Воздействие пульсирующего газового потока на коррозионную стойкость конструкционных сталей

Автор: Иванов Денис Анатольевич, Засухин Отто Николаевич
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Диагностика и ремонт
Статья в выпуске: 1 (31), 2015 года.
Бесплатный доступ
В данной работе представлены результаты исследования влияния обработки пульсирующим дозвуковым газовым потоком на коррозионную стойкость углеродистых и легированных конструкционных сталей в агрессивных средах.
Пульсирующий газовый поток, коррозионная стойкость, агрессивные среды, конструкционные стали
Короткий адрес: https://sciup.org/148186211
IDR: 148186211 | УДК: 62-1/-9
Action of the pulsatory gas flow on corrosion resistance of structural steels
Are in this work represented the results of investigating the influence of processing by the pulsatory subsonic gas flow on corrosion resistance of carbon and alloy structural steels in the aggressive media.
Текст научной статьи Воздействие пульсирующего газового потока на коррозионную стойкость конструкционных сталей
В процессе восстановительного ремонта зачастую приходится сталкиваться с тем, что металлические детали транспортных средств, технологических машин, бытовых приборов, другого оборудования бытового и жилищнокоммунального назначения нередко подвергаются коррозии, особенно при взаимодействии с агрессивными средами, поэтому актуальной является задача повышения их коррозионной стойкости.
Коррозия не только черных, но и многих цветных сплавов в таких средах, как кислоты и щелочи протекает достаточно интенсивно, с образованием, в зависимости от агрессивной среды, соединений металла с серой, хлором, азотом и другими химическими элементами, что сопровождается заметной потерей массы детали, ведущей к уменьшению её несущей способности, а также повышению риска пластического деформирования и разрушения в процессе передачи усилия. При этом снижается чистота поверхности металла, способствуя интенсификации дальнейшего корродирования.
Коррозионная стойкость может быть повышена не только использованием покрытий, протекторов или введением дорогостоящих легирующих добавок, но и механической обработкой.
С целью повышения коррозионной стойкости металлических конструкционных материалов на сегодняшний день применяются различные методы механической обработки. Известно, что снижение растягивающих напряжений, например, в результате обкатки роликом может приводить к повышению коррозионной стойкости металлических деталей. Схожие результаты по повышения коррозионной стойкости даёт и дробеструйная обработка, причем вне зависимости от величины и знака исходных остаточных напряжений.
Были проведены исследования влияния обработки пульсирующим дозвуковым газовым потоком (газоимпульсной обработки), ранее показавшей высокую эффективность при повышении механических свойств металлических материалов [1÷9], на коррозионную стойкость углеродистых и легированных конструкционных сталей в агрессивных средах.
Для оценки влияния газоимпульсной обработки на коррозионную стойкость среднеуглеродистых конструкционных сталей образцы из стали 40 закаливали в воде с температуры 850 ° C , после чего часть образцов подвергалась отпуску при температуре 200 ° C , в то время как остальные образцы были обработаны в течение 15 минут пульсирующим дозвуковым воздушным потоком, обладающего частотой порядка 1130 Гц .
Иванов Денис Анатольевич – кандидат технических наук, доцент, доцент кафедры «Технология конструкционных материалов и производства ракетно-космической техники», тел.: +79817640822;
Испытания на коррозионную стойкость осуществлялись путём погружения образцов в 4%-ный водный раствор НСl на 20 суток с промежуточным контролем изменения массы через 5 суток (таблица 1), сопровождающимся обновлением раствора.
В таблице 2 приведены результаты измерения потери массы образцов из стали 40 за 0 ÷ 5, 5 ÷ 10, 10 ÷ 15, 15 ÷ 20 сутки коррозионных испытаний.
Относительная потеря массы образцов за 20 суток составила 7,14% в случае газоимпульсной обработки вместо низкого отпуска после закалки и 10,03% в случае закалки с последующим низким отпуском.
Потеря массы на единицу площади за 20 суток рассчитывалась по формуле Дт = (т0 — т ! )/s, где: т 0 - масса до испытания, кг; т^ - масса после испытания, кг; s - площадь поверхности, м 2.
Здесь Дт =1,078 кг/м 2 в случае закалки с обдувом и Дт =1,495 кг/м 2 при закалке с низким отпуском.
