Восстановление посадочных мест подшипников качения электроискровой обработкой

Автор: Нестеров С.А.
Журнал: Научный журнал молодых ученых @young-scientists-journal
Рубрика: Технические науки
Статья в выпуске: 1 (8), 2017 года.
Бесплатный доступ
В работе описана технология восстановления посадочных мест подшипников качения электроискровой обработкой (ЭИО) с последующей механической обработкой. Произведен выбор рационального времени электроискровой обработки.
Посадочное место под подшипник, износ, электроискровая обработка, электроискровое покрытие
Короткий адрес: https://sciup.org/14769856
IDR: 14769856 | УДК: 62-233.28:621.9
Текст научной статьи Восстановление посадочных мест подшипников качения электроискровой обработкой
Введение. В настоящее время в современных автомобилях используют множество подшипников качения. Одним из часто встречаемых дефектов подшипникового узла, является изнашивание посадочного места подшипника. Оно происходит по причине проворачивания верхней обоймы подшипника в корпусе. Устранить этот дефект возможно, с помощью специальных восстанавливающих покрытий. Восстановление дорогих корпусных деталей является экономически целесообразным технологическим решением, позволяющим экономить средства при ремонте автомобилей. Одним из перспективных методов создания восстанавливающих покрытий на рабочих поверхностях деталей машин, в значительной мере лишённым многих недостатков и получающим в последнее время все более широкое распространение, является ЭИО. Подробную информацию о процессе ЭИО можно найти в работах [1-20]. При условии прямой экономической необходимости восстановления посадочных мест подшипников, ЭИО является наилучшим методом восстановления в условиях мелких ремонтных производств [9, 10]. Этот метод позволит экономить значительные материальные ресурсы организациям эксплуатирующим автомобили различных марок. В результате ЭИО возможно получить покрытие от 5 до 500 мкм. Высокая твердость и сцепляемость покрытий, позволяют считать ЭИО одним перспективных способов восстановления посадочных мест под подшипник.
Цель работы – разработать технологический процесс восстановления ЭИО для посадочных мест под подшипник.
Материалы, методы и результаты исследований. По методике представленной в работе [19] был проведен выбор рационального времени обработки посадочного места под подшипник стакана среднего моста автомобиля МАЗ 6303. Износостойкое электроискровое покрытие наносилось установкой марки БИГ-4 на режиме № 4 с коэффициентом энергии 0,8. Материал электрода для нанесения электроискровых покрытие выбирали по результатам испытаний на износостойкость [9, 10, 21, 22]. Эти испытания показывают, что для восстановлении деталей машин, не влияющих на износ других деталей и деталей, эксплуатация которых проходит в среде свободного абразива, рекомендуется использовать электроискровое покрытие из сплава ВК6 – ОМ, имеющее высокий коэффициент запаса износостойкости Кзап.изн.=3,11, низкую скорость изнашивания (W=7,2∙10-8 г/с). Соединение «корпус – верхняя обойма подшипника» является неподвижным, поэтому в ручном режиме работы установки на стальной корпус подшипника наносили электроискровое покрытие электродом из сплава ВК6 – ОМ (рис. 1).

Рисунок 1 – Нанесение электроискрового покрытия из сплава ВК6-ОМ на посадочное место подшипника качения
На рисунке 2 изображены графические зависимости влияния удельного времени t уд обработки на толщину h и сплошность С обр. ЭИП образованного электродом из сплава марки ВК6 – ОМ. За условный критерий выбора толщины, учитывая результаты исследований, примем толщину не менее 150 мкм. Этому условию соответствует участок зависимости A-G.
h, 175
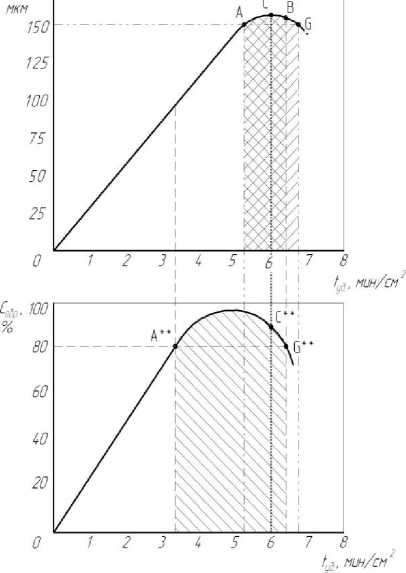
Рисунок 2 – Выбор рационального времени обработки
За условный критерий сплошности примем минимальное значение сплошности 80%, установленное путем решения различных технологических задач. Данное условие выполняется на участке зависимости A**-G**. Накладывая два критерия на зависимости видно, что для электрода из сплава ВК6 – ОМ, при обработке посадочного места подшипника, режимом №4, два условия выполняются на участке кривой А-В, которому соответствует время tуд=5…6,5 мин/см2. Для удобства в технологических процессах будем использовать значение tуд=6 мин/см2.
Технологический процесс восстановления посадочного места подшипников качения будет состоять из следующих операций: очистка; подготовка поверхности под нанесение электроискрового покрытия из сплава ВК6 – ОМ (зачистка поверхности шлифмашинкой или наждаком до удаления с поверхности окисной пленки и достижения шероховатости не более Rz 40 мкм); электроискровая обработка поверхности (режим работы установки БИГ-4 №4, t уд =6 мин/см2, коэффициент энергии 0,8, электрод из сплава ВК6 – ОМ диаметром 3,5 мм.
