Возможности применения аддитивных технологий при восстановлении утраченных элементов в реставрации предметов из металла

Автор: Котельников П.Н., Кураков С.В., Морозов В.В.
Журнал: Художественное наследие. Исследования. Реставрация. Хранение @journal-gosniir
Статья в выпуске: 3 (7), 2023 года.
Бесплатный доступ
В статье рассказывается об опыте применения современных аддитивных технологий на примере восстановления утраченного фрагмента музейной кабинетной скульптуры. Аддитивное производство и его синоним «3D-печать» - это новые методы производства деталей, основанные не на удалении материала, как традиционные (субтрактивные) технологии (например, механической обработки), а на послойном изготовлении, «выращивании» изделия по трехмерной модели, полученной в системе автоматизированного проектирования (САПР) за счет добавления материала в виде пластиковых, керамических, металлических порошков и их связки термическим, диффузионным или клеевым методами. Особое внимание в статье уделяется вопросам о преимуществах внедрения 3D-печати в дополнение или в качестве замены обычных методов получения форм для литья утраченных элементов, и показываются технологические возможности цифровых 3Dустройств применительно к реставрации, а также для оптимизации и удешевления литейных процессов при восстановлении металлических фрагментов. Авторы провели анализ существующих материалов (пластиков и полимеров) с целью их использования как мастер-моделей для последующего точного литья по выжигаемым моделям с учетом особенностей и специфики данного способа литья. Статья рассчитана на широкий круг технических специалистов, художников-реставраторов, музейных работников, студентов и учащихся профильных учебных заведений. Предлагаемый материал публикуется впервые.
Аддитивные технологии, 3d-печать, мастер-модель, литьё по выжигаемым моделям, условия выжигания, режим нагрева формы, зольность пластик
Короткий адрес: https://sciup.org/170200481
IDR: 170200481
Possibilities of additive technologies in recovering lost elements for metal objects restoration
This article describes the experience of using modern additive technologies on the example of restoring a lost fragment for a museum cabinet sculpture. Additive manufacturing and its synonym “3D printing” are new methods for the production of parts based not on the removal of material as traditional (subtractive) technologies, for example, machining, but on layer-by-layer manufacturing, “growing” a product according to a three-dimensional model obtained in the system computer-aided design (CAD), by adding material in the form of plastic, ceramic, metal powders and their bonding by thermal, diffusion or adhesive methods. Questions about the advantages of introducing 3D printing in addition to or as a replacement for conventional methods for obtaining molds for casting lost elements are considered and the possibilities of using digital 3D devices in the restoration are shown. The authors analyzed existing materials (plastics and polymers) in order to use them as master models for subsequent casting. The article is intended for a wide range of technical specialists, art restorers, museum staff, students and pupils of specialized educational schools. The proposed material is published for the first time.
Текст научной статьи Возможности применения аддитивных технологий при восстановлении утраченных элементов в реставрации предметов из металла
При реставрации изделий декоративно-прикладного искусства из металла часто возникает необходимость восстановления деталей, утраченных в процессе бытования предмета. Одним из способов точного литья для этих целей является литьё по выплавляемым / выжигаемым моделям. Такие работы и разрабатываемая для этого технология носят единичный, разовый характер. В последующем данную технологическую оснастку можно использовать повторно крайне редко, и она отправляется на хранение, где эти объекты накапливаются, лежат годами и «ждут своего часа». Использование современных аддитивных технологий может значительно сократить время и затраты на традиционный процесс литья по выплавляемым / выжигаемым моделям, напечатав с помощью воска, пластика или полимеров мастер-модель, а затем использовать ее как разовую выплавляемую / выжигаемую «восковку». С учетом современных технологических наработок воск как материал модели вытесняется пластиком или полимером1.
На графике ( ил. 1 ) хорошо видно, что базовая или начальная стоимость изготовления модели в традиционном производстве существенно выше (в 3–4 раза), чем при применении аддитивных технологий печати модели. Поэтому при небольших партиях или единичном изготовлении моделей рекомендуем обратить внимание на данную группу современных технологий.
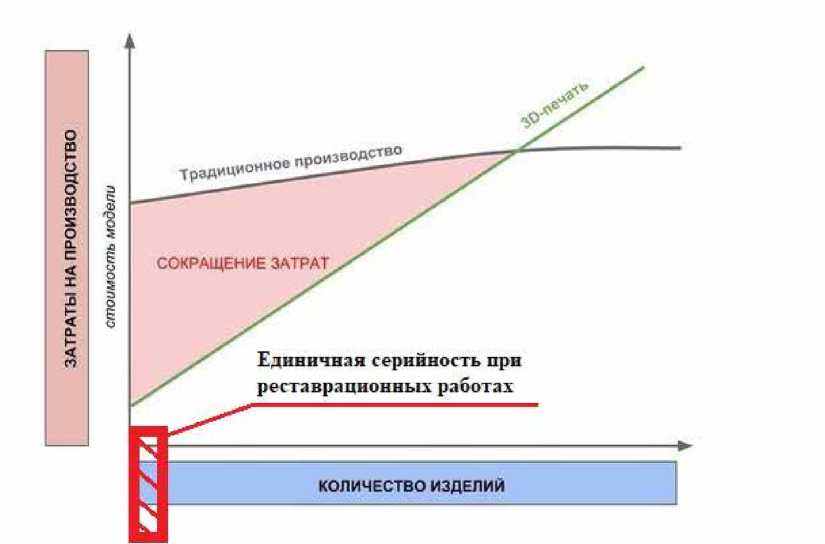
Илл. 1.
График, показывающий значительное сокращение затрат на производство (стоимости модели) при использовании аддитивных технологий в реставрации.
На сегодняшний день при изготовлении мастер-моделей есть возможность использовать 3D-принтеры, работающие на базе технологий:
-
• FDM (fused deposition modeling – технология послойного наплавления);
-
• FFF (fused filament fabrication – производство способом наплавления нитей);
-
• SLS (selective laser sintering – селективное спекание лазером);
-
• а также фотополимерной SLA- (stereolithography apparatus – лазерная стереолитография);
-
• или DLP- (direct light processing – управляемая обработка светом) печати.
Эти методы позволяют изготовить модель с нужными характеристиками и качеством, которые на этом этапе закладываются, как выжигаемые – под тот или иной способ литья (литьё в гипсо-динасовые формы или в оболочковые керамические формы). При этом в качестве материала для получения выжигаемых «выплавляемыхмоделей»подбираютматериалы,близкиекповедениютрадиционных восковых моделей.
На сегодняшний день доступны технологии изготовления моделей под параметры и условия выжигаемых моделей на основе светочувствительных технологий (SLA-технологии). Полимерные модели, выполненные по технологии QuickCast (все внешние поверхности изделия воспроизводятся, но внутреннее пространство модели заполнено системой рёбер, предназначенных для удержания стенок на месте. Модель QuickCast во много раз легче аналогичной сплошной модели. Сегодня этот термин обозначает тип стереолитографической модели, который был разработан специально для литья по выжигаемым моделям); порошковые технологии на основе ПММА-пластика и PLA-материала (FDM-технологии).
Применение таких моделей позволяет исключить необходимость изготовления специальной оснастки (резиновых / силиконовых форм, форм из гипсовых или эпоксидных материалов). Поэтому при применении аддитивных моделей требуется многие параметры: качество получаемой поверхности, необходимость доработки моделей после печати и т. д.; а также такие требования, как минимальная зольность и минимальное расширение литейной формы при сгорании модели.
На первом этапе восстановления утраты стоит вопрос создания цифровой копии модели с помощью пакета прикладных программ или сканирования аналогичных деталей. После проектирования цифровой 3D-модели она отправляется на печать на соответствующем оборудовании.
В качестве примера мы показываем возможности аддитивной печати, которые были нами использованы при воссоздании утраченного элемента композиции – топорика или секиры экспоната «Светильник проф. Б.И. Угримова» из музея МГТУ им. Н.Э. Баумана ( ил. 2 ).