Скорость коррозии 1 к составила 0,0539 кг/м 2х сут в случае газоимпульсной обработки и 0,0748 кг/м2хсут в случае закалки с последующим низким отпуском.
Положительное влияние газоимпульсной обработки на коррозионную стойкость образцов из стали 40 показано в таблице 3 и на рисунке 1.
Повышение коррозионной стойкости связано с более значительной, чем в случае стандартного отпускного нагрева, релаксацией растягивающих остаточных напряжений на поверхности изделий в результате обдува пульсирующим газовым потоком, а также меньшим количеством продуктов распада мартенсита (прежде всего вторичных карбидов).
Таблица 1 – Изменение массы образцов из стали 40 на 5, 10, 15 и 20-е сутки коррозионных испытаний в 4%-ном водном растворе НСI
|
Обработка |
Масса, г |
||||
|
Исходная масса |
5 сут |
10 сут |
15 сут |
20 сут |
|
|
Закалка + низкий отпуск |
26,12 |
25,02 |
24,77 |
24,12 |
23,5 |
|
Закалка + газоимпульсная обработка |
26,46 |
25,61 |
25,4 |
24,95 |
24,57 |
Потеря твёрдости закалённой стали 40 после обдува низкочастотным воздушным потоком меньше (менее 2 единиц HRC), чем после отпуска при температуре 200 градусов (2 единицы HRC и более).
Можно сделать вывод, что газоимпульсная обработка оказывает положительное влияние на механические свойства, надежность и долговечность термоупрочнённых изделий из конструкционных среднеуглеродистых сталей.
Таблица 2 – Потеря массы образцов из стали 40 за 0÷5, 5÷10, 10÷15, 15÷20 сутки коррозионных испытаний: в скобках указана суммарная потеря массы за данный промежуток времени
|
Обработка |
Потеря массы, г |
|||
|
5 сут |
10 сут |
15 сут |
20 сут |
|
|
Закалка + низкий отпуск |
1,1 |
0,25 (1,35) |
0,65 (2) |
0,62 (2,62) |
|
Закалка + газоимпульсная обработка |
0,85 |
0,21 (1,06) |
0,45 (1,51) |
0,38 (1.89) |
Таблица 3 – Потеря массы за время коррозионных испытаний образцов из стали 40
|
Обработка |
Потеря массы, г/м2 |
|||
|
5 сут |
10 сут |
15 сут |
20 сут |
|
|
Закалка + низкий отпуск |
628 |
771 |
1142 |
1495 |
|
Закалка + газоимпульсная обработка |
485 |
605 |
862 |
1078 |
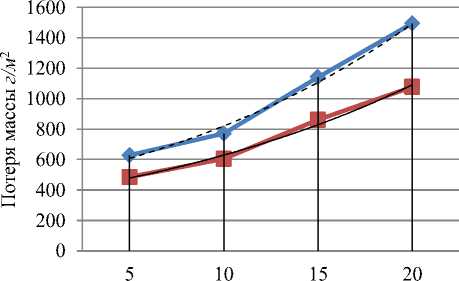
Время коррозионных испытаний, сутки Закалка + низкий отпуск
Закалка+газоимпульсная обработка
Экспоненциальная (Закалка + низкий отпуск)
Экспоненциальная (Закалка+газоимпульсная обработка)
Рисунок 1 – Влияние газоимпульсной обработки на потерю массы образцов из стали 40 при коррозионных испытаниях
В дальнейшем было проведено исследование воздействия газоимпульсной обработки на коррозионную стойкость легированных конструкционных сталей.
Среднеуглеродистые легированные конструкционные стали, такие, как сталь 40Х в высокопрочном состоянии чувствительны к коррозии под действием напряжений.
Для оценки влияния газоимпульсной обработки на коррозионную стойкость конструкционных легированных сталей в высокопрочном состоянии образцы из стали 40Х закаливали в воде с температуры 860 °C, после чего часть образцов подвергалась отпуску при температуре 200 °C, в то время как остальные образцы были обработаны в течение 15 минут пульсирующим дозвуковым воздушным потоком, обладающего частотой порядка 1130 Гц и звуковым давлением до 120 дБ. Испытания на коррозионную стойкость осуществлялись путём погружения образцов в 4%-ный водный раствор НС I на 20 суток с промежуточным контролем изменения массы через 5 суток, сопровождающимся обновлением раствора.
