Встроенное качество, как один из инструментов бережливого производства

Автор: Майкова Е.Н., Шаврина О.В., Васильева С.Е.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 10 (38), 2019 года.
Бесплатный доступ
Встроенное качество представляет собой комплекс мероприятий для перемещения места обнаружения дефекта как можно ближе к месту его возникновения. Нужно четко понимать различия в таких терминах, как место выявления дефекта и место возникновения дефекта, первое - это где его обнаружили, а второе там, где в процессе произошла ошибка, в результате чего был заложен дефект. В технологической цепочке, чем дальше и позже будет выявлен дефект от места его возникновения, тем он будет стоить дороже
Качество, бережливое производство, организация производства, методы, инструменты качества, устранение дефектов, потери, рмеа-анализ
Короткий адрес: https://sciup.org/140285159
IDR: 140285159 | УДК: 65.011
Built-in quality as one of the lean manufacturing tools
Built-in quality is a set of measures for moving the location of a defect as close as possible to the place of its occurrence. It is necessary to clearly understand the differences in such terms as the location of the defect and the location of the defect, the first is where it was found, and the second where the error occurred in the process, as a result of which the defect was laid. In the technological chain, the further and later the defect from the place of its occurrence is detected, the more expensive it will be
Текст научной статьи Встроенное качество, как один из инструментов бережливого производства
Знаете ли вы, что потери от плохого качества продукции всегда выше, чем затраты на предупреждение потерь в соотношении 1:10:100?
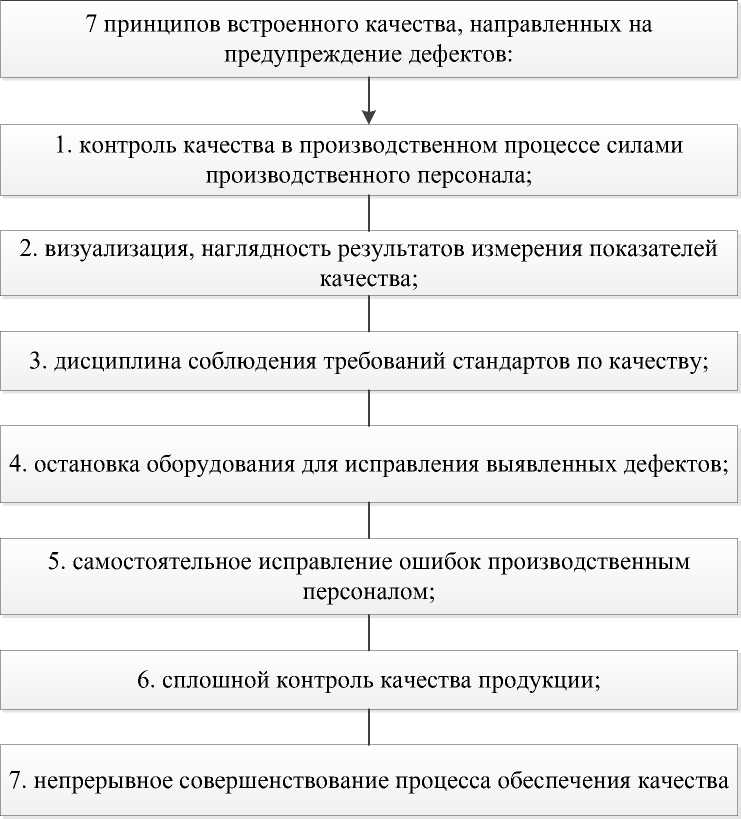
Решение проблем с качеством при производстве продукции обходится в 10 раз дороже, чем их предупреждение при постановке на производство и в 100 раз дороже, чем при проектировании и подготовке производства. Для предупреждения проблем с качеством при разработке и постановке на производство применяется комплекс методов и инструментов «встроенного качества» :
«Встроенное качество - это так называемая система технических, организационных и логистических мер, которые направлены на дефицит некачественной с взгляда покупателя продукции» [1]
Понимание потребности встроенного качества часто приходит к компаниям совместно с пониманием того, что число жалоб от недовольных клиентов растет с ростом числа сотрудников; что с увеличением усердности осмотра затраты на предотвращение брака и «регулирование» споров с клиентами не уменьшаются. В этом случае снижается не только доходность фирмы, но и снижается мотивация сотрудников – например, операторы на линии прекращают смотреть на незначительные дефекты, передача смен происходит без передачи нужной информации, офисные коллеги не интересуются именами и лицами «людей из цеха» и напротив. Эффективность падает полностью.
Из-за этого растет прессинг со стороны руководства и образуется ситуация (сожалению, неоднократно типичная) когда коллеги и начальство «действуют по разные стороны». Ясно, то, что в таких условиях развитие происходит весьма неторопливыми темпами, а в пучину разногласия постепенно втянутся ранее неизвестные подуровни управления - за рабочими последуют бригадиры, далее и мастера, и, что самое важное и плохое, новые сотрудники тоже начнут учиться неприемлемым техникам работы. Для удачного внедрения концепции встроенного качества нужно, чтобы операторы на рабочих местах осмысливали, то, что при возникновении дефекта, его в каждом случае необходимо будет устранять, но, тем не менее, есть разница в том, на каком этапе будет определен и устранен брак. Существует принцип, когда в случае перехода дефекта на следующую стадию переработки, затраты на его розыск и предотвращение возрастают десятикратно.
