Влияние величины заступа на процесс формирования хлопчатобумажной ткани и ее свойства

Автор: Башметов В.С., Короб А.П.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (40), 2021 года.
Бесплатный доступ
Предметом исследования является процесс выработки ткани на бесчелночном ткацком станке и ее свойства. В работе представлены результаты экспериментальных исследований влияния величины заступа на ткацком станке на условия формирования хлопчатобумажной ткани полотняного переплетения и ее показатели. Определены параметры процесса прибоя уточных нитей к опушке ткани (прибойная полоска, угол зева), показатели ткани (плотности по основе и по утку, уработка основных и уточных нитей), а также разрывные характеристики образцов ткани и извлеченных из ткани основных и уточных нитей в зависимости от величины заступа. Предложенные рекомендации по установке величины заступа позволили снизить обрывность основных нитей и уменьшить расход сырья при выработке хлопчатобумажной ткани.
Свойства, параметры, ткацкий станок, ткань, величина заступа, условия формирования
Короткий адрес: https://sciup.org/142231206
IDR: 142231206 | УДК: 677.024.83 | DOI: 10.24412/2079-7958-2021-1-32-38
Influence of the spade size on the cotton fabric forming and its properties
The experimental investigations of manufacturing conditions and cotton plain fabric properties were conducted under the production conditions of Baranovichi Cotton Production Amalgamation on the shuttleless loom STB. Influence of the spade size position of the loom main shaft on the parameters of beating - up process (beating - up stripe, shed angle), on the fabric indices (warp and weft density, weft and warp shrinkage), and also on the fabric breaking properties and the weft and warp yarns extracted from the fabric was determined. The recommendations on the spade size setting are given for reducing the warp yarns breakage and raw materials consumption during the cotton fabric production.
Текст научной статьи Влияние величины заступа на процесс формирования хлопчатобумажной ткани и ее свойства
ТКАЦКИЙ СТАНОК, ТКАНЬ, ПАРАМЕТРЫ, ВЕЛИЧИНА ЗАСТУПА, УСЛОВИЯ ФОРМИРОВАНИЯ, СВОЙСТВА
Предметом исследования является процесс выработки ткани на бесчелночном ткацком станке и ее свойства. В работе представлены результаты экспериментальных исследований влияния величины заступа на ткацком станке на условия формирования хлопчатобумажной ткани полотняного переплетения и ее показатели. Определены параметры процесса прибоя уточных нитей к опушке ткани (прибойная полоска, угол зева), показатели ткани (плотности по основе и по утку, уработка основных и уточных нитей), а также разрывные характеристики образцов ткани и извлеченных из ткани основных и уточных нитей в зависимости от величины заступа. Предложенные рекомендации по установке величины заступа позволили снизить обрывность основных нитей и уменьшить расход сырья при выработке хлопчатобумажной ткани.
LOOM, FABRIC, PARAMETERS, SPADE SIZE, FORMING CONDITIONS, PROPERTIES
The experimental investigations of manufacturing conditions and cotton plain fabric properties were conducted under the production conditions of Baranovichi Cotton Production Amalgamation on the shuttleless loom STB. Influence of the spade size position of the loom main shaft on the parameters of beating-up process (beating-up stripe, shed angle), on the fabric indices (warp and weft density, weft and warp shrinkage), and also on the fabric breaking properties and the weft and warp yarns extracted from the fabric was determined. The recommendations on the spade size setting are given for reducing the warp yarns breakage and raw materials consumption during the cotton fabric production.
Условия формирования ткани на ткацком станке, ее структура и свойства определяются многими факторами, в том числе оптимально выбранными технологическими параметрами [1–4, 11]. Одним из таких параметров является величина заступа [5–9, 12], то есть степень опережения процесса зевообразования по сравнению с процессом прибоя утка на ткацком станке по цикловой диаграмме соответствующих механиз- мов. Величину заступа можно измерять в миллиметрах – расстоянием от опушки ткани до берда в момент заступа (линейная величина заступа Зл), а также в градусах или радианах - разностью угловых положений главного вала станка в момент прибоя утка фп и в момент заступа фз (угловая величина заступа З^ = фп - фз).
Работа ткацкого станка с определенной величиной заступа обеспечивает более благопри- ятные условия взаимодействия нитей основы и утка при их прибое к опушке ткани, улучшает условия формирования элемента ткани, уменьшает степень напряженности технологического процесса, ведет к повышению качества вырабатываемых тканей и увеличению производительности.