В таблице 4 приведены результаты измерения потери массы образцов из стали 40X за 0 ÷ 5, 5 ÷ 10, 10 ÷ 15, 15 ÷ 20 сутки коррозионных испытаний.
Относительная потеря массы образцов за 20 суток составила 2,8 % в случае газоимпульсной обработки вместо низкого отпуска после закалки и 3,5 % в случае закалки с последующим низким отпуском.
Потеря массы на единицу площади за 20 суток составила Дт = 0,2 кг/м 2 в случае закалки с последующей газоимпульсной обработкой и 0,26 кг/м 2 при закалке с низким отпуском.
Таблица 4 - Изменение массы образцов из стали 40Х на 5, 10, 15 и 20-е сутки коррозионных испытаний в 4%-ном водном растворе НСI
|
Обработка |
Масса, г |
||||
|
Исход-ная масса |
5 сут |
10 сут |
15 сут |
20 сут |
|
|
Закалка + низкий отпуск |
17,67 |
17,61 |
17,43 |
17,09 |
17,05 |
|
Закалка + газоимпульсная обработка |
17,76 |
17,72 |
17,57 |
17,28 |
17,27 |
Скорость коррозии % составила 0,01 кг/м 2х сут в случае газоимпульсной обработки и 0,013 кг/м 2х сут в случае закалки с последующим низким отпуском.
Потеря массы за время коррозионных испытаний образцов из стали 40Х с 5 по 20 сутки приведена в таблице 5 и на гистограмме (рис. 2).
Повышение коррозионной стойкости связано с более значительной, чем в случае стандартного отпускного нагрева, релаксацией растягивающих остаточных напряжений на поверхности изделий в результате обдува пульсирующим газовым потоком, а также меньшим количеством продуктов распада мартенсита (прежде всего вторичных карбидов).
Таблица 5 - Потеря массы за время коррозионных испытаний образцов из стали 40Х
|
Обработка |
Потеря массы, г/м 2 |
|||
|
5 сут |
10 сут |
15 сут |
20 сут |
|
|
Закалка + низкий отпуск |
25 |
101 |
245 |
262 |
|
Закалка + газоимпульсная обработка |
17 |
80 |
203 |
207 |
Твёрдость случае закалки с последующей газоимпульсной обработкой составила 51 HRC, а случае закалки с последующим низким отпуском – 50 HRC.
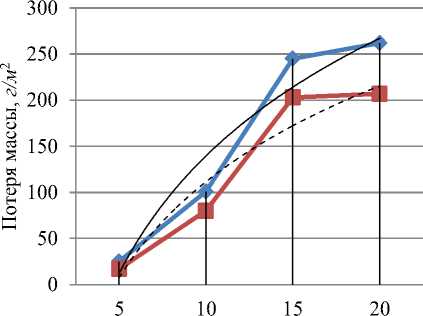
Время коррозионных испытаний, сутки
Закалка + низкий отпуск
Закалка+газоимпульс-ная обработка
Логарифмическая (Закалка + низкий отпуск)
Логарифмическая (Закалка+газоимпульс-ная обработка)
Рисунок 2 - Влияние газоимпульсной обработки на потерю массы образцов из стали 40Х при коррозионных испытаниях
Повышение коррозионной стойкости связано с тем, что газоимпульсная обработка более эффективно в сравнении с низким отпуском устраняет нежелательные растягивающие остаточные напряжения, образующиеся в результате закалки на поверхности стальных изделий, а также с их более однородной структурой, благодаря меньшему выделению карбидной фазы.
Таким образом, замена низкого отпуска газоимпульсной обработкой не только делает технологический процесс достижения легированными конструкционными сталями высокопрочного состояния более экономичным, при сохранении высоких значений показателей твёрдости и прочности и обеспечении достаточной надёжности но и оказывает положительное влияние на их коррозионную стойкость.
Также исследовалось влияние газоимпульсной обработки на коррозионную стойкость легированной конструкционной стали 12ХН, применяемую для изготовления, зубчатых колес, пальцев и других ответственных деталей бытовых машин, работающих в условиях ударных и знакопеременных нагрузок, в состоянии поставки.
Образцы из стали 12ХН цилиндрической формы диаметром d0=16 мм и высотой ^ 0 =19,6 мм были обработаны в течение 12 минут пульсирующим дозвуковым воздушным потоком, обладающего частотой порядка 2100 Гц и звуковым давлением до 140 дБ .
