Влияние условий транспортировки на качество литейного кокса

Автор: Иванова Валерия Анатольевна, Шамина Екатерина Олеговна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-1 т.20, 2018 года.
Бесплатный доступ
В статье приводятся результаты исследований по установлению влияния нагрузок и влажности окружающей среды при транспортировке на качество литейного кокса. Для оценки разрушения литейного кокса в процессе транспортировки были проведены испытания, моделирующие условия транспортировки в железнодорожных вагонах литейного кокса классов крупности 40-60 мм и 60-80 мм. Исследования влияния условий окружающей среды на влажность литейного кокса проводили при условиях хранения на открытом воздухе образцов классов крупности 40-60 мм, 60-80 мм, 80 мм и более. Установлено, что на разрушение литейного кокса при транспортировке влияет зольность и прочность, причем снижение зольности и повышение прочности приводит к росту истираемости литейного кокса на 27,8 % для кокса класса крупности 40-60 мм и на 41,3 % - для кокса класса 60-80 мм. Наиболее чувствительным к изменению влажности при транспортировке является также литейный кокс класса крупности 60-80 мм - увеличение влаги в литейном коксе класса крупности 60-80 мм в среднем на 26 % больше, чем в коксе классов крупности 40-60 мм и 80 мм и более.
Литейный кокс, качество, истираемость, влажность, испытания, класс крупности
Короткий адрес: https://sciup.org/148314013
IDR: 148314013 | УДК: 621.745:65.018
Influence of conditions of transportation on quality of foundry coke
In the article results of the researches on an establishment of influence of loadings and humidity of an environment at transportation on quality of a foundry coke are presented. To assess the destruction of foundry coke during transportation, tests were performed simulating the conditions for transportation of casting coke of size fractions of 40-60 mm and 60-80 mm in railway wagons. Investigations of the influence of environmental conditions on the moisture of casting coke were carried out under conditions of storage in the open air on samples of size fractions of 40-60 mm, 60-80 mm, 80 mm and more. It has been established that the ash and strength influence its destruction during transportation of casting coke, and the decrease in ash content and the increase in strength lead to an increase in abrasion of foundry coke by 27.8% for coke of size fractions of 40-60 mm and 41.3% for coke of size fractions 60-80 mm. The most sensitive to moisture change during transportation is also foundry coke of size fractions of 60-80 mm - an increase in moisture in the foundry coke of size fractions of 60-80 mm is on average 26% higher than in coke of size fractions of 40-60 mm and 80 mm and more.
Текст научной статьи Влияние условий транспортировки на качество литейного кокса
Литейный кокс является частью шихты для плавки литейных чугунов в вагранке. От качества литейного кокса зависит химический состав и свойства чугуна, его температура на выпуске, а также энергоэффективность ваграночной плавки, определяемая расходом литейного кокса на тонну выплавленного чугуна [1-5].
Одним из этапов жизненного цикла, влияющих на качество литейного кокса, является транспортировка (рис. 1). Транспортировку кокса до потребителя осуществляют партиями (вагонами) по ГОСТ 22235-2010 [6]. На каждую партию литейного кокса изготовитель выдает сертификат качества, содержащий значения показателей качества в соответствии с требованиями ГОСТ 3340-88 [7].
При транспортировке литейного кокса до предприятия-потребителя должны сохраняться показатели качества, формируемые при производстве (рис. 2). Однако известно, что гранулометрический состав, влажность и прочность кокса не остаются неизменными от места отбора проб у поставщика до подачи его в вагранку [8-10].
Таким образом, задачей исследований являлось установление влияния нагрузок при транспортировке в вагонах и влажности окружающей среды на качество литейного кокса.
МЕТОДИКА ИССЛЕДОВАНИЙ
Для оценки разрушения литейного кокса в процессе транспортировки были проведены испытания, моделирующие условия транспортировки кокса в железнодорожных вагонах [11]. Для испытаний отбирали образцы литейного кокса классов крупности 40-60 мм (18 образцов) и 60-80 мм (11 образцов) из четырех партий, поставляемых на одно из предприятий г. Ярославля (табл. 1).
