Восстановление втулок верхней головки шатуна двигателя ЯМЗ

Автор: Щербина Виталий Иванович, Курочкин Валентин Николаевич, Иванков Геннадий Викторович
Журнал: Вестник аграрной науки Дона @don-agrarian-science
Рубрика: Механизация и электрификация животноводства, растениеводства
Статья в выпуске: 2 (18), 2012 года.
Бесплатный доступ
Одним из путей повышения ресурса работы втулок верхней головки шатуна является восстановление их при капитальном ремонте двигателя. Существующие способы малопригодны для втулок верхней головки шатуна двигателя ЯМЗ. Предложенная в статье технология восстановления втулки позволит одновременно уменьшить внутренний диаметр отверстия и увеличить наружный контактной приваркой стальной ленты.
Втулка верхней головки шатуна, объемное пластическое деформирование, бронзирование, контактная приварка стальной ленты, восстановление деталей, капитальный ремонт деталей
Короткий адрес: https://sciup.org/140204151
IDR: 140204151 | УДК: 621.4.004.67
Restoration of the connecting-rod small ends of the YAMZ engine
One of ways of life increase of the connecting-rod small ends is their restoration at general maintenance of the engine. Available ways of restoration are of little use for the connecting-rod small ends of the YaMZ engine. The offered technology of restoration will allow to reduce at the same time internal diameter of hole and to increase external diameter by pressure contact welding with a steel tape.
Текст научной статьи Восстановление втулок верхней головки шатуна двигателя ЯМЗ
Одним из путей снижения себестоимости ремонта двигателей внутреннего сгорания является восстановление деталей. Экономическая целесообразность восстановления деталей обусловлена прежде всего возможностью повторного и неоднократного использования 65... 75% изношенных деталей. Себестоимость восстановления деталей, как правило, не превышает 15...30% стоимости новых, а расход материалов в 15...20 раз ниже, чем на их изготовление [1].
Анализ обширных литературных источников [2... 11] показывает, что вопросы разработки новых, рациональных с точки зрения ресурсосбережения и высокого качества, технологий восстановления начальных размеров деталей является серьезной далеко не реализованной научной проблемой, решающей важные народно- restoration, general maintenance.
хозяй-ственные задачи. Одними из таких узлов являются подшипники скольжения.
Большой вклад в восстановление деталей подшипников скольжения внесли В.И. Черноиванов, Ф.Х. Бурумкулов, В.М. Аскинази, Д.Г. Вадивасов, Н.И. Доценко, Н.Н. Дорожкин, В.И. Казарцев, В.М. Кряжков, И.Е. Ульман, И.И. Фрулин, А.Ф. Меркулов и др. Однако все авторы при восстановлении подшипников скольжения предлагают восстанавливать шипы валов, а втулки менять на новые или восстанавливать методом объемного пластического деформирования (осадкой) и нанесением покрытия электролитическим бронзированием [1, 2, 3, 4, 11].
Осадку (рис. 1) используют для уменьшения внутреннего диметра втулок за счет сокращения их высоты. Допускается уменьшение высоты втулок на 8... 10%.
При осадке направление действия внешней силы Р перпендикулярно к направлению деформации 5. Для сохранения формы отверстий, канавок и прорезей перед осадкой в них вставляют стальные вставки. Осадку втулок из цветных металлов производят в специальных приспособлениях гидрОавлическими прессами.
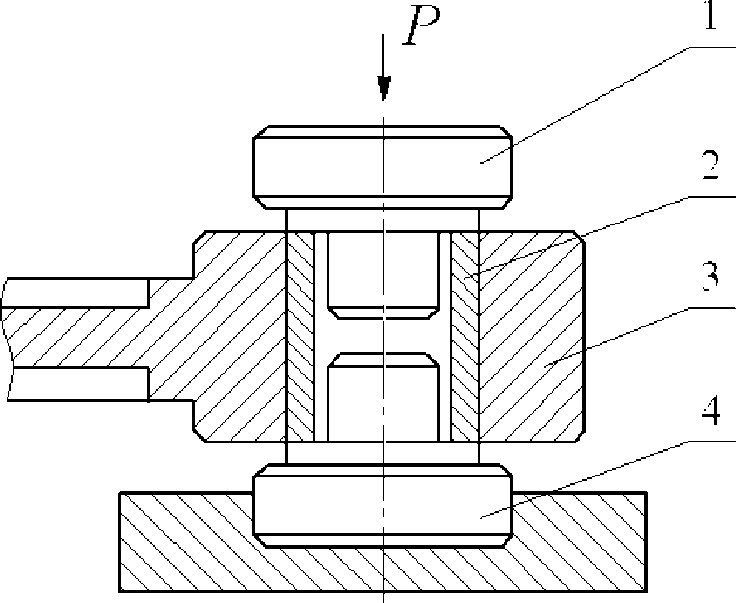
Рис. 1. Пластическое деформирование втулки верхней головки шатуна:
1,4- оправки; 2 - втулка; 3 - шатун
С учетом конструктивной особенности втулки верхней головки шатуна двигателя ЯМЗ (рис. 2) существенными недостатками данного способа восстановления являются невозможность восстанавливать втулки с большим односторонним износом, неравномерность деформации втулки при осадке, большой процент выбраковки после восстановления.
