Выбор и обоснование способа разделения исходного материала на мерные заготовки. Выбор и обоснование термомеханических режимов штамповки

Автор: Насыров Г.А.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 12-3 (28), 2018 года.
Бесплатный доступ
Статья посвящена выбору термомеханических режимов штамповки. В статье рассматриваются способ разделения исходного материала на мерные заготовки. Проведен анализ использования стандартов в штамповке на горизонтально-ковочной машине.
Горизонтально-ковочная машина, поковка, штамповка, высадочный ползун, продольный изгиб
Короткий адрес: https://sciup.org/140281360
IDR: 140281360
Selection and justification of the method of separation of the original material for measured billets. Selection and justification of thermomechanical stamping modes
The article is devoted to the choice of thermomechanical stamping modes. The article discusses the method of separating the source material into dimensional blanks. The analysis of the use of standards in stamping on a horizontal forging machine.
Текст научной статьи Выбор и обоснование способа разделения исходного материала на мерные заготовки. Выбор и обоснование термомеханических режимов штамповки
Разделка металла на мерные заготовки, предназначенные для объемной штамповки, может производиться на ленточно-отрезных станках. При этом необходимо обеспечить большую точность длины и ровные торцы заготовки. Соблюдение этих условий облегчает установку заготовки в штамп, повышает качество поковки, сокращает расход металла, способствует высокой экономичности производства. Прутки разрезают в холодном состоянии с охлаждением эмульсией. Торец получается ровный и перпендикулярный к оси заготовки.
Недостатки: наличие отхода металла.
Для получения точной заготовки, требуется дополнительная токарная обработка.
Выбор термомеханических режимов штамповки для заготовок из легированной стали марки 15Х16КН2МВФАБ-Ш осуществляется на основании отраслевого стандарта ОСТ 1-90376-87 [1].
Согласно ОСТ 1-90376-87 режимы под ковку и горячую штамповку сталей следующие:
-
- предельная температура нагрева материала: 1150 °C;
-
- температура конца обработки: 1080 °C;
-
- допустимая степень деформации за один нагрев: 65%;
Эскиз поковки после первого перехода при допускаемой степени деформации 65%, на ГКМ (рис.1).
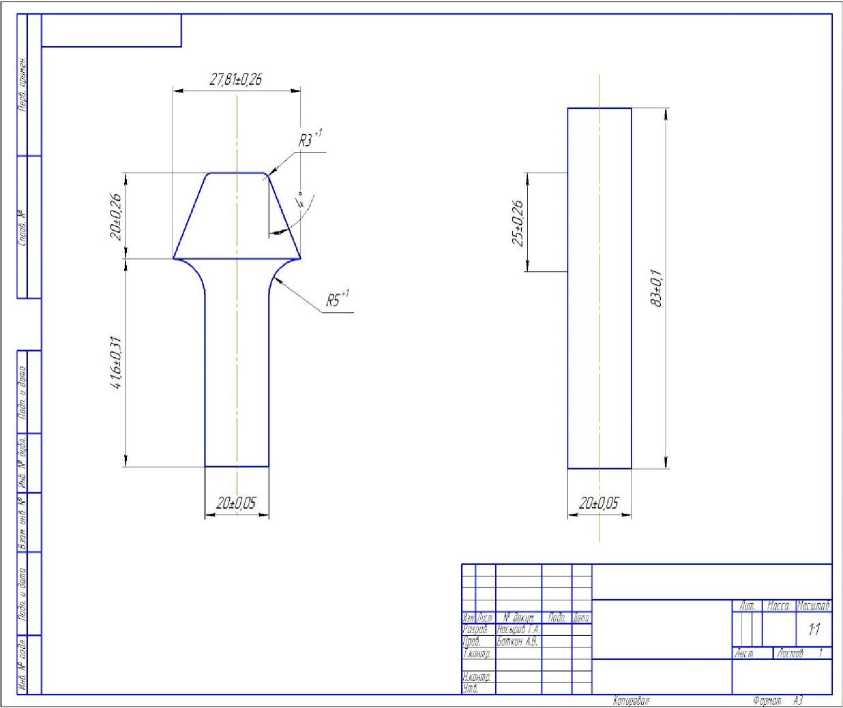
Рисунок 1 – Эскиз поковки после первого перехода
При высадке L/d>2.5…3 [2], требуется соблюдать следующие условия:
-
1) Длина высаживаемой части не должна превышать 2,5d
Для первого перехода: 50 > 40
Для второго перехода: 50 > 20
-
2) Длина свободной части между пуансоном и матрицей не должна превышать 1,5d
Для первого перехода: 30 > 25
Для второго перехода: 30 > 20
-
3) Диаметр высаживаемой части не должен превышать 2,5d [3]
Для первого перехода: 50 > 27,81
Для второго перехода: 50 > 46,8
Условия на продольный изгиб соблюдены. Можно штамповать.
