Влияние условий непрерывной раскатки гильз на технологические параметры процесса

Автор: Аль-Джумаили Мохаммед Жасим Мохаммед, Выдрин Александр Владимирович, Шкуратов Евгений Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.20, 2020 года.
Бесплатный доступ
Развитие трубопрокатного производства привело к широкому использованию непрерывных станов с удерживаемой оправкой и 3-валковыми калибрами для раскатки гильз. В свою очередь это потребовало уточнения ряда теоретических положений, связанных с изменением кинематики процесса. В рамках данного исследования на основе энергетической теории разработана методика определения энергосиловых параметров процесса. C целью выявления закономерностей влияния параметров процесса прокатки на угол охвата оправки и величину уширения раската проведено экспериментальное исследование. При составлении уравнения равновесия проекций сил на продольную ось определены величины среднего давления на контакте с рабочими валками и оправкой. Разработанные математические модели и алгоритм расчета энергосиловых параметров процесса раскатки гильзы в непрерывном стане позволили с достаточно высокой точностью определить усилия прокатки труб в непрерывном стане. Полученные зависимости могут быть использованы как в исследовательских целях, так и при расчете таблиц прокатки на трубопрокатных агрегатах с непрерывными раскатными станами.
Непрерывная прокатка, трубы, экспериментальное исследование, кинематика, усилие прокатки, уширение, охват оправки
Короткий адрес: https://sciup.org/147233941
IDR: 147233941 | УДК: 621.774.35-932.2 | DOI: 10.14529/met200107
Influence of the conditions of the continuous capture of the sleeves on the technological parameters of the process
The development of pipe production has led to the widespread use of continuous mills with a holding mandrel and 3-roll passes for rolling sleeves. This required a refinement of a number of theoretical principles related to a change in the process kinematics. A methodology for determining the energy-power process parameters based on the energy theory has been developed. In order to identify influence patterns of the rolling process parameters on the angle of the mandrel coverage and the broadening magnitude of the roll conducted an experimental study. The average pressure values at the contact with the work rolls and the mandrel are determined by compiling the equation of equilibrium of the force projections on the longitudinal axis. The developed mathematical models and the algorithm for calculating the energy-power parameters of the rolling process of the sleeves in a continuous mill. This model made it possible to determine the efforts of rolling pipes in a continuous mill with sufficient accuracy. The obtained dependences can be used both for research purposes and for calculating the rolling tables on tube rolling units with continuous rolling mills.
Текст научной статьи Влияние условий непрерывной раскатки гильз на технологические параметры процесса
В настоящее время в производстве бесшовных труб все более широкое применение в мире находят трубопрокатные агрегаты с раскатными станами нового поколения типа PQF и FQM [1–5]. Особенностями этих станов является применение рабочих клетей с 3-вал-ковыми калибрами и удерживаемой оправки [6–9]. Отмеченные особенности в первую очередь приводят к изменению кинематики процесса прокатки, что в свою очередь оказывает влияние на все остальные параметры технологического процесса. Соответственно, возникает необходимость уточнения теоретического описания процесса непрерывной продольной прокатки труб с учетом отмеченных изменений. Для анализа процесса непрерывной продольной прокатки труб, прежде всего, необходимо наличие математических моделей для определения энергосиловых параметров процесса и их связи со скоростным режимом прокатного стана. В настоящее время известен ряд методик расчета силовых параметров процесса раскатки гильз в непрерывных раскатных станах [10–12].
Основным недостатком этих методик является то, что они не учитывают влияние на энергосиловые параметры продольных усилий, возникающих в межклетевых промежутках. Учесть этот недостаток позволяет методика, основанная на рассмотрении условий равновесия проекций сил, действующих на очаг деформации в радиальном и продольном направлении, и условия баланса мощностей [13]. При этом условия равновесия проекций сил на продольную ось позволяет определить величину среднего давления на контакте с рабочими валками, а условия равновесия сил в радиальном направлении позволяют определить величину среднего давления на оправку. Условия баланса мощностей в свою очередь позволяют определить величину межклетевых продольных усилий [14].