Испытания проводили на вибрационной установке на базе испытательного центра ОАО «Ярославский завод «Красный маяк»». Она включает в себя верхнюю и нижнюю плиты (рис. 3), соединенные четырьмя пружинами. На верхней плите стенда установлен электромеханический вибратор общего назначения модели ИВ-107А (рис. 3,а). На верхней крышке вибратора вмонтировано приспособление в виде закрытой коробки (рис. 3,б). Внутренняя поверхность коробки обшита резиновыми прокладками для исключения контакта образца кокса с внутренней поверхностью коробки во время испытания. Колебания по осям X, Y и Z составляли соответственно 1,50; 0,06 и 0,70 мм; действительная суммарная амплитуда колебаний вибрационной установки при проведении испытаний – 1,6 мм. Время испытания составляло 30 минут. По окончании испытания образец кокса извлекали из приспособления, очищали от коксовой пыли путем обдува сжатым воздухом и взвешивали.
Потеря массы образца литейного кокса (∆ m к, г) в процессе испытаний свидетельствовала об его способности сопротивляться разрушению при транспортировке

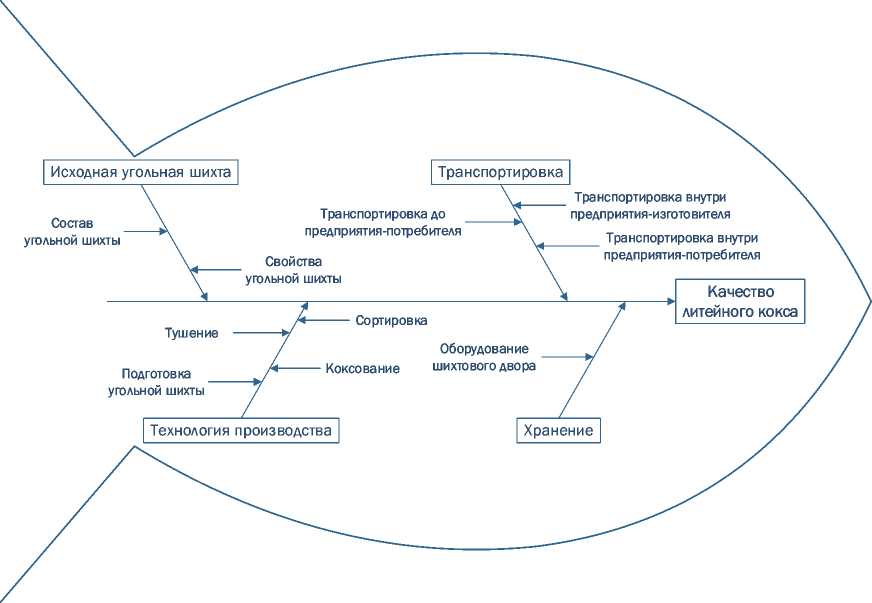
Рис. 2. Причинно-следственная диаграмма (диаграмма Исикавы)
a mK = m i к - m 2 к * (1)
где m 1к, m 2к – масса образцов кокса соответственно до и после испытаний, г.
Истираемость литейного кокса (И, %) определяли по формуле и = AmK ,i00. (2)
m i к
Для исследований влияния условий окружающей среды на влажность литейного кокса от- бирали образцы классов крупности 40-60 мм (10 образцов), 60-80 мм (13 образцов), 80 мм и более (7 образцов) пяти различных партий (табл. 2). Причем кокс 2/1-ой, 2/3-2/5-ой партий соответствовал требованиям ГОСТ 3340-88 [7], а кокс 2/2-ой партии – ТУ 0761-027-00187852-10 [14]. Для имитации условий хранения на шихтовом дворе образцы литейного кокса помещали на открытый воздух. Во время эксперимента проводили измерение массы образцов и влажности
Таблица 1. Показатели качества исследуемых образцов литейного кокса
|
Обозначение партии |
Предприятие-изготовитель |
Количество образцов |
Массовая доля влаги,% |
Зольность, % |
Массовая доля серы, S, % |
Прочность М 40 , % |
Доля кусков менее 40 мм, % |
|
1/1 |
ОАО «Кокс» |
7 |
4,8 |
12,0 |
0,48 |
73,2 |
5,9 |
|
1/2 |
ОАО «Кокс» |
7 |
5,0 |
12,0 |
0,48 |
73,2 |
5,8 |
|
1/3 |
ОАО «Кокс» |
7 |
4,5 |
11,7 |
0,44 |
73,3 |
5,9 |
|
1/4 |
ОАО «Москокс» |
8 |
4,8 |
11,6 |
0,60 |
73,8 |
5,8 |

а) б)
Рис. 3. Вибрационная установка:
а - общий вид; б - вид сверху с образцом литейного кокса
Таблица 2. Показатели качества литейного кокса
После эксперимента образцы литейного кокса нагревали в лабораторных муфельных печах модели СНОЛ 3/10 при температуре 200 °С до постоянной массы и определяли массовую долю общей влаги образцов литейного кокса товарной крупности по формуле
w = обр .