Вывод . Разработанная технология позволяет восстанавливать посадочные места под подшипники качения. В результате мы получаем восстановленную деталь с покрытием, имеющим сплошность 80%, с параметром шероховатости Ra 3,2 мкм.
Список литературы Восстановление посадочных мест подшипников качения электроискровой обработкой
- Коломейченко А.В., Кузнецов И.С. Теория и практика электроискрового упрочнения режущих деталей машин аморфными и нанокристаллическими сплавами: учеб. монография//Орел. Изд-во Орел ГАУ. 2015. 174. c.
- Павлов В.З., Коломейченко А.В., Кузнецов И.С. Оценочные показатели электроискровой обработки при упрочнении и восстановлении деталей: Скорость дрейфа заряженных частиц//Тракторы и сельхозмашины. 2012. №7. С. 52-54.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. О движении заряженных частиц между электродами при электроискровой обработке//Труды ГОСНИТИ. 2012. Т. 110. Ч. 2. С. 128-134.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. Определение скорости дрейфа заряженных частиц между электродами при электроискровой обработке//Мир транспорта и технологических машин. 2012. №2. С. 24-30.
- Кузнецов И.С., Павлов В.З., Коломейченко А.В. Расчет размера искровых разрядов при электроискровой обработке деталей сельскохозяйственных машин//Russian Journal of Agricultural and Socio-Economic Sciences. 2012. Т. 7. №7. С. 13-15.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. Оценка размера искровых разрядов между электродами при электроискровой обработке деталей//Труды ГОСНИТИ. 2013. Т. 112. №1. С. 75-79.
- Коломейченко А.В., Павлов В.З., Кузнецов И.С. Оценка мощности поверхностных тепловых источников, возникающих при электроискровой обработке деталей машин//Труды ГОСНИТИ. 2013. Т. 112. №2. С. 143-149.
- Коломейченко А.В., Кузнецов И.С. Структура электроискровых покрытий из аморфных и нанокристаллических сплавов//Труды ГОСНИТИ. 2014. Т. 115. С. 161-166.
- Kolomeichenko A.V., Kuznetsov I.S. Tribotechnical properties the electrospark coating of amorphous and nanocrystalline alloys based on iron//Friction and wear. 2014. Vol. 35. No. 6. Р. 501-504.
- Кузнецов И.С. Электроискровая технология упрочнения деталей режущего аппарата жаток электродами из аморфных и нанокристаллических сплавов: автореферат дис.. кандидата технических наук: 05.20.03/Мордовский государственный университет им. Н.П. Огарева. Саранск, 2013.
- Kolomeichenko A.V., Kuznetsov I.S., Kravchenko I.N. Investigation of the thickness and microhardness of electrospark coatings of amorphous and nanocrystalline alloys//Welding International. 2015. Vol. 29. No 10. P. 823-825.
- Коломейченко А.В., Кузнецов И.С., Кравченко И.Н. Исследования толщины и микротвердости электроискровых покрытий из аморфных и нанокристаллических сплавов//Сварочное производство. 2014. №10. С. 36-39.
- Коломейченко А.В., Кузнецов И.С. Упрочнение электроискровой обработкой режущих кромок зерноуборочных машин//Вестник Орловского государственного аграрного университета. 2013. Т. 40. №1. С. 187-190.
- Коломейченко А.В., Кузнецов И.С. Микротвердость электроискровых покрытий из аморфных и нанокристаллических сплавов//Труды ГОСНИТИ. 2013. Т. 113. С. 379-382.
- Ageeva E.V., Khoryakova N.M., Ageev E.V. Morphology and composition of copper electrospark powder suitable for sintering//Russian Engineering Research. 2015. Т. 35. №1. С. 33-35.
- Агеева Е.В., Хорьякова Н.М., Пикалов С.В., Агеев Е.В. состав, структура и свойства медного электроэрозионного порошка, полученного в среде керосина//Известия высших учебных заведений. Порошковая металлургия и функциональные покрытия. 2015. №4. С. 4-8.
- Аксенов Л.Б., Петров В.М., Кудряшов А.Е., Галышев А.А. Сравнительная износостойкость покрытий электроискрового легирования c применением СВС-электродов с нанодисперсными модификаторами//Металлообработка. 2010. №3. С. 15-19.
- Левашов Е.А., Погожев Ю.С., Кудряшов А.Е., Рупасов С.И., Левина В.В. Дисперсно-упрочненные наночастицами композиционные материалы на основе TiC-Ni для электроискрового легирования//Известия высших учебных заведений. Порошковая металлургия и функциональные покрытия. 2008. №2. С. 17.24.
- Николенко С.В., Пячин С.А., Бурков А.А. Формирование электроискровых покрытий из твердого сплава ВК8 с добавкой AL2O3//Известия высших учебных заведений. Цветная металлургия и функциональные покрытия. 2011. №1. С. 58-62.
- Бурумкулов Ф.Х., Сенин П.В., Величко С.А. Геометрические параметры и физико-механические свойства поверхностей, образованных при электроискровой обработке материалов в газовой среде: руководящий документ РД 10.003 -2009//Саранск: Изд-во Мордов. ун-та, 2009. 44 с.
- Основы научных исследований: учебное пособие/И.Н. Кравченко, А.В. Коломейченко, В.Н. Логачев . СПб.: Изд-во Лань, 2015. 304 с.
- Надежность технических систем. Практикум: учебное пособие/А.В. Коломейченко, Ю.А. Кузнецов, Н.В. Титов . Орел: Изд-во Орел ГАУ, 2013. 112 с.