Принципы бережливого производства. Традиционно, к основным принципам бережливого производства относят:
-
• Выявление потоков создания ценности для конкретного продукта;
-
• Снабжение бесперебойного потока изготовления ценности продукта;
-
• Предоставление потребителю доступа к продуктам;
-
• Стремление к усовершенствованию.
Помимо данных принципов, выделяют следующие:
-
• Получение превосходного качества;
-
• Гибкость
-
• Установление длительных отношений с потребителями.
Это достигается при помощи разделения рисков, затрат, а также информации. Основной бережливого производства является работа по устранению потерь.
|
Инструменты анализа и Инструменты выявления потерь: улучшения: |
Инструменты управления и вовлечения: |
|
5С - организация Картирование потоков рабочего создания ценности. места. Контрольный список «5 ТРМ - всеобщее почему». обслуживание Контрольный список оборудования. «4М». SMED - быстрая Контрольный список переналадка. «5W1H». Канбан – вытягивающее «Диаграмма Ишикава». производство. «Диаграмма Парето». Стандартизация и «Диаграмма загрузки визуализация. персонала». Встроенное качество. |
Хосин Канри. Предложения на улучшения. Эталонные участки. |
Рисунок 1 – Инструменты бережливого производства
Потери включают в себя определенное действие, которое направлено на потребление ресурсов. Важно отметить, что потери не создают никакой ценности для потребителя. Основными задачами бережливого производства являются:
-
• Снижение затрат, к которым относятся и трудовые;
-
• Уменьшение сроков создания продукции;
-
• Уменьшение производственных и складских площадей;
-
• Обеспечение поставки продукции заказчику;
-
• Наибольшее качество при конкретной стоимости или наивысшая цена при
конкретном качестве
Методику встроенного качество следует использовать в полной мере на интеллектуальный потенциал персонала по постоянному совершенствованию технологических процессов, процедур контроля и для повышения эффективности производства.
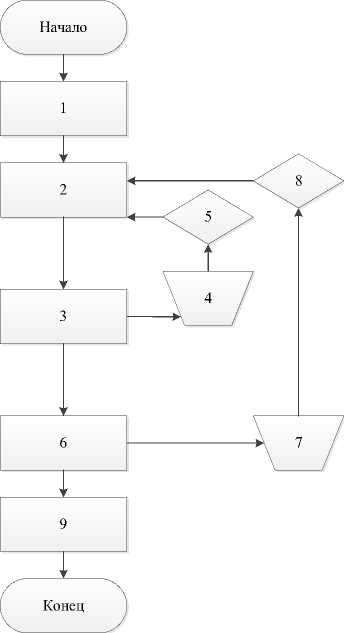
«Анализ видов и последствий дефектов (РМЕА) технологического процесса проводится с целью анализа и количественной оценки последствий потенциальных дефектов, для предупреждения возникновения и (или) ослабления тяжести возможных последствий его дефектов и для достижения требуемых регламентируемых и потребительских характеристик изделия, определения дефектоопасных зон, определения контрольных точек (ключевых характеристик) технологического процесса (операции)» [1]
С помощью РМЕА мы можем выявлять потенциальные ошибки, представляющие наибольший риск для потребителя, определять их потенциальные причины и разрабатывать корректирующие и предупреждающие действия для устранения этих ошибок до их появления, тем самым снижая затраты на их устранение. [3]
|
№ |
Действие |
|
1 |
Оформление ТЗ |
|
2 |
Разработка КД |
|
3 |
Разработка тех.процесса |
|
4 |
Изменение КД в соответствии с технологическими возможностями |
|
5 |
Согласование КД |
|
6 |
Материальное обеспечение |
|
7 |
Изменение КД в соответствии с имеющимися материалами и комплктующими |
|
8 |
Согласование материалов |
|
9 |
Изготовление изделия |
|
10 |
Разработка КД с проведением DFMEA-анализа (анализ предыд. конструкций, ошибок, технолог. возможностей, согласование материалов и комплект.) |
|
11 |
Верификация КД |
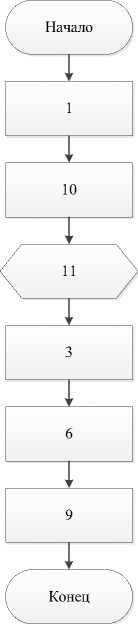
Рисунок 2 –петля качества, процесс разработки КД
Для оценки факторов, влияющих на достижение целей, межфункциональная группа проводит аудит процесса изготовления детали, результаты которого заносятся в карту аудита процесса. По результатам аудита процесса определяются проблемы, проводится их анализ и устанавливаются их коренные причины, для устранения которых необходимо, к примеру, изменить процесс контроля изготовления детали, а именно: операции контроля качества перенести на рабочие операции и применить методы встроенного качества:
-
• самоконтроль;
-
• автономизация (использование автономных контрольных устройств,
позволяющих останавливать процесс);
-
• устройства защиты от ошибок, обеспечивающие 100%-й (сплошной)
контроль;
-
• статистические методы контроля процесса (SPC).
Список литературы Встроенное качество, как один из инструментов бережливого производства
- Агарков, А.П. Управление качеством: Учебник для бакалавров / А.П. Агарков. - М.: Дашков и К, 2015. - 208 c.
- Управление качеством / Под ред. С.Д. Ильенковой. - М.: ЮНИТИ, 2016. - 287 c.
- ГОСТ Р ИСО 9000 2008 (ISO 9000:2008). Системы менеджмента качества. Основные положения и словарь.