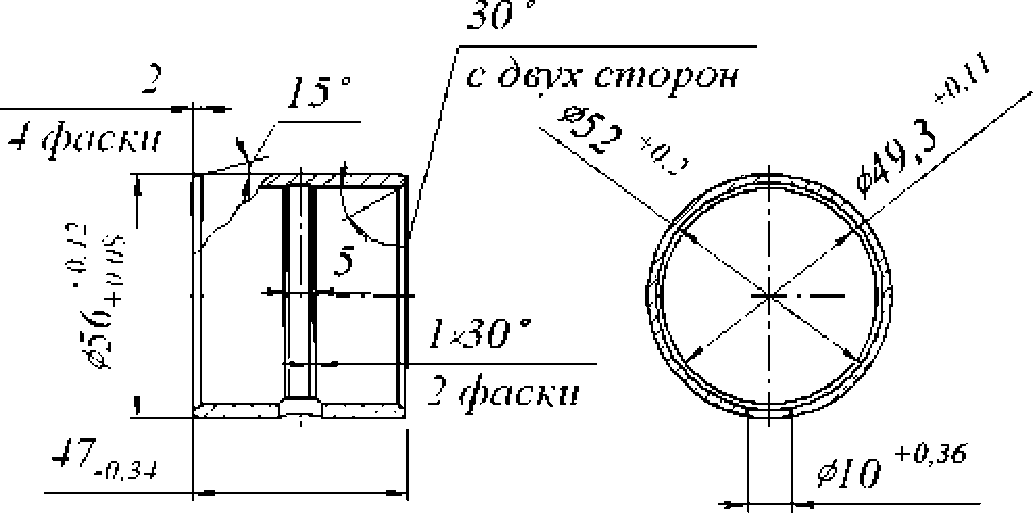
Рис. 2. Ремонтный чертеж втулки верней головки шатуна трактора ЯМЗ-240Б
Второй способ нанесения покрытия электролитическим бронзированием является энергоемким, требует предварительного обжатия втулок до размера, соответ ствующего диаметру отверстия согласно ремонтному чертежу. На наружную предварительно обезжиренную поверхность втулки наносится медное покрытие гальва- ническим способом в качестве промежуточного слоя - поверх меди наносится слой никеля.
Существенным недостатком данного способа восстановления является сложный характер катодной поляризованной кривой осаждения бронзы, что проводит к нарушению химического и фазового состава бронзового покрытия.
Для выявления актуальности восстановления выполнен анализ износного состояния внутренней поверхности втулок верней головки шатуна трактора ЯМЗ-240Б.
Полученные величины износов обработаны согласно стандартной методике с использованием программы Microsoft Excel. Опытная вероятность износов в интервалах статистического ряда представлена на рисунке 3.
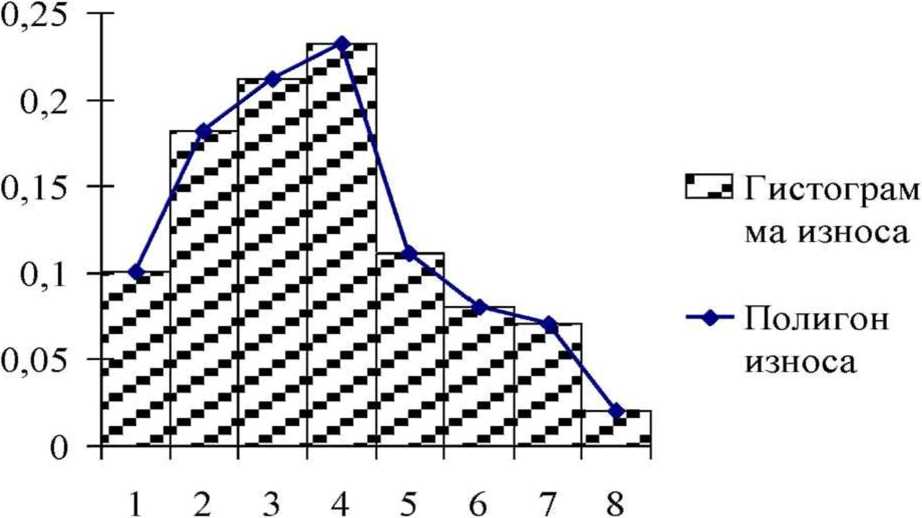
Рис. 3. Гистограмма и полигон износа отверстия втулки верхней головки шатуна двигателя ЯМЗ-240Б
Среднее значение износа внутренней поверхности втулки составило 0,045 мм, при среднеквадратичном отклонении 0,011 мм и коэффициенте вариации 0,54, относительная ошибка вычислений 9,6% при доверительной вероятности 0,9.