а)
Илл. 2.
-
а) Экспонат музея МГТУ им. Н.Э. Баумана до реставрации в ГОСНИИР. Стрелкой указано место утраченного элемента. Фото авторов;
-
б) примеры найденных изображений фигуры в открытом доступе сети Интернет.
Очевидно, что данный фрагмент является неотъемлемой деталью композиции и необходим для декоративной детализации и восполнения начального образа музейного экспоната. Стоит отметить единичную потребность в изготовлении топорика, так как вряд ли эта форма найдет свое применение в других скульптурных произведениях при реставрационных работах. Это вынудило нас искать возможность быстрого, доступного и относительно дешевого способа изготовления мастер-модели и по ней – литой заготовки утраченного фрагмента.
Особое внимание нами было уделено обработке фотоинформации, с помощью которой удалось определить габаритные и другие линейные размеры топорика путем пропорционального расчета расстояний между узловыми точками, измеренных на реальной фигуре и в растровой графике на фронтальных участках найденных фотографий2. Так, в нашем случае, по факту изучения изображений утерянного элемента был установлен масштаб, создан эскиз и с помощью программы "SolidWorks" векторным CAD-построением была создана цифровая модель.
Следующим логическим шагом стало изготовление модели топорика и примерка ее по месту расположения на скульптуре. Нами был выбран вариант изготовления мастер-модели из PLA-материала (полилактид) методом экструзии. Построение модели шло с малым шагом 0,05 мм, что позволило получить поверхность требуемого качества. Изготовленные нами модели представлены на ил. 3. На оборотной стороне моделей видны многочисленные бугорки (следы поддерживающей пластиковой системы при 3D-печати). В нашем случае их наличие некритично, так как они будут подвержены механической обработке как на самой модели, так и, окончательно, на изделии, полученном в металле.