Величину заступа на ткацком станке можно устанавливать в широких пределах в зависимости от вида вырабатываемой ткани и ее переплетения, от плотности ткани по основе и по утку, от сырьевого состава основных и уточных нитей и их линейной плотности и от других факторов путем соответствующей наладки зевообразо-вательного механизма. Для выработки тканей полотняного переплетения величину заступа делают больше, чем для выработки тканей других переплетений [3]. Для легких тканей величина заступа минимальная, для тяжелых – максимальная. В каждом конкретном случае при выработке определенной ткани величина заступа должна иметь оптимальное значение.
В работе [5] предложена методика определения возможного диапазона установки заступа, в пределах которого сохраняются требуемые условия прокладывания уточных нитей через зев без касания с нитями основы и обеспечивается нормальный процесс формирования ткани. С учетом диапазона, рассчитанного по данной методике, в производственных условиях ОАО «БПХО» (г. Барановичи) проведены [10] экспериментальные исследования влияния величины заступа на условия формирования и свойства хлопчатобумажной ткани полотняного переплетения артикула 484. Линейная плотность основных и уточных нитей - 29 текс , плотность ткани по основе – 25,5 н/см , по утку – 21,2 н/см , поверхностная плотность ткани - 138 г/м2 .
На бесчелночном ткацком станке типа СТБ с кулачковым зевообразовательным механизмом при заправке основных нитей на четыре ремизки производилась наработка образцов ткани с различной величиной заступа в пределах от ф з = 340 о положения главного вала станка до ф з = 50 о через каждые 10 о .
При наработке образцов анализировались особенности технологического процесса образования ткани, определялось ее качество, в том числе качество получаемых кромок ткани, оценивалась обрывность основных нитей. Непосредственно на ткацком станке при различных положениях заступа фз определялась величина прибойной полоски Лп. Для этого предварительно фиксировалось угловое положение фт главного вала станка в момент начала прибоя утка (в момент касания опушки ткани зубьями берда) и далее измерялось перемещение Лп опушки ткани бердом за время прибоя, то есть за время поворота главного вала от положения фт до положения прибоя фп = 70о. В положении прибоя при крайнем переднем расположении берда определялся угол зева азп,образуемый его верхней и нижней ветвями у опушки ткани. Эти параметры процесса прибоя утка во многом определяют условия формирования элемента ткани, их зависимость от величины заступа представлена графически на рисунке 1.
Из рисунка 1 видна довольно существенная обратно пропорциональная зависимость прибойной полоски от величины заступа. В данном случае по мере увеличения заступа от 3 ^ = 20 о ( ф з = 50 о ) до 3у = 90 о ( ф з = 340 о ) прибойная полоска уменьшилась с 3,4 мм до 1,8 мм , то есть почти в два раза. С увеличением заступа угол зева а зп увеличивается, соответственно при большем заступе будет больше натяжение основных нитей к моменту прибоя утка. Это увеличение натяжения основных нитей с одновременным уменьшением прибойной полоски благоприятно отражается на условиях формирования элемента ткани и на снижении обрывности основных нитей, что особенно важно при выработке тканей повышенной плотности.