Выполненный анализ позволяет сделать следующий вывод, что при толщине стенки втулки 3,0 мм величина износа не превышает 0,1 мм, то есть выбраковке подлежат втулки при довольно большой толщине стенки.
Современному ремонтному производству известно большое число способов восстановления тонкостенных деталей, но вследствие низких технико-экономических показателей или технологических особенностей многие из них не получили широкого распространения. Перспективными являются электроконтактные способы приварки материалов, получившие развитие благодаря исследованиям А.В Поляченко,
Ю.В. Клименко, Р.А. Латыпова, М П. Фарх-шатова, М.З. Нафикова, П И. Бурака и других ученых. Эти способы имеют ряд преимуществ: незначительный нагрев детали; применение различных присадочных материалов; закалка металлопокрытия в процессе приварки; отсутствие необходимости в защитной среде; высокая производительность процесса. Однако в литературных источниках отсутствуют рекомендации по восстановлению деталей, изготовленных из медных сплавов. Для стальных же втулок используются операции по предварительному обжатию последних с целью уменьшения внутреннего диаметра и увеличения наружного диаметра с последующей обработкой поверхностей под номинальный размер.
Выполненный эксперимент по обоснованию возможности приварки стальной ленты на наружную поверхность втулки верхней головки шатуна двигателя ЯМЗ показал, что наилучшего качества можно добиться при приварке ленты на следую щих режимах [12, 13,14]: сила сварочного тока время импульса тока время паузы частота вращения детали сила прижатия электрода
4,3...4,8 кА;
0,08 с;
0,12 с;
3,5 мин"1;
300.. .400 Н.
Анализ конструкции сварочных клещей (рис. 4) модернизированной установки
011-1-02Н «Ремдеталь» для восстановления деталей типа вал контактной приваркой стальной ленты показал, что у клещей сила прижатия верхнего электрода больше чем у нижнего. Это связано с тем, что на привариваемую ленту со стороны верхнего ролика действует сила, равная сумме силы, определяемая по формуле (1), а со стороны нижнего - по формуле (2).
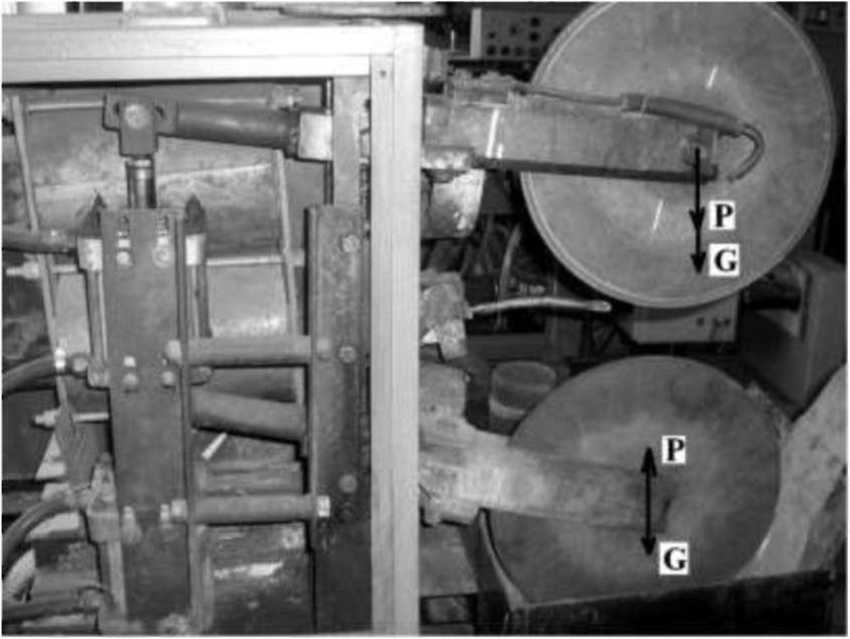
Рис. 4. Сварочные клещи
QX=P + G, (1)
У2 = Р- G, (2)
где Р - сила, действующая через рычаг со стороны штока пневмоцилиндра, Н;
G - вес роликов и часть веса рычага токоподвода, Н.
При помощи динамометрической скобы ДС-02 определены диаграммы сил, действующих на деталь со стороны токоподводов верхнего и нижнего роликов в зависимости от давления в пневмоцилиндрах (рис. 5).