Илл. 3.
Напечатанные ма-стер-модели утраченного элемента кабинетной скульптуры.
Фото авторов.
В случае необходимости повышения качества моделей допускается изготовление полу-тел заготовки с последующей их склейкой. Если это невозможно по ряду причин или очень затратно, то необходимо предусмотреть механическую доработку модели, удаление облоя и поддержек.
Следующим этапом стало изготовление литой заготовки. В основу легла технология литья в гипсо-динасовые формы. В качестве материала использовалась смесь КС 2000. Этапы сборки и изготовления формы представлены на ил. 4 а, б, в. Поскольку изделия небольшие, то под них была выбрана глухая труба с выкладкой внутри опоки слоя из бумаги для удаления влаги на этапах нагрева формы и ее прокалки. В начальный момент бумага вытягивает воду и при ее выжигании дает зазор по созданию дополнительных условий по удалению влаги из формы. Далее опока работает как труба-жакет для литейной формы и после заливки облегчает извлечение залитого блока на выбивку.

а) б) в)

г) д) е)
Илл. 4.
Традиционные операции способа литья по выжигаемым моделям:
-
а) установка дополнительных питателей
на модель;
-
б) сборка модельного блока;
-
в) установка модельного блока в опоку;
-
г) вид после затвердевания материала литейной формы;
-
д) выжигание модельного состава;
-
е) после заливки расплава в литейную форму.
Фото авторов.
Сборка литейного блока в нашем случае классическая с сифонным подводом расплава и системами небольших выпоров. Они играют положительную роль как на этапе выжигания и удаления газов от разлагающегося материала модели в атмосферу печи, так и при заливке, не создавая воздушных мешков.
Особенность получения литейной формы по выжигаемым пластиковым моделям заключается в различных свойствах пластика и условиях их выжигания3. Не все материалы одинаковы, но имеют общую черту, отличающую их от восковых моделей. Это различие заключается в том, что модельный состав пластиков / полимеров при нагреве, расплавляясь при 50...90oС, частично вытекает из литейной формы, а частично впитывается в нее. Пластик может размягчаться, но его вязкость настолько велика, что он не вытекает из полостей литейной формы, и мы вынуждены его дожигать непосредственно в литейной форме. В подавляющем большинстве случаев он полностью выгорает.
Для нас приоритетным являлись показатели лучшего выжигания и минимизация зольного остатка. Исследовав существующие технологии изготовления моделей, мы расположили по температуре выжигания в следующем порядке:
-
• РММА – полиметилакрелат – оно же оргстекло, выжигание при t = 450oС;
-
• PLA – полилактид – биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота, в нашем случае – пластик, изготовленный на основе производной от кукурузы, выжигание при t = 600oС;
-
• SLA – эпоксидная или акриловая основа молекул олиголицидимета-крилата с добавками и бензольными кольцами в структуре, выжигание при t = 720...750oС.
По экологичности материалы условно можно расставить в следующем порядке: PLA, PMMA, SLA.
В любом случае, занимаясь выжигаемыми моделями, надо помнить, что мы выжигаем пластик на ранних или поздних этапах прокалки формы и он, разлагаясь, выделяет вредные для организма человека компоненты. Поэтому выжигание следует проводить при хорошей вытяжке, в пламенных печах, которые нейтрализуют продукты разложения моделей и разлагают их до CO и N.
Выжигание зольных остатков требует высоких температур. Эти невыжжен-ные остатки являются источниками засоров, что приводит к непроливам (литейному браку). Поэтому одним из важнейших требований условия выжигания модели является достаточное количество выпоров для удаления образующихся продуктов деструкции из полости литейной формы. На малых моделях существуют дополнительные проблемы, связанные с впитыванием выжигаемого материала модели в поверхность литейной формы. Поэтому необходимым условием получения качественной литейной формы является видимый литейщиком язык пламени при выжигании из стояка и выпоров. В этом случае у нас полностью выгорает модель и сгорают сажистые отложения, а также фазовая газовая составляющая (вредные газы). Пик газовых выделений приходится на диапазон 380...550oС. Литейщик должен быть готов к тому, что в этот момент может происходить самовозгорание продуктов разложения.
При выжигании модели очень важно соблюдать правильно сбалансированный режим нагрева, что позволит получить качественную литейную форму. Это необходимое требование связано с тем, что при нагревании материал модели расширяется, в результате чего возможно разрушение литейной формы.
В процессе работы мы применили накопленный нами ранее опыт в изготовлении отливок по выжигаемым моделям с учётом современных исследований в области факторов растрескивания латуни4.
Для изготовления отливки мы использовали литейный сплав ЛС – 59 (латунь). Заливка типового расплава в подготовленную форму является в большинстве случаев для литейщиков отработанным алгоритмом5, мы его не описываем. Результат этих работ приведен на ил. 4 д, е .
После затвердевания металла с целью извлечения полученных отливок литейную форму разрушают. Затем заготовки очищают от остатков литейной массы формы и проводят визуальный контроль качества литья.
Перед тем как литая деталь будет готова к монтажу, она, как правило, должна пройти механическую доработку. После отливки проводилось удаление облоя и следов литниковой системы (ил. 5). Затем доработка рельефа орнамента нашей детали проводилась с применением штихелей и чеканов. Также были подготовлено резьбовое крепление для фиксации на скульптуре.