m1
m l
m - 100 ,
где Wo6p - массовая доля влаги в образце литейного кокса, %;
-
m 1 - масса образца литейного кокса до нагревания, г;
-
m 2 - масса образца литейного кокса после нагревания, г.
Учитывая, что производительность вагранки определяют расходом кокса на тонну выплавляемого чугуна (кг/т чугуна), интерес представляет масса влаги, загружаемой вместе с коксом в плавильную печь. Количество влаги, приходящейся на грамм литейного кокса, рассчитывали по формуле
m
В = ■ 1 г,
m
где В – количество влаги в грамме литейного кокса, г;
-
m 3 – масса влаги в образце литейного кокса до нагревания, г;
-
m 1 – масса образца литейного кокса после нагревания, г.
Энергозатраты ( Q , Дж) на нагрев и испарение влаги литейного кокса при плавке рассчитывали по формуле
Q = m • ( c • ( t 2 - 1 j ) + r ). (5)
где m – масса влаги, загружаемой с литейным коксом, кг;
-
c – удельная теплоемкость воды, с=4220 Дж/ кг·°С;
-
t 1 – условная начальная температура воды в литейном коксе, t1=18 °С;
-
t 2 – требуемая температура воды, t2=100 °С;
-
r – удельная теплота парообразования и конденсации воды, r=2 . 26·106 Дж/кг.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Результаты испытаний литейного кокса по определению истираемости в условиях транспортировки представлены в табл. 3.
Как видно из данных табл. 2, полученные значения истираемости кокса после испытаний согласуются с показателем прочности М40, чем выше прочность литейного кокса, тем меньше он подвергается разрушению при истирающих нагрузках. Для исключения влияния большей массы образцов кокса класса 60-80 мм при испытаниях были проведены расчеты, (табл. 4) свидетельствующие о том, что истираемость литейного кокса не зависит от массы образцов и связана с механическими свойствами вещества кокса.
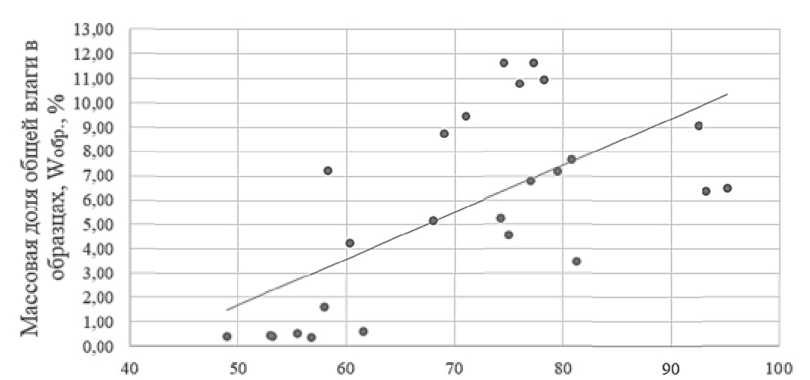
Влияние влажности окружающего воздуха на содержание влаги в литейном коксе классов крупности 40-60 мм, 60-80 мм, 80 мм и более представлено на рис. 4-6.