Выработанные с различной величиной заступа образцы ткани испытывались по стандартным методикам на предприятии и в ткацкой лаборатории УО «ВГТУ». Определялись физико-механические показатели самих образцов ткани, а также разрывные характеристики нитей, извлеченных из ткани. Оценивалось влияние величины заступа на плотности ткани по основе и по утку, на величину уработки основных и уточных нитей в ткани и на другие показатели.
Зависимости отдельных наиболее характерных показателей образцов ткани от величины заступа представлены на рисунке 2. Все показатели, относящиеся к основным нитям, показаны на рисунке сплошными линиями, а к уточным
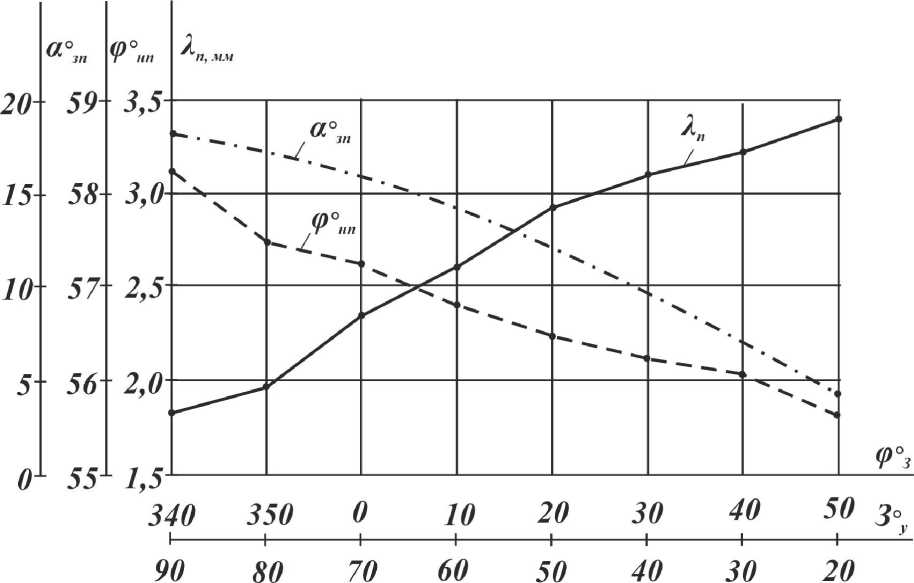
Рисунок 1 – Зависимость параметров прибоя утка от величины заступа
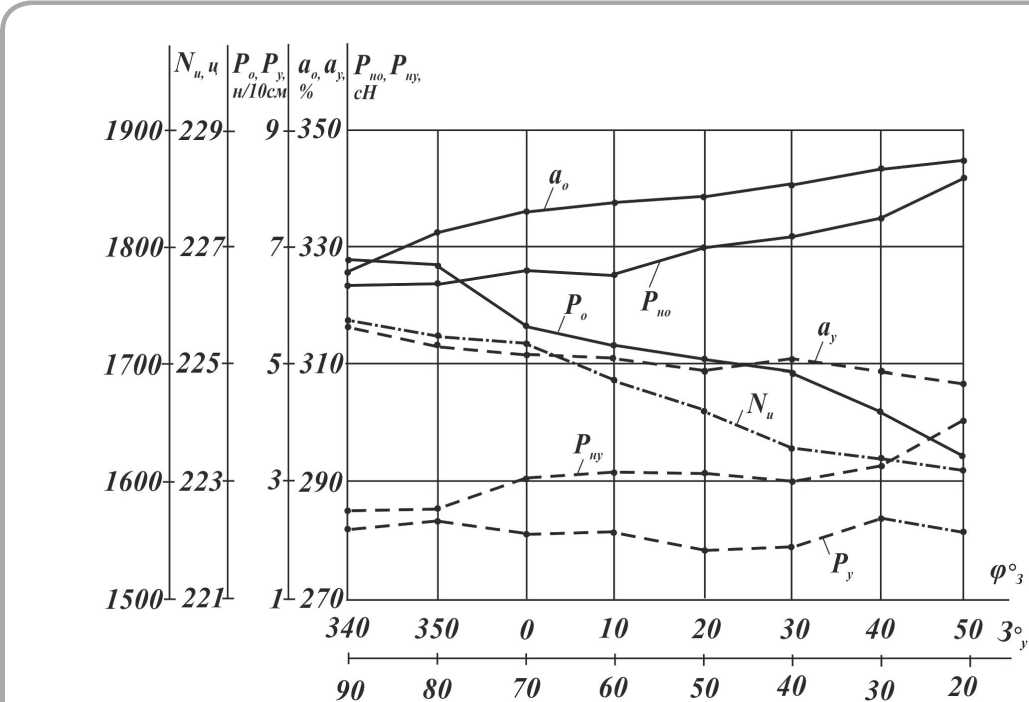
Рисунок 2 – Зависимость характеристик ткани от величины заступа нитям – штриховыми.
Из рисунка следует, что некоторые показатели образцов ткани незначительно зависят от величины заступа. Например, отклонение плотности ткани по утку Р ^ от среднего значения на всем диапазоне изменения величины заступа находилось в пределах не более ±0,4 н /10 см . Более существенное влияние величина заступа оказывает на изменение плотности ткани по основе Ро . С повышением величины заступа плотность ткани по основе увеличивается, в данном случае увеличение составило 3,2 н /10 см .
Значительное влияние величина заступа оказывает на уработку в ткани основных нитей ао и на уработку уточных нитей а ^ . Причем с увеличением заступа уработка основных нитей уменьшается, а уработка уточных нитей увеличивается. В данном случае на всем диапазоне изменения величины заступа уработка основных нитей снизилась с 8,5 % до 6,6 %, а уработка уточных нитей увеличилась с 4,7 % до 5,6 %.
Определены разрывные характеристики основных и уточных нитей, извлеченных из образцов ткани. По этим данным можно косвенно оценить степень воздействия технологического процесса ткачества на изменение свойств нитей в зависимости от величины заступа. На рисунке 2 представлены результаты определения разрывной нагрузки основных нитей Рно и разрывной нагрузки уточных нитей Рн ^ . С увеличением заступа разрывные нагрузки основных и уточных нитей снижаются, что можно объяснить более интенсивным воздействием рабочих органов ткацкого станка на нити во время прибоя при большей величине заступа. В данном случае на всем диапазоне заступа снижение разрывной нагрузки основных нитей составило 6,2 %, уточных – 5,1 %. Разрывные удлинения основных и уточных нитей, извлеченных из образцов ткани, по мере увеличения заступа изменялись незначительно.
