Влияние вариаций химического состава латуней типа ЛС59-1 на характер их расчетных равновесных фазовых диаграмм

Автор: Карева Надежда Титовна, Томилова Дарья Евгеньевна, Турянский Дмитрий Сергеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 2 т.23, 2023 года.
Бесплатный доступ
В работе приведены расчетные равновесные фазовые диаграммы многокомпонентных свинцовых латуней типа ЛС59-1, в составе которых варьировалось количество как основных компонентов (Zn, Pb), так и примесей (Fe, Al, Si и др.). Термодинамическое фазовое равновесие в сплавах Cu-Zn, составляющих основу латуни ЛС59-1, определялось с помощью базы данных FTLite и пакета термохимического программного обеспечения FactSage 8.0 (и более поздних версий), позволяющих вычислять условия для многофазного, многокомпонентного равновесия. Установлено, что в равновесном состоянии в данных сплавах присутствуют в качестве основных фаз β-, α-твердые растворы с решетками ОЦК и ГЦК соответственно, а также жидкий раствор на основе легкоплавкого свинца; причем количество β-фазы убывает, а α-фазы увеличивается с понижением температуры. Примеси частично растворяются, чаще в ОЦК-фазе. Кроме того, на их основе формируются твердые и хрупкие частицы неметаллических включений, образовавшихся ещё при кристаллизации. С увеличением содержания свинца и примесей понижается температура солидуса весьма заметно. Полученные равновесные диаграммы дают полезную информацию при анализе процессов и структуры промышленных сплавов. Так при неравновесной кристаллизации температуры конца кристаллизации понижается более существенно, что нужно учитывать при назначении режима горячей деформации. Фазовый и структурный составы изученных латуней при температуре 730 °С в равновесном состоянии и охлажденных после горячей штамповки с этой же температуры в промышленных условиях не совпадают не только количественно, но и качественно. В первом случае сплавы № 1 и 5 являются двухфазными - (α + β), остальные (№ 2, 3, 4) - однофазными с β-структурой. В готовых изделиях материал № 2 - это α-латунь, остальные сплавы - двухфазные.
Кран, латунь, химический состав, кристаллизация, равновесная фазовая диаграмма, неравновесные процессы, поры, микротрещина, примеси, свинец, включения, твердость, механическая обработка
Короткий адрес: https://sciup.org/147240902
IDR: 147240902 | УДК: 669.3 | DOI: 10.14529/met230201
Influence of variations in the chemical composition of LS59-1 type brasses on the nature of their calculated equilibrium phase diagrams
The paper presents calculated equilibrium phase diagrams of multi-component lead brasses of the LS59-1 type, in which the amount of both the main components (Zn, Pb) and impurities (Fe, Al, Si, etc.) varied. The thermodynamic phase equilibrium in Cu-Zn alloys, which form the basis of LS59-1 brass, was determined by using the FTLite database and the FactSage 8.0 (and later versions) thermochemical software package, which allows calculating conditions for multiphase, multicomponent equilibrium. It was found that in the equilibrium state in these alloys, β-, α-solid solutions with BCC and HCC lattices, respectively, as well as a liquid solution based on fusible lead are present as the main phases; moreover, the amount of β-phase decreases, and α-phases increases with decreasing temperature. The impurities are partially dissolved, more often in the BCC phase. In addition, solid and brittle particles of non-metallic inclusions formed during crystallization are formed on their basis. With an increase in the content of lead and impurities, the solidus temperature decreases very noticeably. The obtained equilibrium diagrams provide useful information when analyzing the processes and structure of industrial alloys. Thus, with nonequilibrium crystallization, the temperature of the end of crystallization decreases more significantly, which must be taken into account when assigning a hot deformation mode. Phase and structural compositions of the studied brasses at 730 °C in the equilibrium state and cooled after hot forging from the same temperature in industrial conditions do not coincide not only quantitatively, but also qualitatively. In the first case alloys no. 1 and 5 are two-phase - (α + β), the others (no. 2, 3, 4) are single-phase with β-structure. In the finished products the material no. 2 is α-brass, the other alloys are two-phase.
