Воздействие газоимпульсной обработки на структуру и механические свойства нормализуемых сталей

Автор: Иванов Д.А.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Диагностика и ремонт
Статья в выпуске: 3 (25), 2013 года.
Бесплатный доступ
В данной статье рассматривается использование газоимпульсной обработки для повышения эффективности термической обработки конструкционных сталей.
Термическая обработка, конструкционные стали, газоимпульсная обработка
Короткий адрес: https://sciup.org/148186092
IDR: 148186092 | УДК: 62-1/-9
Action of gas-pulse working on the structure and the mechanical properties of normalized steels
The use of gas-pulse working for the purpose of an increase in the effectiveness in the heat in the working of structural steels in this work is examined.
Текст научной статьи Воздействие газоимпульсной обработки на структуру и механические свойства нормализуемых сталей
Одной из важнейших задач современного производства, в том числе связанного с изготовлением и ремонтом бытовых машин является повышение надёжности деталей и изделий в сочетании с возможным снижением их материалоёмкости. Решение данной задачи возможно при повышении конструкционной прочности металлических материалов, применяющихся при изготовлении деталей бытовых машин, механические свойства которых в значительной степени зависят от термической обработки, являющейся в большинстве случаев завершающей стадией изготовления деталей и формирующей их окончательную внутреннюю структуру.
Однако возможности дальнейшего повышения механических свойств металлических материалов при помощи одних лишь традиционных видов термической обработки в настоящее время практически исчерпаны.
Прогресс в области производства бытовых машин и приборов тесно связан не только с созданием и освоением новых, экономичных материалов, но и с развитием и внедрением в производство новейших методов их упрочнения. Совершенствование производства, выпуск современных разнообразных машиностроительных конструкций, бытовых приборов и машин, стремление придать имеющимся материалам и изделиям оптимальные свойства стимулирует развитие новых методов воздействия на структуру металлов и сплавов, в том числе комбинированных, сочетающих традиционно применяемую упрочняющую обработку деталей с воздействием других дополнительных факторов.
Использование на практике того или иного метода упрочнения, в том числе воздействия пульсирующими газовыми потоками (газоимпульсная обработка), оправдано лишь в том случае, когда доказана эффективность используемого способа обработки, выявлены его достоинства и недостатки, очерчены рамки, в которых он действует, установлены причины, вызывающие тот или иной эффект. Всё это требует проведения широкомасштабных экспериментальных и теоретических исследований, анализа полученных результатов и выдачи соответствующих рекомендаций.
Применение газодинамических способов в качестве упрочняющих экологичных технологических процессов для деталей машиностроения остаётся одной из актуальных и малоизученных проблем материаловедения.
Известно положительное влияние на конструктивную прочность металлических материалов и изделий воздействия пульсирующими газовыми потоками – газоимпульсной обработки [1–11], в том числе при сочетании подобного воздействия с термической обработкой [1–3], [5–9], [11]. Тем не менее, существуют технологические процессы термической обработки, влияние на течение и результаты которых воздействия пульсирующих газовых потоков оставалось до недавнего времени практически неизученным.
В практике машиностроительных предприятий к среднеуглеродистым качественным сталям 30-50 в качестве окончательной термической обработки вместо улучшения зачастую применяется нормализация, когда охлаждающей средой служит спокойный воздух. Данная термическая операция предполагает нагрев из- делия до температуры полной аустенитизации с последующим охлаждением на спокойном воздухе. Такая термическая обработка менее затратна в сравнении с термоулучшением (закалка на мартенсит с последующим высоким отпуском 1,5÷2 ч.) а также позволяет избежать возникновения закалочных деформаций, трещин, значительных остаточных напряжений и применения неэкологичных закалочных сред – минеральных масел, растворов полимеров и др.
Главный недостаток нормализации в сравнении с качественно выполненным термоулучшением – несколько более низкая конструктивная прочность, обусловленная наличием карбидной фазы пластинчатой формы, оказывающей неблагоприятное влияние на значения показателей пластичности и ударной вязкости.
Прочность данных сталей можно повысить не прибегая к закалке на мартенсит. Для этого скорость охлаждения должна быть выше, чем на спокойном воздухе, но ниже критической скорости закалки.
Целью исследования являлось достижение конструкционными качественными углеродистыми и экономнолегированными сталями в результате воздействия дозвуковых пульсирующих газовых потоков более высокой конструктивной прочности по сравнению со стандартной нормализацией без применения закалки на мартенсит с последующим отпуском.
В ходе проведённых исследований спокойный воздух в качестве охлаждающей среды был заменён воздушным потоком, обладающим скоростью ~ 30 м/с и пульсирующим с частотой ~ 550 Гц. В результате скорость охлаждения в сечениях 10-20 мм выше, чем при охлаждении на спокойном воздухе, но ниже критической скорости закалки для среднеуглеродистых нелегированных сталей. Были получены экспериментальные данные, в результате механических испытаний образцов из стали 40, подвергнутой стандартной нормализации и охлаждённой со структуры аустенита пульсирующим воздушным потоком, обеспечивающим скорость охлаждения выше, чем при охлаждении на спокойном воздухе, но ниже критической скорости закалки для среднеуглеродистых нелегированных сталей. В последнем случае направление обдува совпадало с направлением статического и динамического нагружения при механических испытаниях.
