Внутренние напряжения в деталях из алюминиевого сплава АК9Ч восстановленных пайкой с использованием припоя ПА-12

Автор: Чернышов Н.С.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Научно-техническое обеспечение процессов и производств в сельском хозяйстве
Статья в выпуске: 1 (1), 2014 года.
Бесплатный доступ
Статья посвящена изучению внутренних напряжений возникающих в восстановленных деталях из алюминиевых сплавов аргонодуговой наплавкой и пайкой.
Внутренние напряжения, пайка, восстановление
Короткий адрес: https://sciup.org/14769890
IDR: 14769890 | УДК: 621.83:
Текст научной статьи Внутренние напряжения в деталях из алюминиевого сплава АК9Ч восстановленных пайкой с использованием припоя ПА-12
Статья посвящена изучению внутренних напряжений возникающих в восстановленных деталях из алюминиевых сплавов аргонодуговой наплавкой и пайкой.
The article is devoted to study of internal stresses that take place in the elements from aluminium alloys restored by means of argonarc welding and soldering.
Внутренние напряжения оказывают значительное влияние на эксплуатационные свойства деталей. Установлено, что внутренние напряжения растягивающего типа резко снижают усталостные характеристики деталей, а сжимающие, наоборот, увеличивают [1].
Крышки водяного насоса двигателя ЗМЗ-53 изготовлены из алюминиевого сплава АК9ч обладающего удовлетворительной коррозионной стойкостью. Агрессивные жидкости (тосол, антифриз, ионизированная вода), используемые в системе охлаждения, приводят к значительным коррозионным разрушениям поверхности под крыльчатку водяного насоса крышки распределительных шестерен двигателя ЗМЗ-53.
В ремонтном производстве известна технология восстановления поверхности под крыльчатку водяного насоса крышки распределительных шестерен двигателя ЗМЗ-53 аргонодуговой наплавкой, однако восстановленные детали характеризуются наличием значительных внутренних напряжений.
Снизить внутренние напряжения и повысить коррозионную стойкость при восстановлении можно за счет пайки при использовании припоя системы алюминий-кремний [2]
В качестве припоя использовали алюминиевый припой марки ПА-12 (ТУ 48-17228138/ОПП-020-2003), который широко применяют для пайки деталей из алюминия и алюминиевых сплавов, работающих в коррозионно-жестких условиях [2]. В качестве флюса использовали флюс ФА-40 (ТУ-4817228138/ОПП-019-2003) предназначенный для высокотемпературной пайки алюминиевыми припоями [2]. Для пайки образцов использовали установку сварочную водородно-кислородную Энергия 1,5 [3].
Исследования внутренних напряжений проводили на новой, восстановленной пайкой и аргонодуговой наплавкой поверхности под крыльчатку водяного насоса крышки распределительных шестерен двигателя ЗМЗ-53.
Определение внутренних напряжений проводили на портативном рентгеновском дифрактометре ДРП-3 (рисунок 1).

Рисунок 1 - Общий вид дифрактометра ДРП-3
Рентгеновский дифракционный метод является единственным прямым методом определения внутренних напряжений.
Точность определения положения пика (угла дифракции) составляет 0,01 градуса/канал, 190 каналов/градус. Точность определения значений остаточных напряжений составляет 1...10%зависимости от исследуемого материала изделия. Все вышеуказанные факторы приводят к изменению межплоскостных расстояний d, что приводит к изменению угла дифракции Θ (угол между падающим лучом и атомной плоскостью (hkl). Поэтому о наличии напряжений в материале детали можно судить по смещению максимума дифракционной линии (пика) (рисунки 2, 3,
-
4) . Чем ниже интенсивность (I) дифрагированного излучения на графике в определенных точках, тем меньше в конечном итоге

Рисунок 2 - Дифрактограмма исходного металла
I ,
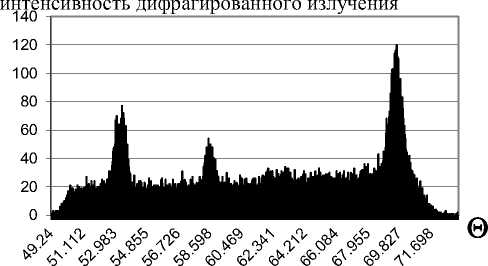
Рисунок 3
-
аргонодуговой сваркой
Дифрактограмма металла, наплавленного
-
I, интенсивность дифрагированного излучения
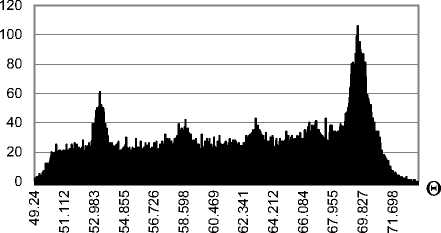
Рисунок 4 - Дифрактограмма напаянного металла
Проведенные исследования показали, что в исходном металле детали присутствуют сжимающие напряжения, равные 135 МПа. В напаянном припое ПА-12 сжимающие напряжения уменьшаются и составляют не более 42 МПа. В наплавленном аргонодуговой наплавкой металле появляются растягивающие напряжения, равные 45МПа (рисунок 5). Различие внутренних напряжений в металле нанесенными различными способами, можно объяснить различными температурами нагрева последнего, которые при высокотемпературной пайке составляют 580...590 0 С, а при аргонодуговой наплавке 850.. .900 ° С.
МПа 60
-
-200 1
-40
-60
-80
-100
-120
-140
-160
Рисунок 5 - Сравнительная диаграмма внутренних напряжений: 1 - исходный металл; 2 - напаянный металл; 3-наплавленный металл.
Список литературы Внутренние напряжения в деталях из алюминиевого сплава АК9Ч восстановленных пайкой с использованием припоя ПА-12
- Талыпов, Г. Б. Сварочные деформации и напряжения /Г. Б. Талыпов. -Л: Машиностроение, 1973. -280с.
- Справочник по пайке /под ред. И. Е. Петрунина. -3-е. изд., перераб. и доп. М.: Машиностроение, 2003. -480 с.
- Установка сварочная водородно-кислородная Энергия-1,5 УХЛ4: паспорт. -Белгород, 1986. -20 с.