Однако точность расчета технологических параметров при этом во многом зависит от корректного определения площадей контакта деформируемого металла с технологическим инструментом. Для определения контактных поверхностей, в свою очередь, необходимо рассчитывать уширение металла и величину охвата металлом оправки. Аналитический вывод этих зависимостей в принципе возможен, но его трудоемкость будет существенно выше, чем получаемый уточняющий эффект. Поэтому для определения зависимостей для расчета уширения и угла охвата оправки металлом более предпочтительным является получение эмпирических зависимостей.
-
1. Экспериментальное оборудованиеи материалы
Экспериментальные исследования процесса раскатки полых заготовок на оправке осуществлялось в условиях ОАО «РосНИТИ» на лабораторном прокатном стане. Лабораторный прокатный стан представляет из себя раму сварной конструкции с установленными на ней клетями с 3-валковыми калибрами и приводом.
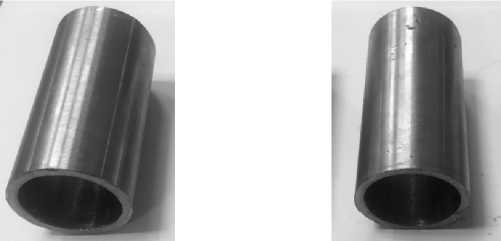
Передача крутящего момента между валками осуществляется через конические шестерни. Общий вид установки и валкового узла представлены на рис. 1.
В качестве модельного материала, имитирующего прокатку нагретой стали, используется свинец марки С1, исключающий фактор неравномерного нагрева. Под необходимый размер литые заготовки обтачивались и растачивались на токарном станке. Экспериментальные исследования процесса раскатки на цилиндрической оправке проведены для гильз с разным отношением наружного диаметра к толщине стенки (рис. 2). Геометрические параметры заготовок представлены в табл. 1.

а)

б)
Рис. 1. Общий вид лабораторного прокатного стана (а) и валкового узла (б)
а)
б)
Рис. 2. Исходные полые заготовки (гильзы) с разным отношением D / S : а – 14,2; б – 12,1; в – 10,9

в)
Таблица 1
Геометрические параметры гильзы
|
№ эксперимента |
№ гильзы |
Наружный диаметр, мм |
Толщина стенки, мм |
Длина, мм |
D / S |
|
1 |
1 |
41,2 |
2,9 |
90 |
14,2 |
|
2 |
|||||
|
3 |
|||||
|
2 |
4 |
42,4 |
3,5 |
90 |
12,1 |
|
5 |
|||||
|
6 |
|||||
|
3 |
7 |
43,4 |
4,0 |
90 |
10,9 |
|
8 |
|||||
|
9 |
Обработка металлов давлением…
Зазор между оправкой и внутренним диаметром гильзы принят постоянной величиной равной 1,9 мм. Прокатка патрубков в 3-валко-вом калибре осуществлялась на цилиндрической оправке диаметром 31,6±0,1 мм, с частотой вращения валков 5,0 об/мин. Эксперимент проведен с тройной кратностью повторения опытов. Параметры калибровки валков представлены на рис. 3 и в табл. 2.
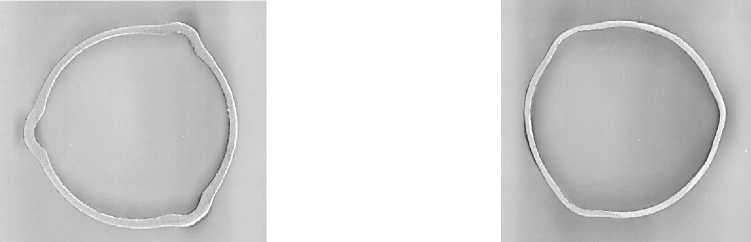
Гильзы последовательно раскатывали в трехвалковом калибре в 2 прохода (с учетом кантовки раската на угол 60° после 1 прохода). Причем после каждого прохода осуществлялась обрезка некондиционных концевых участков и далее сканирование поперечного
сечения раската с целью последующей обработки в системе автоматизированного проектирования Компас-2D (рис. 4).
По результатам экспериментального исследования осуществлялась качественная и количественная оценка параметров формоизменения раската.
