Выбор способа установки заготовки ролика при шлифовании его сферы

Автор: Прилуцкий Ванцетти Александрович, Парфенов Владимир Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.22, 2020 года.
Бесплатный доступ
Изложена методика выбора способа установки заготовки конического ролика на операции шлифования его сферического торца.
Сферический торец, заготовка, конический ролик, шлифование, базирование, установка, точность формы
Короткий адрес: https://sciup.org/148314234
IDR: 148314234 | УДК: 621.753(079) | DOI: 10.37313/1990-5378-2020-22-3-69-76
Choice of a method installation work piece of roller when grinding its sphere
The technique choice of a method installation work piece of taper roller when grinding its spherical ends.
Текст научной статьи Выбор способа установки заготовки ролика при шлифовании его сферы
Использование при сферошлифовании торцов роликов большого количества способов базирования и закрепления, специфика их применения вызвали необходимость разработки методики выбора рационального способа установки заготовки ролика.
Для выбора первостепенное значение имеет форма ролика: конический, бочкообразный симметричный или ассиметричный. Для каждой из форм определяющим фактором является тип производства: массовое, крупносерийное, мелкосерийное. Далее в зависимости от формы заготовки ролика и типа производства оказывают влияние другие факторы.
Для конического ролика таковыми являются радиус обрабатываемой сферы, угол наклона образующей, наличие предварительно обработанного малого торца (ТМ), наличие центровых отверстий, требования по точности базовой конической поверхности, разностенность между центровым отверстием и конической образующей (О), а также требования к обрабатываемому сферическому торцу. Для бочкообразных симметричных и ассиметричных роликов важными являются требования к точности взаимного расположения обрабатываемого большого торца (ТБ) и ТМ, величина радиуса выпуклости образующей и смещение центра радиуса выпуклости.
Все способы установки делят на критерии базирования и закрепления. К критериям базирования относят: по способу базирования; способу обработки; типу связи; характеру проявления; комплекту баз; характеру относительного дви-
жения базовых поверхностей ролика и приспособления; наличию компенсации погрешностей.
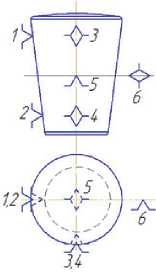
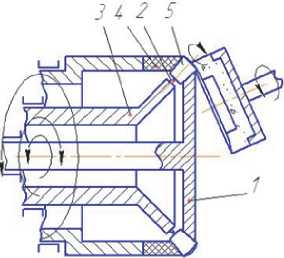
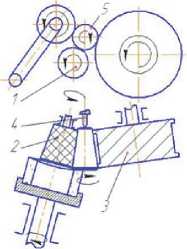
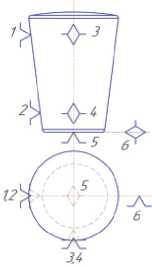
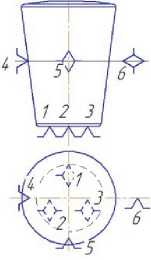
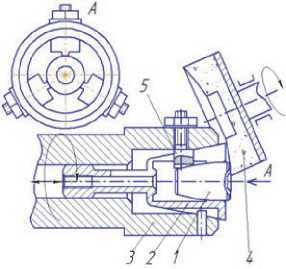
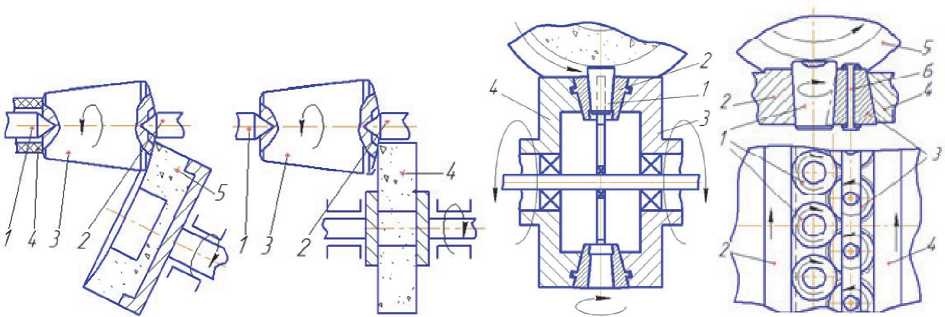
Способы базирования (рис. 1, 2, 3) могут быть: центровые (Ц), бесцентровые (БЦ), и комбинированные (К). Дополнительно к Ц-способам относится способ базирования по малому торцу (ТМ), на сферическом магнитном столе. К К-способам относятся различные сочетания Ц и БЦ-способов базирования.