Текст научной статьи Влияние вариаций химического состава латуней типа ЛС59-1 на характер их расчетных равновесных фазовых диаграмм
Свинцовая латунь ЛС59-1 широко используется при изготовлении изделий в промышленности, в частности, для водозапорной арматуры. По структуре она может быть однофазной α- или двухфазной (α+β)-латунью в зависимости от химического состава в пределах ГОСТ 15527–2004 [1], а также от скорости охлаждения при кристаллизации и после горячей деформации в процессе изготовления деталей. Известно, что в двойной системе Сu–Zn равновесие со стороны медного угла в реальных условиях, особенно при достаточно низких температурах, достигается крайне трудно [2, 3]. В настоящее время концентрация цинка 38–39 % в двойной системе условно признана граничной. Кроме того, неизбежные дополнительные элементы (Fe, Si, Al, Sn
и др.), присутствующие в промышленных латунях, смещают линию сольвуса α-раствора в сторону меньших концентраций по цинку [4].
Исследования, выполненные на готовых изделиях из латуни ЛС59-1, химический состав которой варьировался в пределах ГОСТ 15527–2004, показали, что в некоторых из них еще до эксплуатации присутствуют микротрещины разных размеров в участках, наиболее уязвимых с точки зрения трещинообразо-вания: местах нанесения резьбы и резкого перехода от одного сечения к другому [5]. Было также установлено, что примеси Fe, Si, Sn в материале готовых кранов преимущественно растворялись в β-фазе, одновременно изменялись качественный и количественный фазовый состав сплавов и, соответственно, их твердость, а также места расположения вклю-
Таблица 1
чений свинца и неметаллических частиц. Последние нередко инициировали образование микротрещин [5, 6].
Учитывая перечисленные выше факторы, особый интерес представляет информация о температурах солидуса, фазах, их количестве и составе для конкретных композиций элементов в исследуемой латуни, особенно при температуре горячей штамповки, являющейся последней важной операцией не только с точки зрения формоизменения, но и создания структуры и, следовательно, свойств готового изделия. С этой целью в настоящей работе выполнены расчеты фазовых диаграмм в области достаточно высоких температур, когда еще реализуются условия, близкие к равновесным.
Материал и методика исследования
Расчет фазовых диаграмм осуществлялся для пяти вариантов состава свинцовой латуни типа ЛС59-1 (табл. 1), изучаемых в предыдущих работах [5, 6]
Термодинамическое фазовое равновесие в сплавах Cu–Zn, составляющих основу свинцовой латуни ЛС59-1, определялось с помощью базы данных FTLite и пакета термохимического программного обеспечения FactSage 8.0 (и более поздних версий), позволяющих вычислять условия для многофазного, многокомпонентного равновесия [7, 8].
Для каждого из 5 сплавов табл. 1 была построена диаграмма состояния на общую массу одного материала 100 г.
Результаты исследования
На рис. 1–5 приведены полученные расчетные равновесные диаграммы сплавов в координатах: масса, г (вертикальная ось) – температура, °С (горизонтальная ось), которые позволяют считать основными фазами в равновесном состоянии изученных сплавов β-фазу с решеткой ОЦК (BCC), α-фазу с ГЦК кристаллической структурой (FCC) и неметаллические включения. При этом отчетливо видно, что при понижении температуры весовые количества α- и β-составляющих меняются неодинаково: масса первой возрастает, а второй – уменьшается (рис. 1).
На этих диаграммах отмечены перпендикулярами температуры ликвидуса и горячей штамповки (730 °С), которая используется в промышленности при изготовлении корпуса крана. С изменением химического состава сплава равновесная температура конца кристаллизации понижается с 840 до 810 °С (рис. 1–5, табл. 2). Существенно изменяется и структура латуни при температуре горячей деформации: от практически однофазной β (сплавы № 2–4) до двухфазной α+β (сплавы № 1, 5). Согласно [9–11], неупорядоченная высокотемпературная β-фаза легче деформируется, а ее больше в сплаве № 5 (см. табл. 2).
Обращает на себя внимание и присутствие небольших количеств жидкой фазы от 1,35 (сплав № 5) до 2,57 г (сплав № 4), обусловленное наличием в составе последнего сплава наиболее заметного количества легкоплавкого
Химический состав исследованных сплавов, % масс.
