбид вольфрама, молибдена, хрома, титана; 3, 4 – предположительно нитриды титана небольшого размера (микроны); 5 – микроструктура сплава шва (основа хром-никель с растворенным кобальтом, молибденом, титаном и алюминием); 6 – предположительно микропора
Таблица 4. Элементный химический состав участков зоны сварки никелевого сплава ХН68ВМТЮК-ВД (ЭП693-ЭД), прошедших термическую обработку
|
Элементы |
C |
O |
N |
Al |
Ti |
Cr |
Co |
Ni |
Mo |
W |
Предполаг. фазы |
|
№1 |
2,84 |
- |
23,2 |
- |
69,25 |
1,62 |
0,23 |
2,86 |
- |
- |
(Ti,Cr)C + TiN |
|
№2 |
14,3 |
- |
- |
- |
1,4 |
13,04 |
2,27 |
29,22 |
31,31 |
7,74 |
(W,Mo,Cr)C+Ni , |
|
№3 |
3,350 |
- |
21,58 |
- |
64,4 |
2,46 |
0,5 |
6,66 |
0,75 |
0,29 |
TiN |
|
№4 |
6,46 |
- |
18,96 |
0,31 |
62,77 |
1,45 |
0,14 |
3,06 |
- |
- |
TiCN |
|
№5 |
- |
- |
- |
1,35 |
1,14 |
18,1 |
4,24 |
62,62 |
6,4 |
4,43 |
у'- фаза |
|
№6 |
14,6 |
7,1 |
25,2 |
- |
44,9 |
1,6 |
- |
3,5 |
1,1 |
2,0 |
микропора, TiO, TiN |
|
Состав сплава |
0-0,1 |
- |
- |
1,6 2,3 |
1,1 1,6 |
17-20 |
5-8 |
Основа |
3-5 |
5-7 |
- |
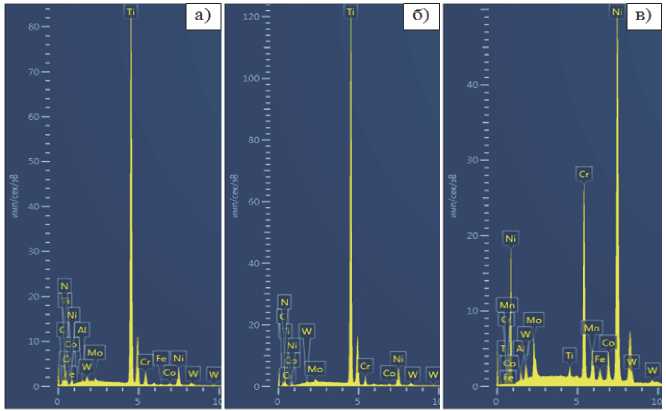
Рис. 5. Элементный состав материала:
а) основного; б) сварного шва (участка №3); в) сварного шва (участка №5)
Таблица 5. Механические свойства сварного шва жаропрочного сплава ХН68ВМТЮК-ВД (ЭП693-ЭД)
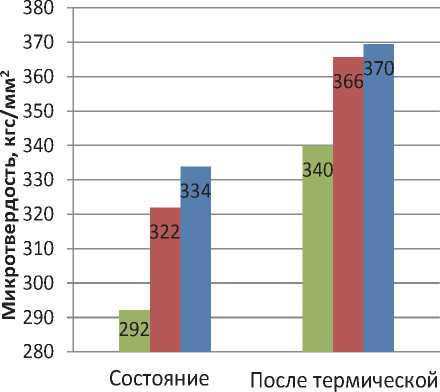
На рис. 6 представлены средние значения измерения микротвердости образца в поперечном
поставки
Основной материал
Рис. 6. Диаграмма микротвердости в трех зонах: основной материал, зона термического влияния, сварной шов сечение в трех зонах: основной материал, зона термического влияния, сварного шва.
В результате термической обработки произошел рост микротвердости в трех зонах: основного материала на на 16,5%, зона термического влияния на 13,6%, сварной шов на 7,5%. Наименьшее увеличение микротвердости произошло в сварном шве возможно связано с введение в зону сварного шва молибдена через присадочную проволоку, который в свою очередь является упрочнителем для жаропрочных сплавов.
Влияние термической обработки на временное сопротивление на растяжение сварного шва представлены в табл. 5
Анализ табл. 5 показывает, что при термической обработке возрастает временное сопротивление к разрушению материала сварного шва, но уменьшается его пластичность. Данное предположение подтверждается результатами изменения микротвердости (см. рис. 6).