По способу обработки Ц-методы могут быть со сквозной, врезной и групповой обработкой. Групповая обработка имеет признаки как сквозного, так и врезного способа. БЦ-методы по способу обработки также делятся на сквозную, врезную и групповую обработку.
При сквозном способе обработки процесс шлифования идет непрерывно. При этом параллельно идут процессы: загрузки заготовок, шлифования и выгрузки обработанных роликов. При врезном способе обработки процесс шлифования идет циклично. Заготовка последовательно устанавливается в позицию обработки, далее шлифуется и выгружается. При этом возможно использование нескольких позиций обработки. При групповом способе обработки, производится обработка сразу партии заготовок роликов, но загрузка выполняется до начала процесса обработки. После окончания цикла шлифования заготовки выгружаются, и загружается новая партия.
По типу связи базирующих поверхностей ролика с установочными элементами приспособления методы базирования можно разделить на: жесткую (Ж), нежесткую подвижную (НЖП), податливую инструментальную (ПИ), податливую (П) и комбинированную (Кс) связи.
Ж-связь характеризуется жестким контактом ролика с установочными элементами приспособления, не исключающими деформации в контакте. Характерна для Ц-способов базирования. НЖП-связь применяется при возможности
2а1
2а2 2а4
ЗА
2а
51а1
51аЗ
Заздзко
Выгрузка
51а2
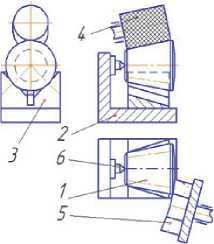
Рис. 1. Схемы базирования 1а, 2а, 2б, 8а, 51а и соответствующие им способы реализации
99а
99а1
99аЗ
99а4
100а1
106а
106а1
106а2
107а
107а1
107а2
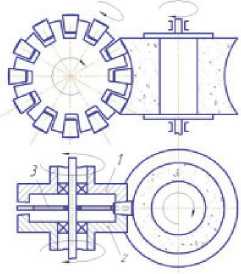
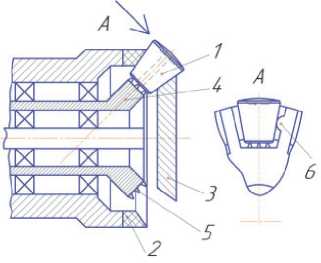
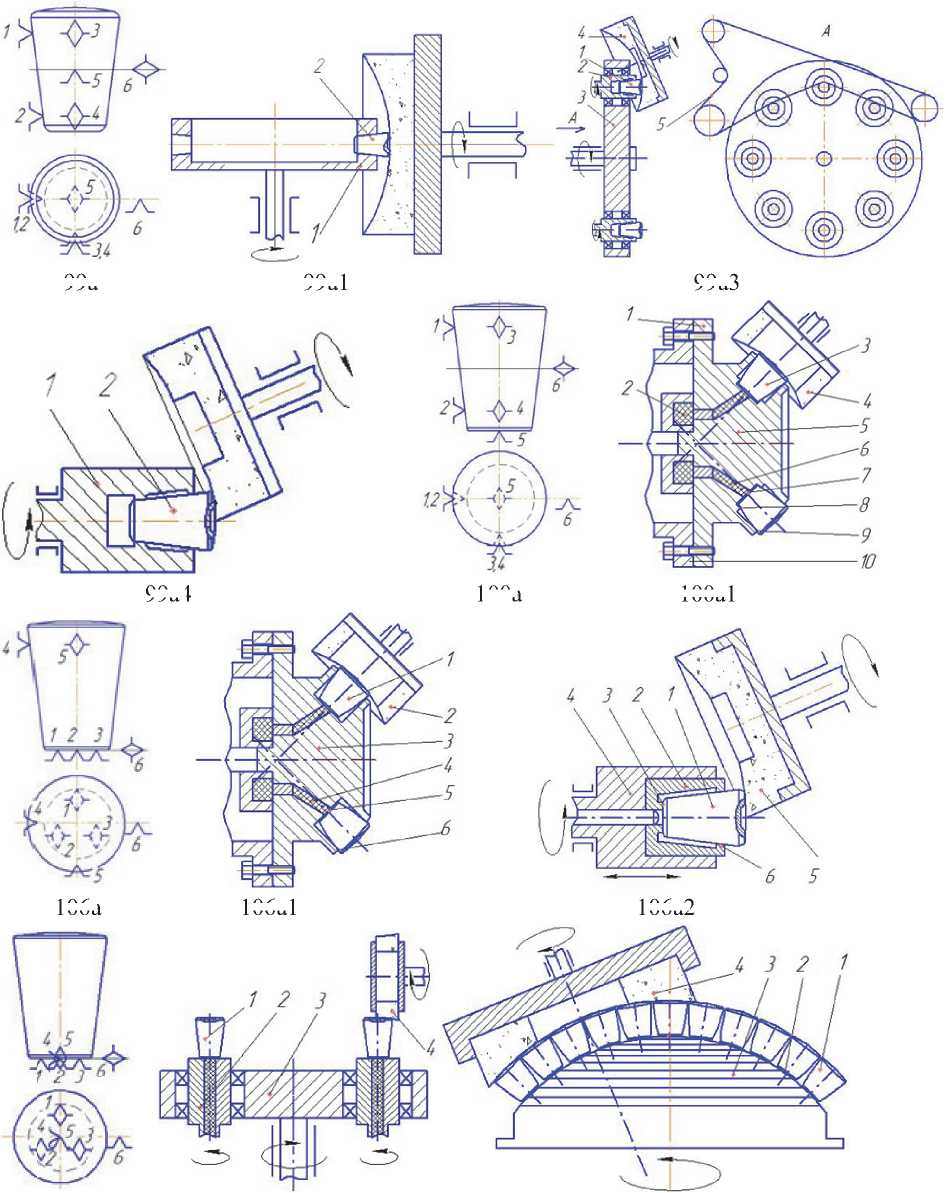
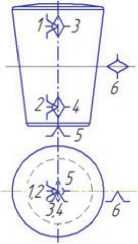
Рис. 2. Схемы базирования 99а, 100а, 106а, 107а и соответствующие им способы реализации
100а
смещения установочных элементов приспособления относительно базирующих элементов ролика. В ПИ-связи роль установочных элементов выполняет абразивный инструмент. В случае с П-связью базирование ролика происходит с применением элементов, имеющих уменьшенную жесткость контакта. Кс-связь представляет собой комбинации выше перечисленных типов.