Table 1
Element composition (% by weight) of alloys
|
Элемент |
№ сплава |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Cu-основа |
62,52 |
59,94 |
59,96 |
60,48 |
61,19 |
|
Zn |
35,03 |
37,33 |
37,32 |
34,55 |
35,51 |
|
Pb |
2,01 |
2,04 |
1,97 |
2,86 |
1,77 |
|
Fe |
0,10 |
0,20 |
0,28 |
0,45 |
0,47 |
|
Sn |
0,10 |
0,29 |
0,33 |
0,61 |
0,52 |
|
Ni |
0,06 |
0,14 |
0,08 |
0,32 |
0,39 |
|
Al |
0,06 |
004 |
0,01 |
0,40 |
0,06 |
|
Bi |
0,004 |
0,008 |
0,048 |
0,003 |
0,003 |
|
Si |
0,003 |
– |
0,003 |
0,17 |
0,042 |
|
Sb |
0,009 |
0,011 |
0,010 |
0,035 |
0,019 |
|
P |
0,005 |
0,003 |
0,004 |
0,010 |
0,007 |
|
Mn |
0,002 |
0,003 |
0,004 |
0,083 |
0,033 |
|
As |
0,1 |
0,005 |
0,007 |
0,006 |
0,007 |
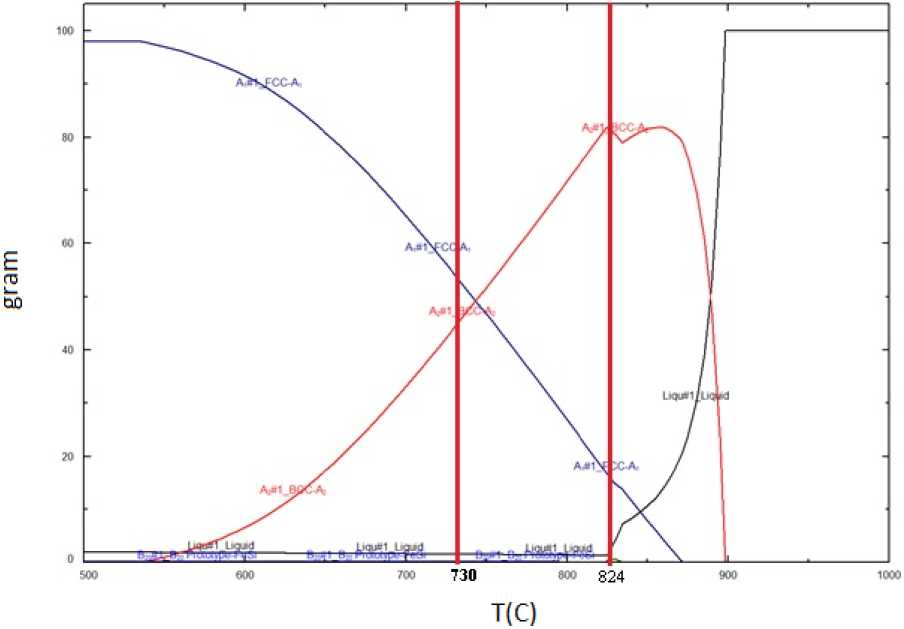
Рис. 1. Расчетная фазовая диаграмма сплава № 1
Fig. 1. Calculated phase diagram of alloy no. 1
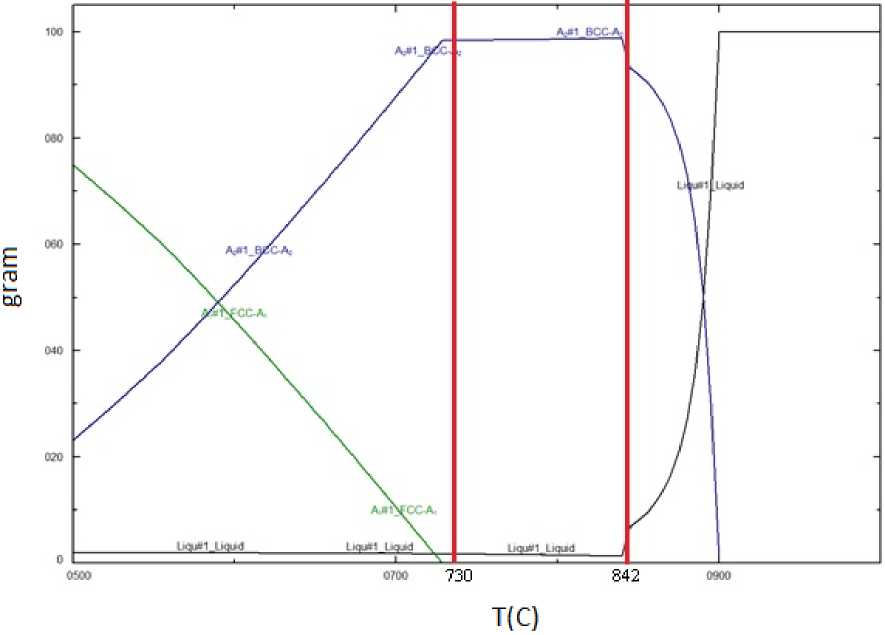
Рис. 2. Расчетная фазовая диаграмма сплава № 2
Fig. 2. Calculated phase diagram of alloy no. 2