В результате твёрдость и прочность благодаря более высокой скорости охлаждения при газоимпульсной обработке оказывается выше, чем в результате обычной нормализации (табл. 1).
При этом благодаря воздействию пульсаций на дислокационную структуру нагретой стали, а также их способствованию релаксации остаточных напряжений, возникающих из-за более высокой, чем на спокойном воздухе скорости охлаждения, остаются достаточно высо- кими такие показатели надёжности, как пластичность и ударная вязкость.
Сравнительно низкая частота пульсаций газового потока обеспечивает объёмный характер воздействия на дислокационную структуру изделия. Таким образом, дозвуковой пульсирующий воздушный поток может применяться при термической обработке среднеуглеродистых качественных сталей с целью получения более высокой прочности и твёрдости, чем при нормализации без использования термоулучшения.
Экономнолегированные конструкционные улучшаемые стали, такие как сталь 40Х, также зачастую вместо закалки и высокого отпуска подвергаются нормализации. Такие стали обладают меньшей в сравнении с углеродистыми сталями критической скоростью закалки, и если после нормализационного охлаждения на спокойном воздухе пластичность и ударная вязкость достаточно высокие, то в результате охлаждения воздушным потоком, имеющим скорость 30 м/с изделия сечением не более 20 мм с температуры 860°C, соответствующей структуре аустенита значения показателей пластичности и ударной вязкости оказываются слишком низкими. В связи с этим был разработан и экспериментально опробован следующий режим термической обработки: образцы из стали 40Х охлаждались с температуры 860°C на спокойном воздухе до температуры порядка 670°C, соответствующей феррито-цементитной структуре (сорбит), после чего подвергались воздействию пульсирующего воздушного потока скоростью 30 м/c и частотой 550 Гц вплоть до полного охлаждения.
То есть сравнительно быстрое охлаждение пульсирующим воздушным потоком начинается при температуре соответствующей практически полному распаду аустенита с образованием феррито-цементитной структуры и не может привести к образованию мартенсита, что избавляет от необходимости осуществлять последующий отпуск.
Направление обдува было перпендикулярно направлению статического и динамического нагружения при механических испытаниях. В результате получены более высокие значения показателей прочности, пластичности и ударной вязкости по сравнению со свойствами после нормализации (табл. 2).
В случае ударной вязкости было получено значение KCU 1,41 МДж/м2 против 1,1 МДж/м2 после нормализации.
На рис. 1 приведена гистограмма, характеризующая свойства стали 40Х после охлаждения с температуры 860 °C на спокойном воздухе (нормализации) и после охлаждения на воздухе с 860 °C до 670 °C с последующей обработкой в рабочей камере экспериментальной установки пульсирующим дозвуковым воздушным потоком, где HRC – твёрдость (безразмер-
Воздействие газоимпульсной обработки на структуру и механические свойства
ные единицы Роквелла); ψ – относительное сужение (%); δ – относительное удлинение (%); KCU – ударная вязкость (Дж/см2); σ текучести – предел текучести (МПа); σ временн. – временное сопротивление разрыву (МПа).
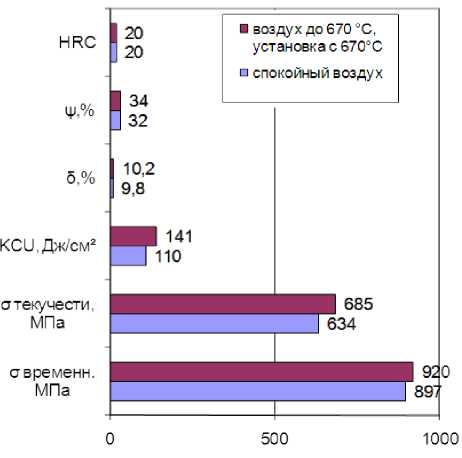
Рисунок 1. Свойства стали 40Х после охлаждения с температуры 860 °C на спокойном воздухе (нормализация) и после охлаждения на воздухе с 860 °C до 670 °C с последующей обработкой в установке пульсирующим дозвуковым воздушным потоком
Таким образом, охлаждение дозвуковым пульсирующим воздушным потоком может применяться при термической обработке конструкционных легированных улучшаемых сталей перлитного класса вместо стандартной нормализации с получением более высоких значений показателей прочности и надёжности.
В ходе oхлаждения стали существенно дозвуковым пульсирующим газовым потоком, обеспечивающим скорость охлаждения выше, чем спокойный воздух но значительно ниже критической скорости закалки, с температуры, соответствующей стандартному для данной стали нагреву при осуществлении нормализации и однофазной структуре аустенита, воздействие пульсаций давления газового потока последовательно оказывается на исходную аустенитную структуру, эвтектоидное (квазиэвтек-тоидное) аустенитно-сорбитное превращение и на окончательную сорбитную структуру.