По характеру проявления базы могут быть явными (Я), скрытыми (С) и комбинированными (К). Я-базами являются основные либо вспомогательные поверхности ролика: О, ТМ, ТБ, ФМ и ФБ. В качестве скрытых баз выступают: точка, ось симметрии ролика; плоскость симметрии, проходящая через ось ролика. Базирование по С-базам характерно для Ц-способов,
149а

149а1 155а 155а1
1896 189в
18961 189в1 197а1 19761
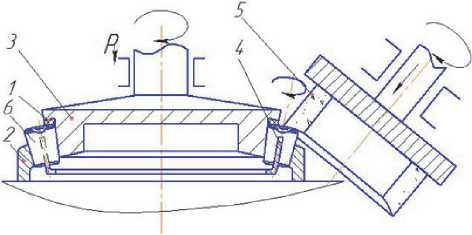
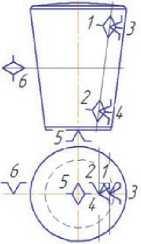
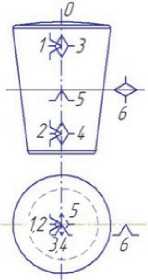
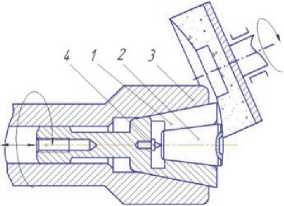
Рис. 3. Схемы базирования 148а, 149а, 155а, 189б, 189в и способы реализации
но встречается и в БЦ-способах. Базирование по С-базам обеспечивает повышение точности установки роликов не менее чем вдвое. Комплект баз при базировании: одна две или три поверхности.
По характеру контакта базирующих поверхностей ролика с сопряженными поверхностями приспособления можно выделить следующие типы: качение (Кч), скольжение (Ск), качение со скольжением (КС), качение с неподвижным контактом (КН), скольжение с неподвижным контактом (СН) и неподвижный контакт (НК). В БЦ-способах базирования применяются Кч и Ск типы контактов, в Ц-способах в основном Ск и НК типы контакта.
По наличию компенсации погрешностей известны способы с компенсацией погрешностей (КП) и без компенсации (Бкп). Может быть ком- пенсация следующих погрешностей: расположения, формы, размера.
Критерии закрепления ролика: по виду замыкания; типу сил, создающих силовое замыкание; источнику замыкающего усилия; характеру относительного движения базирующих поверхностей ролика относительно замыкающих поверхностей; степени проявления замыкающих сил; порядку выполнения закрепления; типу силового контура; способу компенсации погрешностей.
По виду замыкания закрепление бывает геометрическое и силовое. Наибольшее распространение имеет силовое замыкание.
