Влияния содержания в электролите гидроксида калия и метасиликата натрия на микротвердость МДО-покрытия

Автор: Логачев Владимир Николаевич
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технологии и средства технического обслуживания в сельском хозяйстве
Статья в выпуске: 1 (30), 2021 года.
Бесплатный доступ
Представлены результаты исследований влияния содержания в электролите гидроксида калия и метасиликата натрия на микротвердость покрытий, сформированных микродуговым оксидированием (МДО) на пластически деформированных алюминиевых сплавах АО3-7 и АК-7ч, из которых изготавливают втулки и корпуса шестеренных насосов типа НШ-У. Результаты экспериментальных исследований показали, что, изменяя содержание компонентов в электролите и режимы МДО, микротвердость покрытий, сформированных способом МДО на пластически деформированных сплавах, можно варьировать в широких пределах. Что дает возможность использовать данные МДО-покрытия для упрочнения рабочих поверхностей деталей из алюминиевых сплавов, которые функционируют в различных условиях. В работе подобрано оптимальное содержание компонентов электролита и режимов МДО, при котором достигается максимальная микротвердость получаемых покрытий.
Гидроксид калия, метасиликат натрия, микродуговое оксидирование, микротвердость покрытий, алюминиевый сплав, шестеренный насос
Короткий адрес: https://sciup.org/147229253
IDR: 147229253 | УДК: 621.664:669.715
Influence of potassium and sodium metasilicate in electrolyte hydrocsida on micro-hardness of MDO coating
The results of studies of the effect of the content of potassium hydroxide and sodium metasilicate in the electrolyte on the microhardness of coatings formed by microarc oxidation (MAO) on plastically deformed aluminum alloys AO3-7 and AK-7ch, from which the sleeves and casings of gear pumps of the NSh type are made. -We. The results of experimental studies have shown that by changing the content of components in the electrolyte and MAO modes, the microhardness of coatings formed by the MAO method on plastically deformed alloys can be varied within wide limits. That makes it possible to apply these coatings to harden the working surfaces of parts made of aluminum alloys, which function in different conditions. In the work, the optimal content of electrolyte components and MAO modes was selected, at which the maximum microhardness of the resulting coatings is achieved.
Текст научной статьи Влияния содержания в электролите гидроксида калия и метасиликата натрия на микротвердость МДО-покрытия
Введение. В работе представлены результаты исследований влияния содержания гидроксида калия и метасиликата натрия на микротвердость МДО-покрытий, сформированных на пластически деформированных алюминиевых сплавах АО3-7 иАК-7ч.
Основная часть. Микротвердость МДО-покрытий, зависит от количественного содержания в них прочных высокотемпературных фаз оксидов алюминия α - Al 2 O 3 и γ -Al 2 O 3 и оказывается одной из их важнейших характеристик. Увеличение концентрации КОН в составе электролите выше 3 г/л способствует уменьшению микротвердости упрочненного слоя МДО-покрытия (рисунок 1). Это связано с тем, что наличие в электролите избытка щелочи приводит к изменению состава и структуры коллоидных мицелл, которые являются исходными частицами для формирования покрытия [1, 2, 5].
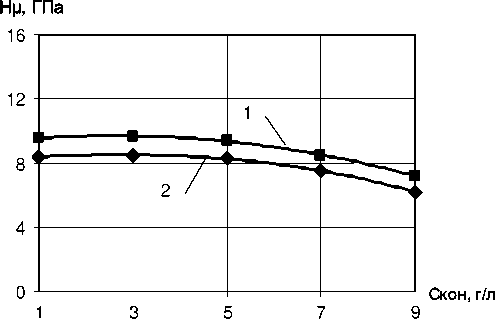
Рисунок 1 – Влияние содержания КОН в электролите на микротвердость покрытия при Д Т =25 А/дм2; Т=2 ч; СNa 2 SiO 3 =14 г/л; t=20ºC. Упрочняемый пластически деформированный сплав: 1 – АО3-7; 2 – АК7ч
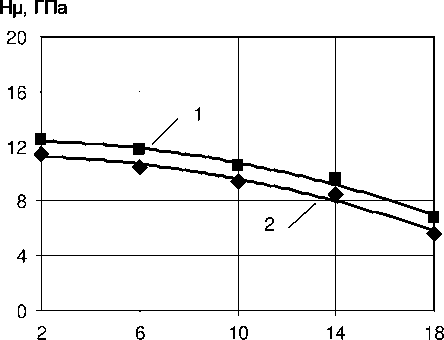
Увеличение содержания Na 2 SiO 3 в электролите способствует уменьшению микротвердости получаемого покрытия (рисунок 2). Это связано с тем, что в его структуре покрытий начинают преобладать фазы муллита 3Al 2 O 3 x2SiO 2 и оксида кремния SiO 2 , что согласуется с исследованиями других авторов [1-5].