Для определения деформации втулки верхней головки шатуна при различном усилии прижатия привариваемой ленты на наружную поверхность принята однороликовая схема приварки. При этом верхний ролик будет обеспечивать требуемую деформацию втулки, а нижний обеспечит со блюдение режима приварки. Деформация втулки определялась как после прокатки по ней роликов без приварки ленты, так и при одновременной приварке ленты Лн 45 толщиной 0,8 мм. В обоих случаях усилие прижатия нижнего ролика принято из условия обеспечения требуемого качества сцепляемости ленты.
Для подтверждения достоверности полученных результатов замеры Ас/ выполнялись для 15 втулок для каждого из четырех значений сил прижатия верхнего ролика. Полученные результаты обработаны по стандартной методике. Значения параметров, характеризующих достоверность полученных результатов, приведены в таблице. Кривые изменения диаметров отверстий представлены на рисунке 6.
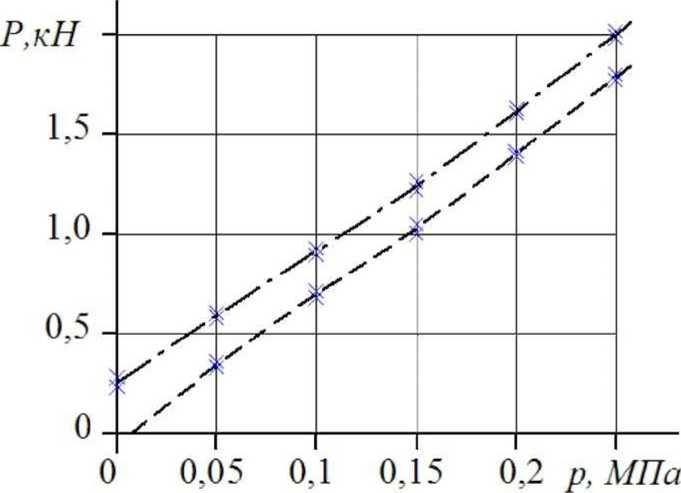
___верхний токоподвод
---- нижний токоподвод
Рис. 5. Диаграмма сил, действующих на деталь со стороны верхнего и нижнего токоподводов
Параметры, характеризующие достоверность деформации втулок при различных значениях силы прижатия верхнего ролика
|
Параметры |
Без прива |
эки ленты |
С приваркой ленты |
|||||
|
1,5 кН |
2,0 кН |
2,5 кН |
3,0 кН |
1,5 кН |
2,0 кН |
2,5 кН |
3,0 кН |
|
|
Среднее значение, мм |
— |
0,195 |
0,472 |
0,667 |
0,157 |
0,529 |
0,735 |
0,787 |
|
Среднее квадратическое отклонение, мм |
— |
0,016 |
0,024 |
0,022 |
0,020 |
0,014 |
0,017 |
0,031 |
|
Относительная ошибка, % |
— |
23,0 |
23,0 |
28,5 |
26,9 |
25,5 |
24,2 |
28,5 |
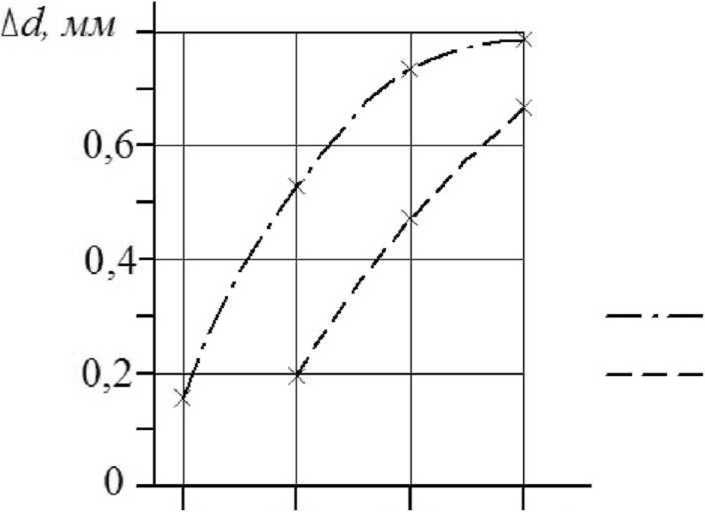
С приваркой лентыБез приварки
1,5 2.0 2,5 Л кН
Рис. 6. Кривые изменения диаметров отверстий втулок
Проведенные исследования позволяют сделать вывод, что втулки верхней головки шатуна двигателя ЯМЗ можно восстанавливать без предварительного обжатия, а требуемого внутреннего диаметра отверстия можно добиться изменением усилия прижатия верхнего ролика.