Влажность литейного кокса класса крупности 40-60 мм растет с большей скоростью при
Таблица 3. Средние значения истираемости литейного кокса класса крупности 40-60 мм и 60-80 мм
|
Обозначение партии кокса |
Показатель ПРОЧНОСТИ М 40 , % |
Зольность, Ad, % |
Класс крупности 40-60 мм |
Класс крупности 60-80 мм |
|
И, % |
||||
|
1/1 |
73,2 |
12,0 |
12,775 |
13,975 |
|
1/2 |
73,2 |
12,0 |
12,696 |
12,428 |
|
1/3 |
73,3 |
11,7 |
13,807 |
11,525 |
|
1/4 |
73,8 |
11,6 |
9,963 |
8,197 |
Таблица 4. Зависимость истираемости литейного кокса от массы образцов и класса крупности
|
Класс крупности в 40-60 мм |
Класс крупности 60-80 мм |
|
И= — 0,0004т2+0,0525т+10,98*; R² = 0,0136 |
И=0,0006т2 - 0,158т+21,671; R² = 0,0877 |
|
И=0,0001т2 - 0,0342т+13,964; R2 = 0,0548 |
|
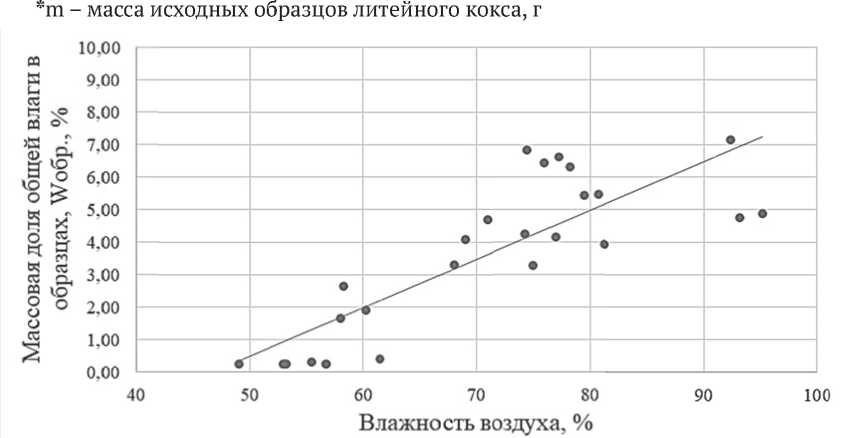
Рис. 4. Влияние влажности окружающего воздуха на массовую долю общей влаги в образцах литейного кокса класса крупности 40-60 мм
Влажность воздуха, %
Рис. 5. Влияние влажности окружающего воздуха на массовую долю общей влаги в образцах литейного кокса класса крупности 60-80 мм
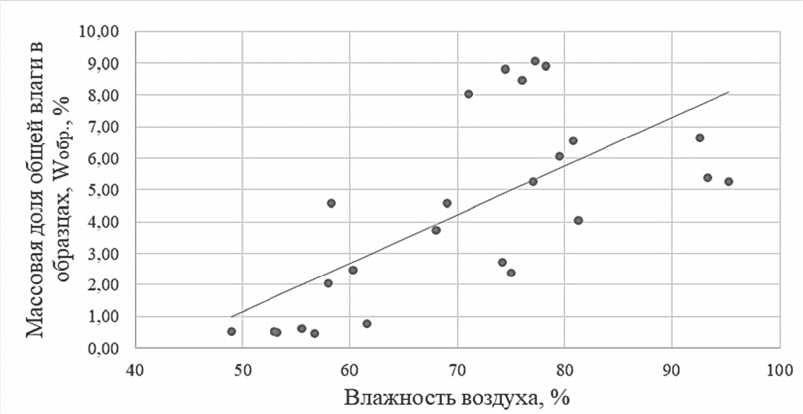
Рис. 6. Влияние влажности окружающего воздуха на массовую долю общей влаги в образцах литейного кокса класса крупности 80 мм и более
увеличении влажности окружающего воздуха в отличие от кокса классов крупности 60-80 мм и 80 мм и более (рис. 7). При увеличении влажности воздуха на 40 %, массовая доля общей влаги образцов кокса класса крупности 40-60 мм увеличивается более, чем в 24 раза, класса крупности 60-80 мм – более, чем в 17 раз, класса крупности 80 мм и более – более, чем в 10 раз. Несмотря на то, что кокс класса крупности 80 мм и более изначально имел самую большую влажность 0,46 % к 20-му дню исследования массовая доля общей влаги кокса этой крупности выросла всего в 18 раз, в то время, как для образцов крупностью 40-60 мм этот показатель вырос в 29 раз, а для образцов класса крупности 60-80 мм – в 35 раз. При этом образцы класса крупности 60-80 мм за весь период исследования имели максимальное значение массовой доли общей влаги 11,61 %. Максимальное среднее содержание влаги за весь период исследования обнаружено также для кокса класса крупности 60-80 мм (табл. 5).