Основные контролируемые параметры:
– показатель уширения раската, определен в соответствии с формулой
B %
B i - 1
-
B i
В i - 1
⋅ 100%,.
где B i , B i– 1 – ширина раската в i -й и i – 1-й клети;
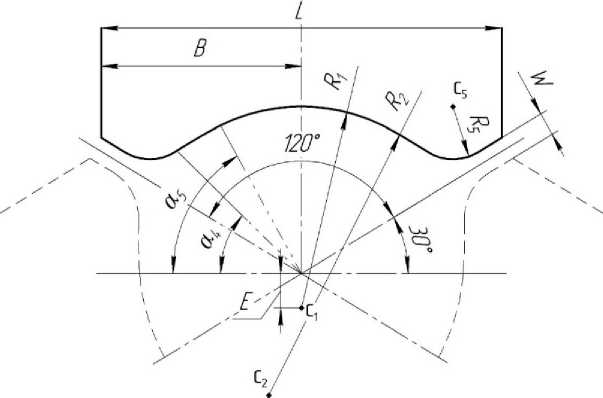
Рис. 3. К построению калибровки валков
Таблица 2
Геометрические параметры калибра, мм
|
Параметр |
Величина |
|
Координаты центра радиуса галтели R 5 |
16,7828 |
|
16,2580 |
|
|
Координаты центра радиуса выпуска R 2 |
–18,3429 |
|
–31,8912 |
|
|
Координаты центра радиуса обжимной зоны R 1 |
0,00 |
|
–0,1205 |
|
|
Эксцентриситет |
0,1205 |
|
Радиус галтели |
4,5714 |
|
Радиус выпуска |
55,0286 |
|
Радиус обжимной зоны |
18,3429 |
|
Угол сопряжения |
41,69 |
|
Угол выпуска |
60,00 |
|
Межвалковый зазор |
2,46 |
|
Половина ширины валка |
20,00 |
|
Ширина валка |
40,00 |
|
Диаметр калибра |
36,44 |
|
Диаметр по дну валка |
134,16 |
|
Номинальный диаметр валка |
170,60 |
а) б)
Рис. 4. Результаты сканирования поперечного сечения раската: а – после первого прохода; б – после второго прохода
– угол охвата оправки металлом, определяемый в поперечном сечении тела раската после обрезки переднего и заднего некондиционных участков, и удаления заусенцев. По- скольку угол охвата со стороны разных валков, образующих калибр, может быть разным, для дальнейшей обработки результатов вычисляется среднее значение угла по формуле
Ea i “ = ~,
где α i – угол охв а та оп ра в к и с о с торон ы к а ждого валка.
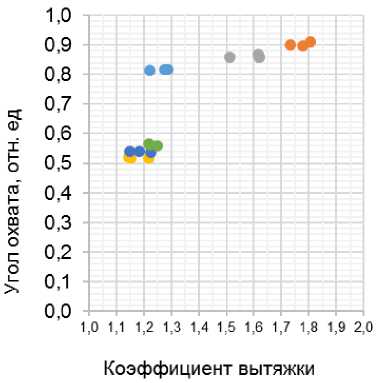
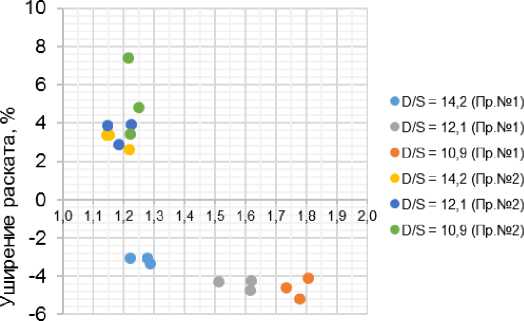
степени тонкостенности трубы выражено в меньшей степени. Кроме того, характер рас- положения экспериментальных точек на графике показывает, что зависимость угла охвата от коэффициента вытяжки близка к степенной.
Как видно из рис. 5б, степень тонкостен-ности труб также не оказывает существенное влияние на уширение. При этом зависимость уширения от коэффициента вытяжки имеет вид близкий к гиперболическому.