Для силового замыкания используются: упругие силы материала деталей (У); силы резания (СР); силы трения (СТ); электромагнитные силы (ЭС).
Таблица 1. Способы базирования и установки заготовок роликов при шлифовании сферического торца
|
№ п/п |
Схема базирования |
Способ реализации |
Содержание способа установки заготовки и метода обработки |
Литер. источник |
|
1 |
2а |
2а4 |
БЦ-базирование по Я-базам по конической О между жесткими опорным и ведущим роликами и упругим прижимным роликом и по ТМ на осевом упоре. Врезное шлифование торцом круга. |
1 |
|
2 |
149а, 155а |
149а1, 155а1 |
Ц-базирование по С-базам бочкообразной О в цанговом патроне и по ТМ на осевом упоре. Врезное шлифование торцом круга. |
2 |
|
3 |
51а |
51а3 |
БЦ-базирование по С-базам конической О в призме и по ТМ на осевом упоре. Прижим и вращение - приводным роликом. Врезное шлифование торцом ШК. |
3 |
|
4 |
99а |
99а4 |
Ц-базирование с Я-базами по конической О в отверстии втулки, выполненной в торцевой части шпинделя изделия. Врезное шлифование торцом ШК. |
4, 5 |
|
5 |
99а |
99а3 |
Ц-базирование с Я-базами по конической О в отверстиях втулок, расположенных по окружности вращающегося диска. Групповое шлифование торцом ШК. |
2 |
|
6 |
99а |
99а1 |
Ц-базирование с Я-базами по конической О в отверстиях, радиально расположенных на периферии вращающегося диска. Сквозное шлифование торцом ШК. |
13 |
|
7 |
148а |
148а1 |
Ц-базирование с Я-базами по О в цанговом патроне. Врезное шлифование торцом ШК. |
2 |
|
8 |
189б, 189в |
18961,1 89в1 |
Ц-базирование по С-базам по ЦМ, ЦБ в центрах и с приводом вращения по ТМ. Врезное шлифование торцом или кромкой ШК. |
- |
|
9 |
2б |
261 |
БЦ-базирование с Я-базами по О на опорном ведущем круге и жесткой опоре и по ТМ на осевом упоре. Врезное шлифование периферией ШК. |
- |
|
10 |
2а |
2а2 |
БЦ-базирование с Я-базами по О между жестким и упругим дисками, сепаратором и по ТМ на осевом упоре с круговой подачей по конической поверхности. Сквозное шлифование торцом ШК. |
2, 4 |
|
11 |
2а |
2а1 |
БЦ-базирование по Я-базе по О между жестким и упругим дисками, сепаратором и по ТМ на осевом упоре с круговой подачей в плоскости. Сквозное шлифование периферией или торцом ШК. |
2, 4, 6 |
|
12 |
1а |
1а1 |