а)
б)
Илл. 5.
-
а) полученные отливки утраченного элемента кабинетной скульптуры;
-
б) доработка поверхности отливки художником-реставратором высшей квалификации В.В. Ветлужских (ГОСНИИР).
Фото авторов.
Следует отметить, что в результате механической обработки реставратор сохранил у восстановленной детали все признаки, характерные для литой поверхности. Важно чтобы заново изготовленная деталь визуально не отличалась от общего восприятия. Поэтому восстановленная деталь была посеребрена и затонирована в цвет существующего оружия фигуры (меч), что соответствует историческому виду подобных шпиатровых фигур конца XIX – начала XX в.
Окончательный вид смонтированного элемента, взамен утраченного, показан на ил. 6 . Общий цикл восстановительных работ по данному этапу занял около двух недель.

а)

Илл. 6.
а) фрагмент восстановленного утраченного элемента скульптурной композиции;
б) общий вид кабинетной скульптуры после реставрации в ГОСНИИР.
Фото авторов.
б)
В качестве заключения
Проведенная работа по восстановлению утраченного элемента кабинетной скульптуры, как часть комплексной реставрации музейного предмета, позволяет сделать следующие выводы:
-
• 3D-печать позволяет ускорить реставрационный процесс за счет исключения обычных начальных этапов в традиционной технологии получения отливок. При этом мастер-модель можно получить всего за одну операцию;
-
• не требуется изготавливать и хранить форму для производства восковых моделей;
-
• с помощью цифровой модели легко можно получить мастер-модель в необходимом количестве, учесть усадку сплава, произвести коррекцию размеров в любой момент времени;
-
• большинство аддитивных технологий позволяют производить контроль качества поверхности модели в процессе ее изготовления;
-
• при выборе материала для изготовления модели методами аддитивных технологий следует применять низкозольные, хорошо выжигаемые составы;
-
• с учетом вышесказанного у художников-реставраторов появляется возможность новых подходов к вопросам восстановления утраченных элементов конструкции и декора предметов декоративно-прикладного искусства из металла.
Список литературы Возможности применения аддитивных технологий при восстановлении утраченных элементов в реставрации предметов из металла
- Базанчук Г. А., Кураков С. В. Наглядные пособия для преподавания практической механики в конце XIX века как источник изучения исторического наследия МРУЗ-ИМТУ-МВТУ // Современное технологическое образование: Сб. науч. статей. В 2-х частях / под ред. А. А. Александрова и В. К. Балтяна. Ч. 1. М.: Ассоциация технич. ун-тов, 2021. С. 285. EDN: YSELKZ
- Золотова Л. К. Применение современных технологий 3D-моделирования и 3D- сканирования в ювелирном искусстве // Ювелирное искусство и материальная культура: Сб. статей. Вып. 7. СПб.: Изд-во Гос. Эрмитажа, 2023. С. 322.
- Морозов В. В. Исследование и разработка технологических режимов изготовления отливок по выжигаемым моделям, полученных методом лазерной стереолитографии: Дис. … канд. техн. наук. М., 2005. - 161 с. EDN: NNDKWD
- Нацкий М. В., Равич И. Г. Изучение причин самопроизвольного растрескивания музейных экспонатов, полученных обработкой давлением из листа латуни // Культурологический журнал. Вып. 4 (46). 2021. С. 4-8.
- Справочник литейщика: [сайт]. ВПО ПромМеталл. М., 2019. - URL: https:// tsvetmet.wordpress.com/2019/12/02/ (дата обращения: 13.03.2023).