С учетом этого выполнена статистическая обработка полученных результатов, которая
2. Результаты экспериментального исследования
Р ез у льтаты э к с п е ри ме н т альн ого и сс лед ования представлены на рис. 5.
В соответс тв ии с д а н ны ми, п ре д с т а в лен н ы м и н а ри с . 5а, можн о с д е л а ть в ыв од , чт о о с н овн ое вл и я н и е н а в е л и чи ну у гл а охв а та о к а зыв а е т к оэ ф фи ц и е н т вы тя ж к и , а в ли ян и е
позволила получить уравнения регрессии для угла охвата и коэффициента уширения в виде:
– для угла охвата:
а = 1,004 (ц-1)0,331
– для коэффициента уширения:
A b b
= - 0,223 +
0,296
ц
а)
Рис. 5. Изменение угла охвата оправки (а) и величины уширения (б) в зависимости от коэффициента вытяжки
Коэффициент вытяжки
б)
Обработка металлов давлением…
Полученные зависимости, в свою очередь, позволили уточнить формулы для расчета площади контактной поверхности с оправкой и валками:
F =/ ко од
^ ■1,O04 ( w- 1 )'
I 0,331 ;
кв 2 од
1,77 + 0,296 w
.
Полученные формулы (5) и (6) после подстановки в математическую модель расчета параметров процесса непрерывной раскатки труб на оправке позволяют уточнить получаемые результаты. Последовательность расчета при этом следующая.
-
1. Принимаем скорость выхода трубы из стана равной средней линейной скорости валков последней клети.
-
2. Через общий коэффициент вытяжки определяется скорость входа трубы в 1-ю клеть.
-
3. Определяется переднее натяжение в 1-й клети (с учетом того, что заднее натяжение равно нулю) как показано в работе [14].
-
4. Уточняется коэффициент вытяжки в первой клети с учетом уширения и определяется скорость выхода металла из первой клети.
-
5. Поскольку переднее натяжение на выходе из первой клети является задним натяжением для второй клети, по описанному выше алгоритму определяется переднее натяжение и скорость выхода металла для второй клети.
-
6. Далее последовательность расчета по-
-
7. Выполненные расчеты позволяют определить скоростной режим и режим натяжений в непрерывном раскатном стане при заданном скоростном режиме валков.
-
8. После этого определяется давление на валки и оправку в каждой из клетей стана с учетом разработанных формул, уточняющих методику [14].
-
9. Момент на валках определяется по известным зависимостям, например, представленным в работе [15]:
вторяется вплоть до последней клети непрерывного раскатного стана.
M = PR e Sin '2 ± ( T o - T 1 ) R y , (6)
где P – усилие, действующее на валок;
-
Т 0 – заднее продольное усилие;
-
Т 1 – переднее продольное усилие;
R y – радиус валка, соответствующий координате z yc (катающий радиус).
Для проверки адекватности разработанных формул, уточняющих методику расчета энергосиловых параметров процесса прокатки труб, проведено сопоставление расчетных данных с данными, полученными непосредственно на промышленном раскатном непрерывном стане. Результаты сопоставления представлены на рис. 6.
Как видно из рис. 6, уточненная методика позволяет получать более близкие к реальным значения усилия прокатки. Оставшаяся по-грещность при этом для клетей 1, 2, 3 составляет примерно 0,55 %. Первоначально разработанная методика уточнена на 6 %.
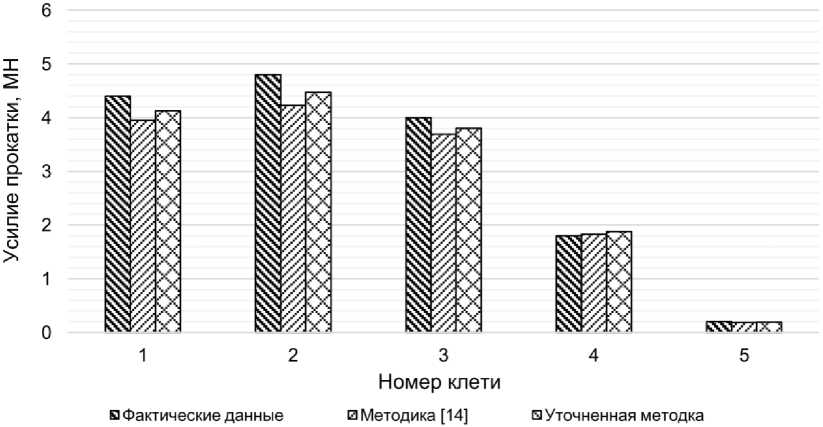
Рис. 6. Распределение усилий по клетям стана
Заключение
На основе энергостатического метода и эмпирических зависимостей разработана уточненная методика расчета энергосиловых параметров процесса непрерывной раскатки гильз в многоклетевом раскатном стане, позволяющая с высокой степенью точности определять усилие прокатки в чистовых клетях и с погрешностью менее 1 % определять усилие прокатки в черновых клетях стана.