Рабочий ход на первом переходе будет равен:
S раб1 = H 0 – H к = 83 – 61,6 = 21,4 мм.
где H 0 – высота заготовки до осадки;
H к - высота заготовки после осадки.
Второй переход – окончательная штамповка (рис.2).
Рабочий ход на втором переходе будет равен:
S раб2 = H 0 – H к = 61,6 – 52 = 19,6 мм.
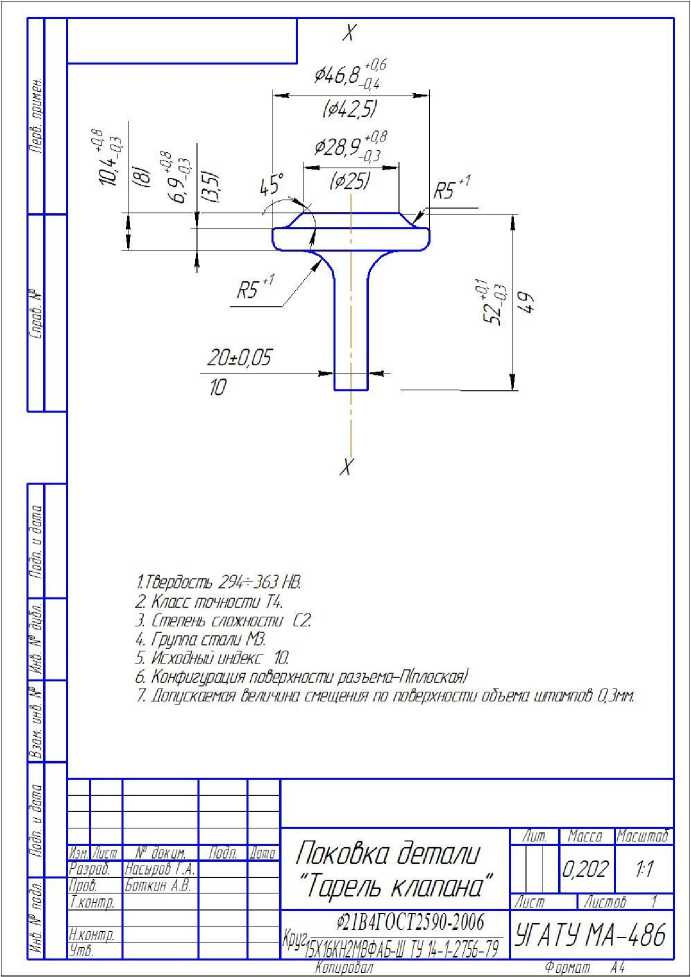
Рисунок 2 – Чертеж поковки после второго перехода
Исходные данные для ГКМ.
Исходная заготовка – пруток. Материал – 15Х16КН2МВФАБ-Ш.
Штамп подогрет до температуры 150°С.
Заготовка нагрета до температуры (1150±20) °С.
Температура окончания штамповки 850°С
Ход подвижной матрицы = 350мм
Высадочного ползуна = 700мм
Высадочного ползуна после закрытия матриц = 480мм
Список литературы Выбор и обоснование способа разделения исходного материала на мерные заготовки. Выбор и обоснование термомеханических режимов штамповки
- ОСТ 1-90376-87. Сталь углеродистая, легированная и высоколегированная, сплавы жаропрочные. Ковка и штамповка. Термомеханические режимы, 1988. - 8 с.
- Зорчев С.Н. Кузьмин В.Н. «Общая технология кузнечно-штамповочного производства»:2-е изд. 1986-87 с.122-124
- Берлинер, Ю.И. Технология химического и нефтяного аппаратостроения / Ю.И. Берлинер, Ю.А. Балашов. - М.: Машиностроение, 1976. - 256с.