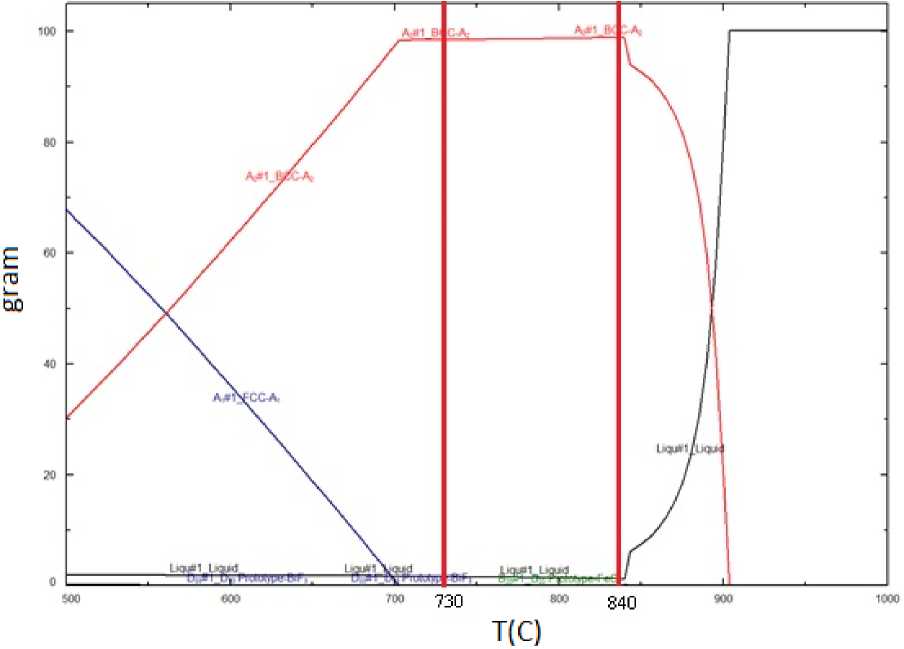
Рис. 3. Расчетная фазовая диаграмма сплава № 3
Fig. 3. Calculated phase diagram of alloy no. 3
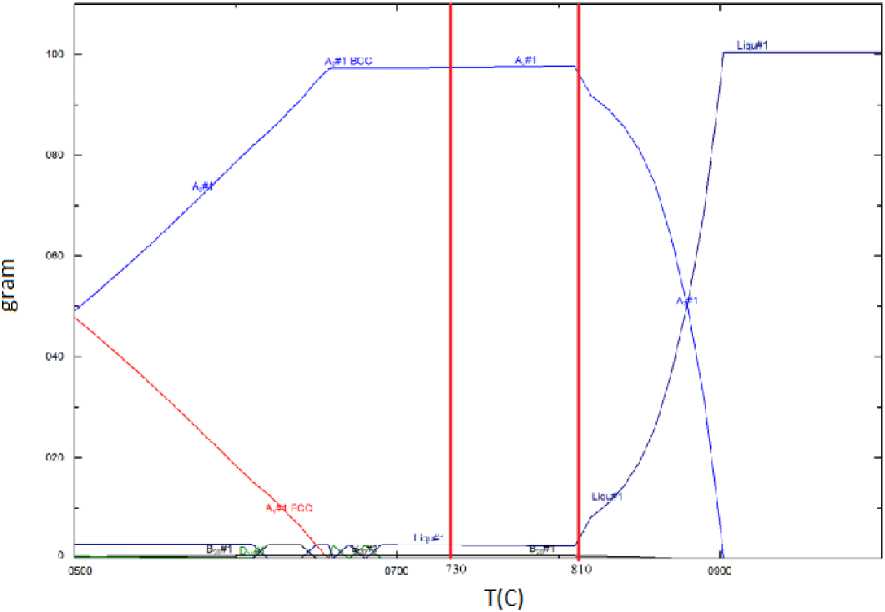
Рис. 4. Расчетная фазовая диаграмма сплава № 4
Fig. 4. Calculated phase diagram of alloy no. 4
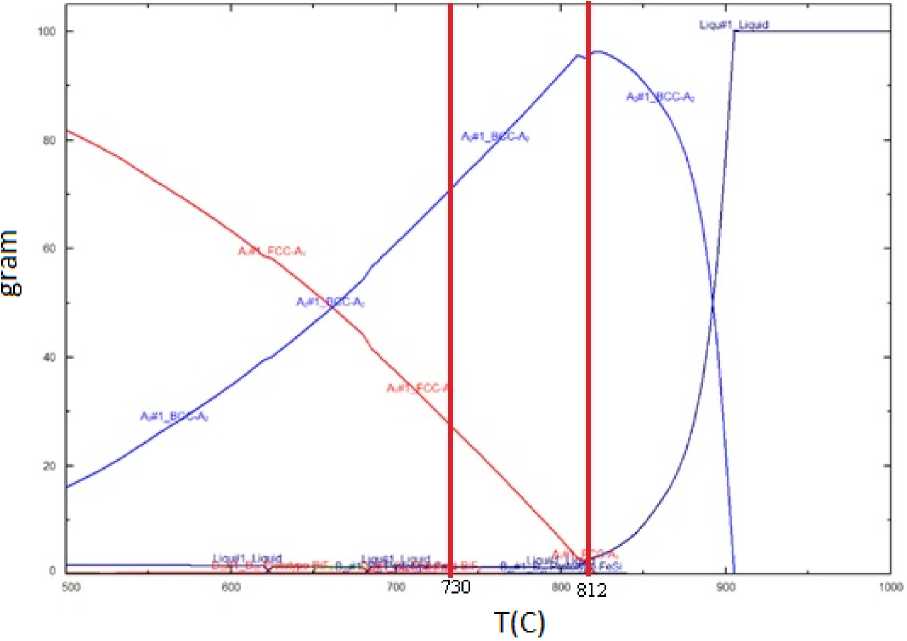
Рис. 5. Расчетная фазовая диаграмма сплава № 5
Fig. 5. Calculated phase diagram of alloy no. 5
Таблица 2
Температура солидуса и фазовый состав исследуемых сплавов при температуре 730 °С по результатам расчетных диаграмм
Solidus temperature and phase composition of the studied alloys at a temperature of 730 °С according to the results of calculation diagrams
Table 2
|
№ сплава |
Жидкая фаза, г / Pb, находящийся в жидкости, г |
ОЦК-фаза β-фаза (ВСС), г |
ГЦК-фаза α-фаза (FCC), г |
Температура конца кристаллизации, °С |
|
1 |
1,521/1,501 |
44,086 |
54,214 |
824 |
|
2 |
1,670/1,647 |
98,302 |
– |
842 |
|
3 |
1,607/1,586 |
98,446 |
– |
840 |
|
4 |
2,570/2,540 |
97,316 |
– |
810 |
|
5 |
1,347/1,324 |
69,966 |
28,400 |
812 |
Таблица 3
Состав и количество (г) интерметаллидов в исследуемых сплавах при температуре 730 °С по результатам расчетных диаграмм
Composition and amount (g) of intermetallic compounds in the investigated alloys at a temperature of 730 °С according to the results of calculation diagrams
Table 3
Сплав № 4 характеризуется и наибольшим количеством неметаллических включений типа FeSi, MnSi, MnAl (табл. 3), в формировании которых участвуют элементы примесей (Fe, Si, Mn, Al), которых больше именно в этой вариации свинцовой латуни (см. табл. 1) [6]. Интерметаллиды относятся к более тугоплавким и более хрупким образованиям в сплавах [12, 13]. Согласно проведенным расчетам, они появляются при температурах ~ 828–856 °С, что существенно выше температуры штамповки корпуса крана, и могут служить центрами образования микротрещин при горячем деформировании латуни.