Проведённые автором исследования показали, что газоимпульсная обработка только исходной аустенитной структуры не приводит к повышению конструктивной прочности в сравнении со стандартной нормализацией, что объясняется быстрым протеканием рекристаллизационных процессов в стали при высоких температурах, устраняющих результаты воздействия на её структуру газовых пульсаций.
Вместе с тем газоимпульсная обработка окончательной структуры, сформировавшейся после распада аустенита, в том числе при ком- нормализуемых сталей натной температуре, способна оказывать существенное положительное влияние на конструктивную прочность стали, что может быть объяснено благоприятным воздействием механических волн на положение дислокаций.
Представляет практический интерес возможность повышения конструктивной прочности путём нормализации с последующей газоимпульсной обработкой в холодном состоянии, применимой, в том числе, к готовым стальным нормализованным изделиям. В последнем случае можно ограничиться лишь обдувом пульсирующим газовым потоком при комнатной температуре.
Применение газоимпульсной обработки к готовым нормализованным изделиям без дополнительного нагрева устраняет потребность в размещения нагревательных печей вблизи установки, создающей пульсирующий газовый поток и технологические сложности, связанные с необходимостью быстрых перемещения из печи в установку и крепления там обрабатываемого изделия.
Перед исследованием была поставлена задача повысить надёжность нормализованных изделий из конструкционных качественных углеродистых и экономнолегированных сталей, не прибегая к дополнительному нагреву. Решение поставленной задачи достигается тем, что стандартно нормализованные изделия помещают в рабочую камеру, где в течение порядка 30 минут обрабатывают пульсирующим газовым потоком, обладающим скоростью от 25 до 30 м/с, частотой колебаний от 830 до 1000 Гц, импульсным воздушным давлением от 8 до 12 кПа и переменным звуковым давлением от 80 до 90 дБ при комнатной температуре.
Направление обдува совпадает с направлением нагружения при эксплуатации изделия. В качестве газа используют воздух. В результате, благодаря воздействию пульсаций на дислокационную структуру стали, а также их способствованию релаксации остаточных напряжений, повышаются значения показателей пластичности, ударной вязкости а значит и надёжности конструкционных качественных углеродистых и экономнолегированных сталей в сравнении со стандартной нормализацией.
В случае ударной вязкости было получено значение KCU 1,4 МДж/м2 против 1,15 МДж/м2 после стандартной нормализации для стали 40 и 1,13 МДж/м2 против 0,78 МДж/м2 после стандартной нормализации для стали 40Х.
Обработку пульсирующим газовым потоком по приведённым режимам также применяют к готовым нормализованным изделиям без дополнительного нагрева.
В таблице 3 представлены свойства сталей 40 и 40Х после стандартной нормализации с последующей обработкой пульсирующим газовым потоком в течение 35 минут при комнат- ной температуре. Направление обдува совпадало с направлением статического и динамического нагружения.
Таблица 1. Свойства стали 40 после охлаждения с температуры 850 °C на спокойном воздухе (нормализация) и в пульсирующем воздушном потоке
|
Охлаждающая среда |
σ 0,2 МП а |
σ В МП а |
δ % |
KCU МДж/ |
HRC МПа |
|
Охлаждение на воздухе |
332 |
531 |
31, 7 |
1,15 |
20 |
|
Охлаждение в пульсирующем воздушном потоке |
343 |
531 |
33, 4 |
1,3 |
26 |
Таблица 2. Свойства стали 40Х после нормализации и охлаждения на спокойном воздухе до 670 °C, а затем пульсирующим воздушным потоком с 670 °C
|
Охлаждающая среда |
σ В σ 0,2 |
KCU, Дж/см2 |
δ % |
ψ % |
HRC |
|
|
МПа |
||||||
|
воздух |
897 |
634 |
110 |
9,8 |
32 |
20 |
|
воздух до 670 °C, установка с 670 °C. |
920 |
685 |
141 |
10,2 |
34 |
20 |
Таблица 3. Свойства сталей 40 и 40Х после стандартной нормализации с последующей обработкой пульсирующим газовым потоком в течение 35 минут при комнатной температуре
|
обработка |
σ В , МПа |
σ 0,2 МПа |
KCU, МДж/м2 |
δ , % |
HRC |
|
Cталь 40 |
|||||
|
Нормализация |
531 |
332 |
1,15 |
31,7 |
20 |
|
Нормализация с последующей обработкой пульсирующим газовым потоком |
556 |
365 |
1,4 |
34,7 |
20 |
|
Cталь 40Х |
|||||
|
Нормализация |
1304 |
960 |
0,775 |
8,6 |
26 |
|
Нормализация с последующей обработкой пульсирующим газовым потоком |
1254 |
910 |
1,125 |
10,8 |
26 |
Из приведённых результатов следует, что дозвуковой пульсирующий воздушный поток может применяться при термической обработке конструкционных сталей с целью получения более высокой надёжности изделий, чем в после обычной нормализации.
Таким образом, без использования дополнительного нагрева получено повышение значений показателей пластичности, ударной вязкости, а значит и надёжности конструкционных качественных углеродистых и экономнолегированных сталей.