Снижение влажности воздуха на 34 % (рис. 7) способствовало уменьшению влаги в коксе класса крупности 40-60 мм в 2 раза, в коксе класса крупности 60-80 мм – в 1,26 раза и в коксе класса крупности 80 мм и более – в 1,45 раза. Как видно, влажность литейного кокса резко возрастает при увеличении влажности окружающей среды, при этом уменьшение содержания влаги в литейном коксе в связи с понижением влажности окружающей среды происходит значительно медленнее.
Таким образом, при высокой влажности окружающего воздуха дополнительно в вагранку при загрузке попадает на каждые 100 кг литейного кокса крупностью 40-60 мм – до 9,04 кг влаги; для кокса для крупности 60-80 мм – до 11,61 кг, для крупности 80 мм и более – 9,05 кг. Расчетные значения энергозатрат ( Q , Дж) на нагрев и испарение такого количества влаги составят 23,56; 30,26 и 23,58 МДж соответственно для литейного кокса классов крупности 40-60 мм; 60-80 мм и 80 мм и более.
ЗАКЛЮЧЕНИЕ
Таким образом, установлено, что на разрушение при транспортировке литейного кокса влияет его зольность и прочность, причем сни-
Рис. 7. Динамика изменения количества влаги в грамме литейного кокса в зависимости от влажности окружающего воздуха
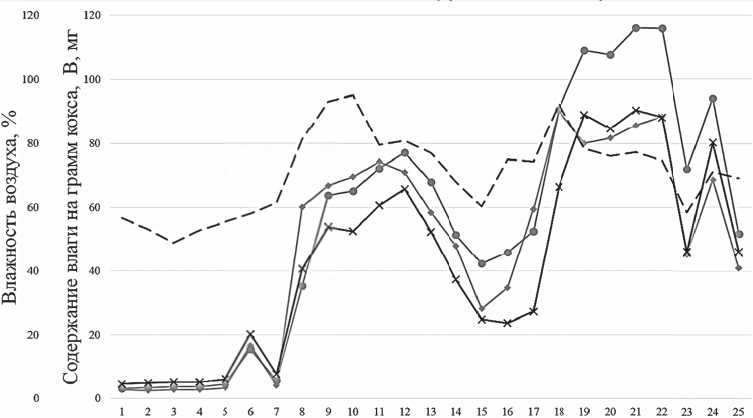
День исследования
••-Класс крупности 60-80 мм
—Влажность воздуха
-♦-Класс крупности 40-60 мм
■*Класс крупности 80 мм и более
В миллиграммах
Таблица 5. Количество влаги в грамме литейного кокса
Список литературы Влияние условий транспортировки на качество литейного кокса
- Липницкий А.М. Плавка чугуна и сплавов цветных металлов. Л.: Машиностроение, 1973. 192 с.
- Грачев В.А., Черный А.А. Современные методы плавки чугуна. Саратов: Приволжское книжное издательство, 1973. 342 с.
- Воздвиженский В.М., Грачев В.А., Юдкин А.К. Литейные сплавы и технология их плавки в машиностроении: Учеб. пособие для машиностроительных вузов по специальности «Машины и технология литейного производства». М.: Машиностроение, 1984. 432 с.
- Сухарчук Ю.С. Плавка чугуна в вагранках: Учебник для профессионального обучения рабочих на производстве. М.: Машиностроение, 1989. 176 с.
- Леви М. А., Мариенбах Л. М. Основы теории металлургических процессов и технология плавки литейных сплавов. М.: Машиностроение, 1970. 496 с.