Заключение
Полученные расчетные равновесные фазовые диаграммы расширяют возможности оценки влияния вариаций химического состава свинцовой латуни типа ЛС59-1 на структу-
ру и свойства материала в готовых промышленных изделиях. В равновесном состоянии при увеличении содержания свинца и примесей в составе латуни заметно (~ на 30 °С) понижается температура конца кристаллизации сплава. Ускоренная кристаллизация в промышленных условиях может сопровождаться более существенным снижением температуры солидуса. В связи с этим проблемы выбора температуры горячей деформации и соблюдения температурного режима ковки требуют особого внимания. Согласно равновесным диаграммам в структуре изученных латуней при нагреве их до 730 °С кроме β- или (α+β)-фаз присутствуют жидкий раствор на основе легкоплавкого свинца, а также частицы хрупких неметаллических включений, сформировавшихся ранее при кристаллизации, способных инициировать образование многочисленных пор и микротрещин при горячем деформировании. По результатам [6, 14], в сплаве № 4 с наиболее высоким содержанием Pb, Si, Al зафиксировано заметное количество трещин в поверхностных и приповерхностных объемах.
Список литературы Влияние вариаций химического состава латуней типа ЛС59-1 на характер их расчетных равновесных фазовых диаграмм
- ГОСТ 15527-2004. Сплавы медно-цинковые (латуни), обрабатываемые давлением. Введ. 2005-07-01. М.: ИПК Изд-во стандартов, 2004. 11 с.
- Диаграммы состояния двойных металлических систем: справ.: в 3 т. / под общ. ред. Н.П. Лякишева. М.: Машиностроение, 1997. Т. 2. 1024 с.
- Двойные и многокомпонентные системы на основе меди: справ. / М.Е. Дриц, Н.Р. Бочвар, Л.С. Гузей и др. М.: Наука. 1979. 218 с.
- Промышленные цветные металлы и сплавы: справ. / под общ. ред. А.П. Смирягина. М.: Металлургия, 1974. 488 с.
- Изучение влияния технологических условий изготовления латунных водозапорных устройств на качество готовых изделий / Д.О. Левин, А.В. Сулицин, Н.Т. Карева, Д.М. Галимов // Вестник ЮУрГУ. Серия «Металлургия». 2022. Т. 22, № 3. С. 28-47. DOI: 10.14529/met220303
- Влияние химического состава латуни типа ЛС59-1 на качество водозапорных изделий / Д.О. Левин, А.В. Сулицин, Н.Т. Карева, Д.М. Галимов // Вестник ЮУрГУ. Серия «Металлургия». 2022. Т. 22, № 4. С. 38-55. DOI: 10.14529/met220405
- Lukas H., Fries S., Sundman B. Computational Thermodynamics: The CALPHAD Method. Cambridge University Press, 2007. DOI: 10.1017/cbo9780511804137
- Zi-kui Liu, Yi Wang. Computational Thermodynamics of Materials. 2016. DOI: 10.1017/cbo9781139018265
- Цветные металлы и сплавы. Композиционные металлические материалы. Машиностроение. Энциклопедия в сорока томах. Раздел II. Материалы в машиностроении. Т. II-3 / под ред. И.Н. Фридляндера. М.: Машиностроение, 2001. 870 с.
- Мальцев М.В., Барсукова Т.А., Борин Ф.А. Металлография цветных металлов и сплавов. М.: Гос. науч.-техн. изд-во лит. по чер. и цвет. металлургии, 1960. 372 с.
- Конструкционные материалы: справ. / Б.Н. Арзамасов, И.А. Бронстрем, Н.А. Буше и др.; под общ. ред. Б.Н. Арзамасова. М.: Машиностроение, 1990. 688 с.
- Крумнакер М., Сэллер К., Пиш Г. Вторичное выделение Р-фазы в латуни // Металловедение цветных металлов и сплавов. Опыт металлургов ГДР: сб. М.: Металлургия, 1989. С. 35-42.
- Захаров А.В. Промышленные сплавы цветных металлов. М.: Металлургия, 1980. 255 с.
- Осинцев О С., Федоров В.Н. Медь и медные сплавы. Отечественные и зарубежные марки: справ. Изд. 2-е перераб. и доп. М.: Инновационное машиностроение, 2016. 360 с.