Определение разрывных характеристик самих образцов ткани, выработанных при различной величине заступа, показало, что по мере увеличения заступа наблюдается некоторое увеличение разрывной нагрузки и, в меньшей степени, разрывного удлинения ткани по основе. Разрывные характеристики ткани по утку изменялись незначительно.
Образцы ткани подвергались также испытаниям на стойкость к истиранию. На рисунке 2 приведена зависимость числа циклов Nu истирания от величины заступа. С увеличением заступа стойкость ткани к истиранию, так же как и ее плотность по основе, повышается. На всем диапазоне заступа увеличение числа циклов истирания составило 7,3 %.
Проведенные исследования показали влияние величины заступа на бесчелночном ткацком станке типа СТБ на условия формирования и свойства хлопчатобумажной ткани полотняного переплетения. С увеличением заступа: незначительно изменяются разрывные характеристики ткани по утку, плотность ткани по утку; увеличиваются разрывные характеристики ткани по основе, плотность ткани по основе, уработка утка и стойкость ткани к истиранию; уменьшаются разрывные нагрузки извлеченных из ткани основных и уточных нитей и уработка основных нитей. С учетом комплексного анализа всех показателей, а также оценки обрывности основных нитей при наработке образцов, в качестве оптимальных для данной ткани были выбраны угловые положения главного вала станка при заступе в пределах ф з = 0 о ^ 5 о . Установка такой величины заступа на ткацком станке позволила уменьшить расход сырья и снизить обрывность основных нитей в ткачестве. Предложенные рекомендации были использованы на ОАО «БПХО» при выработке ткани артикула 484.
Список литературы Влияние величины заступа на процесс формирования хлопчатобумажной ткани и ее свойства
- Башметов, В. С. (2015), Технология и оборудование для производства тканей: пособие, Витебск, УО «ВГТУ», 249 с.
- Николаев, С. Д., Палагина, И. В., Мастраков, Р. Е. (2015), Исследование строения и свойств хлопчатобумажных тканей, Известия вузов. Технология текстильной промышленности, 2015, № 2, С. 64–69.
- Николаев, С. Д., Ковалева, О. В., Ликучева, А. А., Николаева, Н. А., Рыбаулина, И. В. (2007), Проектирование технологии тканей заданного строения, Москва, МГТУ им. А.Н. Косыгина, 180 с.
- Кожевникова, Л. В., Карева, Т. Ю. (2016), Сравнительное исследование физико-механических свойств однослойной хлопчатобумажной ткани, вырабатываемой на ткацких станках СТБ-180 и OMNIPLUS фирмы Picanol, Известия вузов. Технология текстильной промышленности, 2016, № 1, С. 71–74.
- Башметов, В. С. (2020), Определение диапазона установки величины заступа на ткацком станке, Вестник Витебского государственного технологического университета, 2020, № 2, С. 9–13.
- Макаров, В. А., Хозина, Е. Н., Лебзак, А. В. (2004), Влияние положения заступа на величину открываемого зева, Текстильная промышленность, 2004, № 4, С. 68–73.
- Брут-Бруляко, А. Б., Ерохова, М. Н. (2012), Исследование влияния величины заступа на натяжение основных нитей, Известия вузов. Технология текстильной промышленности, 2012, № 4, С. 81–84.
- Макаров, В. А., Хозина, Е. Н., Лебзак, А. В. (2004), О выборе закона движения применяемого в приводе зевообразующего механизма (ЗОМ) ткацкого станка, Известия вузов. Технология текстильной промышленности, 2004, № 6, С. 83–87.
- Черняева, О. Е., Карева, Т. Ю. (2010), Оптимизация процесса формирования ткани баллистического назначения из арамидных нитей на станке DORNIER с целью повышения ее бронезащитных свойств, Известия вузов. Технология текстильной промышленности, 2010, № 2, С. 60–63.
- Башметов, В. С., Короб, А. П., Гаврилова, М. С. (2019), Влияние величины заступа на условия формирования и свойства хлопчатобумажной ткани, Тезисы 52-й Международной научно-технической конференции преподавателей и студентов, Витебск, УО «ВГТУ», 2019, С. 234.
- Анпилогова, Н. П., Макаров, В. А. (1988), Выбор параметров наладки зевообразующих механизмов станков СТБ, Текстильная промышленность, 1988, № 12, С. 40–42.
- Гаврилов, А. Н., Хозина, Е. Н., Макаров, В. А. (2015), Взаимодействие элементов ремизки в процессе образования зева, Известия вузов. Технология текстильной промышленности, 2015, № 2 (356), С. 103–108.