С Na2SiO3 , г/л
Рисунок 2 – Влияние содержания Na 2 SiO 3 в электролите на микротвердость покрытия при Д Т =25 А/дм2; Т=2 ч; С КОН =3 г/л; t=20ºC. Упрочняемый пластически деформированный сплав: 1 – АО3-7; 2 – АК7ч
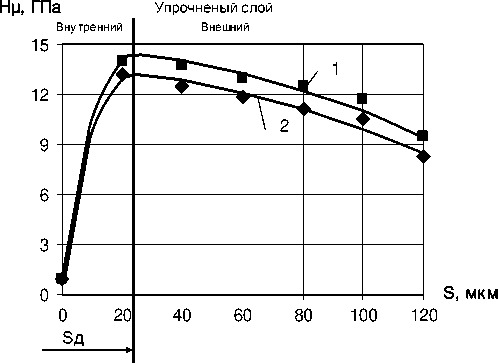
Рисунок 3 – Изменение микротвердости по толщине покрытия при Д Т =25 А/дм2; Т=2 ч; С КОН =3 г/л; СNa 2 SiO 3 =14 г/л; t=20ºC. Упрочняемый пластически деформированный сплав: 1 – АО3-7; 2 – АК7ч
Экспериментальные исследования изменения величины плотности тока на значения микротвердости МДО-покрытий не проводились, так как в научных работах некоторых авторов [1-3, 5] отмечено, что с увеличением значений плотности тока микротвердость МДО-покрытий возрастает. Однако, поднятие плотности тока при оксидировании выше 30 А/дм2 приводит к переходу процесса в дуговой режим, что приводит к порче и последующему разрушению покрытия. Поэтому нами была выбрана плотность тока 25 А/дм2, т. к. при этом значении МДО-покрытия формируются на поверхностях деталей с наибольшей скоростью и наименьшей продолжительностью.
Вид кривой изменения значений микротвердости по толщине МДО-покрытия для двух сплавов одинаков (рисунок 3) и различаются лишь абсолютными значениями. Из рисунка 3 видно, что область с наивысшими значениями Нμ находится на глубине 20…30 мкм в зоне действительного размера образца (Sд). Остальная область покрытия, около 70…80% от всей толщины, имеет микротвердость Нμ=10…12 ГПа в зависимости от марки упрочняемого пластически деформированного алюминиевого сплава. Микротвердость МДО-покрытий, полученных на режимах и составе электролита рекомендованных Коровиным А. Я., составляет 7,0…10,6 ГПа [5]. Покрытия, полученные на установленных нами рациональных режимах МДО и составе электролита, имеют большие значения микротвердости, чем покрытия, рекомендуемые в работе [5] и превосходят их на 15…30%. Причем, упрочненный слой покрытия на алюминиевом сплаве АО3-7 имеет более высокую микротвердость, чем на сплаве АК7ч, так как имеет в своем химическом составе меньший процент содержания кремния. Это, в тоже время, связано с образующимся фазовым составом покрытия, то есть, с количеством фаз α и γ - Al 2 O 3 , которые и обуславливают большие значения микротвердости МДО-покрытий [1, 3-7].
Экспериментальные исследования показали, что, меняя содержание компонентов в электролите и плотность тока, микротвердость МДО-покрытий, полученных на пластически деформированных сплавах, можно варьировать в широких пределах. Что дает возможность использовать данные МДО-покрытия для упрочнения изношенных поверхностей деталей из алюминиевых сплавов, которые работают в различных условиях и сопряжениях.
Вывод. Проведенные исследования позволили установить рациональные режимы МДО и состав электролита для оксидирования пластически деформированных литейных и антифрикционных алюминиевых сплавов следующие: плотность тока – 25 А/дм2, продолжительность оксидирования – 2 ч, температура электролита – 20ºС, КОН – 3 г/л; Na 2 Si0 3 – 14 г/л. Микротвердость покрытий полученных на данном режиме и составе электролит составляет на сплаве АК7ч – 10 ГПа, а на АО3-7 – 12 ГПа. Восстановление втулок и корпусов шестеренного насоса типа НШ-У пластическим деформированием с последующим упрочнением микродуговым оксидированием позволит в 2,0…2,5 раза увеличить ресурс отремонтированных шестеренных насосов по сравнению с новыми изделиями.
Список литературы Влияния содержания в электролите гидроксида калия и метасиликата натрия на микротвердость МДО-покрытия
- Восстановление и упрочнение деталей из алюминиевых сплавов микродуговым оксидированием: учеб. пособие / А.Н. Новиков, А.Н. Батищев, Ю.А. Кузнецов. А.В. Коломейченко. Орёл: ОрёлГАУ, 2001. - 99 с.
- Восстановление деталей транспорта пластическим деформированием с упрочнением плазменным электролитическим оксидированием / Логачев В.Н., Алмосов А.С. // Мир транспорта и технологических машин. 2016. № 4 (55). С. 3-8.
- Комбинированный способ упрочнения и восстановления деталей механохимическим оксидированием с комбинированно статико-импульсной обработкой / Макаров И.Д., Кузнецов Ю.А., Селеменев М.Ф., Яковлев Д.Д. // В сборнике: Физика и современные технологии в АПК. материалы ХI Всероссийской молодежной конференции молодых ученых, студентов и школьников с международным участием. Орел, 2020. - С. 450-454.
- Микродуговое оксидирование как способ повышения ресурса деталей машин при их производстве или восстановлении / Коломейченко А.В., Логачев В.Н., Титов Н.В., Кравченко И.Н. // Техника и оборудование для села. - 2014. - №4. - С. 30-35.
- Технология восстановления и упрочнения деталей гидравлических шестеренных насосов типа НШ-У микродуговым оксидированием: автореф. дис. … канд. техн. наук / А. Я. Коровин. - Орел: ОрёлГАУ, 2003. - 20 с.
- Технологии восстановления и упрочнения деталей сельскохозяйственной техники микродуговым оксидированием. Учебное пособие / Коломейченко А.В., Титов Н.В., Логачев В.Н., Чернышев Н.С. - Орел: Изд-во Орел ГАУ, 2013. - 131 c.
- Технологические аспекты определения температуры в металле при формировании покрытий методом гетерофазного переноса и микродугового оксидирования / Кузнецов Ю.А., Марков М.А., Кравченко И.Н., Красиков А.В., Величко С.А., Чумаков П.В., Кулаков К.В. // Электронная обработка материалов, 2021. - Т. 57. - № 1. - С. 70-74.