Испытания на коррозионную стойкость осуществлялись путём погружения образцов в 4%-ный водный раствор НСI на 15 суток с промежуточным контролем изменения массы.
На фотографии (рис. 3) показаны образцы из стали 12ХН после пребывания в 4%-м водном растворе НСI продолжительностью 15 суток в состоянии поставки и подвергнутый газоимпульсной обработке. Видно, что последний корродировал слабее.
Таблица 6 - Потеря массы образцов из стали 12ХН в состоянии поставки и подвергнутых газоимпульсной обработке за время коррозионных испытаний в 4%-ном водном растворе НСI : в скобках указана потеря массы в сравнении с непосредственно предыдущей
|
Обработка |
Потеря массы, гр. |
||
|
0 |
7 сут. |
15 сут. |
|
|
Состояние поставки |
31,03 |
30,86 (0,17) |
30,16 (0,7) |
|
Газоимпульсная обработка 12 мин. |
30,9 |
30,77 (0,13) |
30,24 (0,33) |
У образцов, подвергнутых газоимпульсной обработке, в результате пребывания в 4%-м водном растворе НС1 продолжительностью 15 суток потеря массы на 24% меньше, чем у необработанных образцов (таблица 6), что может быть объяснено релаксацией остаточных микронапряжений, присутствовавших в холоднокатаном прутке под действием механических волн, вызванных пульсациями воздушного потока, натекающего на образец и свидетельствует о эффективности применения пульсирующе- го дозвукового газового потока для повышения коррозионной стойкости легированных конструкционных сталей.
Потеря твёрдости закалённой стали 40Х после обдува низкочастотным воздушным потоком так же, как и в случае стали 40 меньше (менее 2 единиц ), чем после отпуска при температуре 200 градусов (2 единицы НRС и более).

а)
Рисунок 3 - Образцы из стали 12ХН после пребывания в 4%-м водном растворе НСI продолжительностью 15 суток : а) - состояние поставки; б) -газоимпульсная обработка
Таким образом газоимпульсная обработка способствует повышению коррозионной стойкости изделий из конструкционных сталей, в дополнение к описываемому в источниках [1^9] её положительному влиянию на механические свойства, надежность и долговечность изделий из конструкционных сталей.
Список литературы Воздействие пульсирующего газового потока на коррозионную стойкость конструкционных сталей
- Иванов Д.А. Влияние дозвукового пульсирующего водовоздушного потока на напряженное состояние сталей при термообработке//Технико-технологические проблемы сервиса. -СПб., 2007, №1, с. 97-100.
- Иванов Д.А. Повышение конструктивной прочности материалов за счет воздействия пульсирующих дозвуковых низкочастотных газовых потоков. Монография. -СПб.: Изд-во СПбГУСЭ, 2008. -123 с.
- Иванов Д.А. Закалка сталей, алюминиевых и титановых сплавов в пульсирующем дозвуковом водовоздушном потоке//Технико-технологические проблемы сервиса. -СПб., 2008, №2, с. 57-61.
- Иванов Д.А. Прокаливаемость сталей при закалке в пульсирующем дозвуковом воздушном и водовоздушном потоке//Технико-технологические проблемы сервиса. -СПб., 2010, № 11, с. 50-53.
- Иванов Д.А. Повышение конструктивной прочности металлических материалов путём их обработки нестационарными газовыми потоками без предварительного нагрева//Технико-технологические проблемы сервиса. -СПб., 2011, №4, с. 24-29.
- Иванов Д.А., Засухин О.Н. Использование газоимпульсной обработки в процессе термического упрочнения деталей бытовых машин//Технико-технологические проблемы сервиса. -СПб., 2012, № 4, с. 33-37.
- Иванов Д.А. Воздействие газоимпульсной обработки на структуру и механические свойства нормализуемых сталей//Технико-технологические проблемы сервиса. -СПб., 2013, № 3, с. 19-22.
- Булычев А.В., Иванов Д.А. Воздействие газоимпульсной обработки на структуру, свойства и напряженное состояние металлических изделий//Технология металлов. -М., 2013, № 11, с. 30-33.
- Иванов Д.А., Засухин О.Н. Повышение конструктивной прочности машиностроительных материалов в результате сочетания термической и газоимпульсной обработки//Двигателестроение. -СПб., 2012, №3, с. 12-15