ВЫВОДЫ
Процесс сварки лучом импульсно-периодического СО2-лазера характеризуется образованием зоны термического влияния размерами существенно меньше ширины сварного шва. При этом в этой зоне не наблюдается укрупнение зерна основного металла (ХН68ВМТЮК-ВД), что в целом благоприятно сказывается на прочности сварной конструкции.
Термическая обработка в виде закалки с последующим старением сварного шва стабилизирует структуру жаропрочного сплава, которая представляет собой ГЦК-решетку, содержащую интерметаллидную g'-фазу, что приводит к увеличению объёмного содержания g'-фазы, прочность которой возрастает с ростом температуры.
Выделение мелкодисперсных нитридов, карбидов и карбонитридов металла на границах зерен и внутри после сварки и термической обработки могут препятствовать рекристаллизации, обеспечивая высокий уровень жаропрочности и выносливости при действии нагрузок.
Термическая обработка сварного шва жаропрочного сплава вносит существенный вклад в изменение микротвердости и временное сопротивление разрушения с одновременным уменьшением пластичности.
Список литературы Влияние термической обработки на структуру и свойства сварного шва при лазерной сваркежаропрочного сплава ЭП693-ЭД, используемого в производстве ГТД
- Сорокин Л.И. Свариваемость жаропрочных сплавов, применяемых в авиационных газотурбинных двигателей//Сварочное производство. 1997. № 4.
- Особенности восстановления геометрии пера газотурбинного двигателя методом лазерной порошковой наплавки/В.Г. Климов, С.С. Жаткин, Е.Ю. Щедрин, А.В. Когтева//Известия Самарского научного центра Российской академии наук. 2015. Т. 17. № 2(4). С. 782-788.
- Naffakh H, Shamanian M, Ashrafizadeh F. Dissimilar welding of AISI310 austenitic stain less steel to nickel-basedalloy Inconel657//Journal of Materials Processing Technology; 2009; 209: 3628-39.
- Qian M., Lippold J.C. Liquation phenomena in the simulated heat-affected zone of alloy 718 after multiple post weld heat treatment cycles. Welding Journal; 2003:145-50.
- Федоров Б.М., Мисюров А.И. Влияние параметров лазерной сварки на прочность соединений никелевых сплавов//Технология машиностроения. 2011. № 11. С. 44-45.
- Çam G., Koçak M. Progress in joining of advanced materials -Part i:solid state joining, fusion joining, and joining of intermetallics//Science and Technology of Welding and Joining 1998; 3:105-26.
- Çam G., Koçak M. Progress in joining of advanced materials//International Materials Reviews 1998; 43:1-44.
- Çam G., Fischer A., Ratjen R., dos Santos J.F., Koçak M. Properties of laser beam welded superalloys Inconel 625 and 718//Proceedings of the 7th European conference on laser treatment of materials, ECLAT’98, Hannover; 1998. p. 333-8.
- Moosavy H.M., Aboutalebi M.R., Seyedein S.H., Goodarzi M., Khodabakhshi M. and other. Modern fiber laser beam welding of the newly-designed precipitation-strengthened nickel-base superalloys//Optics & Laser Technology. 2014. No. 57. P. 9
- Hong J.K., Park J.H., Park N.K., Eom I.S., Kim M.B. ,Kang C.Y. // Microstructuresand mechanical propertiesof Inconel 718 weldsby CO2 laser welding// Journalof Materials Processing Technology, 2008; 201: 515-20.
- Термическкая обработка деформируемых жаропрочных никелевых сплавов для дисков ГТД/С.В. Овсепян, Б.С. Ломберг, М.М. Бакрадзе, М.Н. Летников//Вестник МГТУ им. Н.Э. Баумана. Серия «Машиностроение». 2011. С. 123-130.
- Сорокин Л.И. Присадочные материалы для сварки жаропрочных никелевых сплавов (обзор). Часть 1//Сварочное производство. 2003. № 4.
- ПИ 1.4.75-2000 Дуговая сварка в среде защитных газов конструкционных, нержавеющих и жаропрочных сталей и сплавов//ОАО «НИАТ».
- Баранов Д.А., Никитин К.В., Паркин А.А. и др. Структура сварного шва, сформированного при лазерной сварке Cr-Ni-сплава при производстве ГТД//Металлургия машиностроения. 2016. № 3.
- Баранов Д.А., Климов В.Г., Паркин А.А. и др. Исследование структуры сварных швов, сформированных лазерной сваркой жаропрочного сплава ХН68ВМТЮК-ВД (ЭП693-ЭД) при производстве деталей и узлов ГТД//Известия Самарского научного центра Российской академии наук. 2016. Т.18. № 1 (2). С. 148-152.
- Кишкин С.Т., Строганов Г.Б., Логунов А.В. и др. Карбидные фазы в жаропрочных никелевых сплавах с гафнием//Металлы. 1983. № 5.