Список литературы Влияние условий непрерывной раскатки гильз на технологические параметры процесса
- Теоретические и практические проблемы процесса раскатки гильз на современном непрерывном стане / А.В. Выдрин, Д.О. Струин, И.Н. Черных и др. - СПб.: Изд-во политехн. ун-та, 2015. - С. 72-82.
- Шкуратов, Е. А. Оптимизация процесса непрерывной раскатки гильз с целью повышения точности горячекатаных бесшовных труб: дис. ... канд. техн. наук /Е.А. Шкуратов. - Челябинск, 2017. - 166 с.
- Струин, Д.О. Совершенствование технологии продольной прокатки труб на основе создания и использования новых научно обоснованных технических решений: дис. . канд. техн. наук/Д.О. Струин. - Челябинск, 2017. - 170 с.
- Development of Structure of 3-roll Mandrel Pipe Mills and Relevant Comparative Analysis / H. Ku, G. Xiao, Y. Chang, P. Zhang // Steel Pipe. - 2015. - Vol. 44, no. 3. - P. 59-62.
- Optimization of process Equipment and production Practice of 0460 mm PQF Plant / X. Wang, W. Yang, F. Hu et al. // Steel Pipe. -2014. - Vol. 43, no. 3. - P. 49-54.
- Wu, J. Characteristics of Manufacturing Process and Equipment of 0508 mm PQF 3 Roll Mandrel Pipe Mill / J. Wu. // Steel Pipe. - 2013. -Vol. 42, no. 3. - P. 44-50.
- Optimized Design and Application of Rolls of 0258 mm PQF Mandrel Mill / X. Li, Q. Bai, X. Zhou, X. Yin. // Steel Pipe. - 2012. -Vol. 41, no. 1. - P. 64-68.
- Development of technology of PQF process for rolling Heavy-wall, Extra-sort tube / Sh. Sun, X. Guan, H. Ding, Sh. Ma. - Steel Pipe. -2016. - Vol. 45, no. 4. - P. 42-45.
- Fan, Q. Advanced technologies and equipment applied to 0159 FQM 3-roll mandrel mill plant / Q. Fan // Sichuan Metallurgy. - 2015. -Vol. 29, no. 1. - P. 19-22.
- Потапов, И.Н. Теория трубного производства / И.Н. Потапов, А.П. Коликов, В.М. Друян. - М.: Металлургия, 1991. - 424 с.
- Выдрин, А.В. Компьютерное моделирование скоростного режима непрерывной прокатки труб /А.В. Выдрин, В.В. Широков // Сталь. - 2011. - № 2. - С. 56-58.
- Технология и оборудование трубного производства / В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец, А.П. Коликов. - М. : Интермет Инжиниринг, 2007. - 560 с.
- Выдрин, В.Н. Процесс непрерывной прокатки / В.Н. Выдрин, А.С. Федосиенко, B.И. Крайнов. - М.: Металлургия, 1970. -456 с.
- Выдрин, А.В. Алгоритм расчета энергосиловых параметров процесса раскатки гильзы в непрерывном стане / А.В. Выдрин, Аль-джумаили Мохаммед Жасим Мохаммед, Е.А. Шкуратов // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. - 2019. - Т. 17, № 2. - C. 32-37.
- Коликов, А.П. Теория обработки металлов давлением / А.П. Коликов, Б.А. Ро-манцев. - М.: Издат. Дом МИСиС, 2015. -451 с.