БЦ-базирование с Я-базам по конической О между двумя жесткими дисками и сепаратором с круговой подачей в плоскости. Сквозное шлифование периферией или торцом ШК. |
7, 8, 9 |
|
13 |
1а |
1а3 |
БЦ-базирование с Я-базами по конической О между двумя жесткими дисками и сепаратором с круговой подачей по конусу. Групповое шлифование торцом ШК. |
10 |
|
14 |
51а |
51а1, 51а2 |
БЦ-базирование с С-базами по конической О между опорным диском с призмами и упругим приводным диском и по ТМ на осевых упорах с круговой подачей в плоскости. Сквозное шлифование периферией или торцом ШК. |
11, 12 |
|
15 |
148а |
148а2 |
Ц-базирование по С-базам на бочкообразную О в цанговом патроне с регулируемыми опорами. Врезное шлифование торцом ШК. |
2 |
|
16 |
107а |
107а2 |
Ц-базирование по Я-базам бочкообразных роликов по сферическому ТМ на сферическом вращающемся магнитном столе. Групповое шлифование торцом ШК. |
2 |
Таблица 1. Способы базирования и установки заготовок роликов при шлифовании сферического торца (окончание)
|
17 |
107а |
107а1 |
Ц-6азирование по Я-6азам роликов по плоскому ТМ на плоском вращающемся магнитном столе. Групповое шлифование периферией ШК. |
2 |
|
18 |
100а |
100а1 |
Ц-6азирование с Я-6азами на О по центрирующим пояскам и по ТМ на осевом упоре во вращающемся магнитном патроне. Групповое шлифование торцом ШК. |
2 |
|
19 |
8а |
8а1 |
БЦ-6азирование с Я-6азами по ТМ на опоре и 6очкоо6раз-ной О между жестким и упругим дисками с круговой подачей по конусу. Сквозное шлифование торцом ШК. |
4 |
|
20 |
106а |
106а1 |
Ц-6азирование с Я-6азами по ТМ на магнитной опоре в магнитном патроне и 6очкоо6разной О по центрирующему пояску. Групповое шлифование торцом ШК. |
2 |
|
21 |
106а |
106а2 |
Ц-6азирование с Я-6азами по ТМ в торце магнитной втулки и 6очкоо6разной О по центрирующему пояску. Врезное шлифование торцом ШК. |
2 |
|
22 |
197а |
197а1 |
К-6азирование с Я-6азами по конической О в отверстии конических втулок. Втулки вместе с роликами установлены по Я-6азам между торцами двух жестких соосных дисков. Сквозное шлифование периферией или торцом ШК. |
14 |
|
23 |
1976 |
19761 |
К-6азирование с С-6азами по конической О между жестким диском и катками-сателлитами. Катки-сателлиты по Я-6азе установлены в корпусе сепаратора и опираются на второй жесткий диск. |
15 |
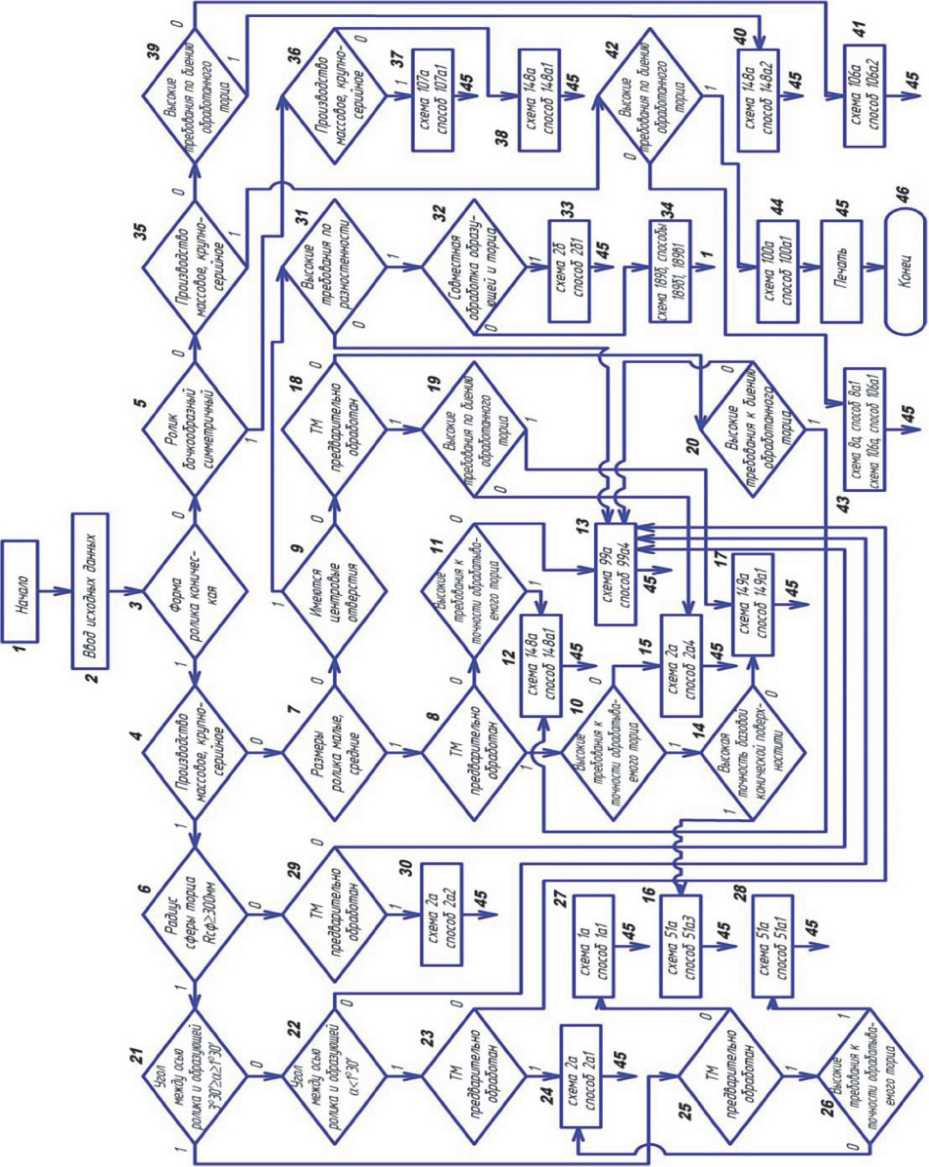
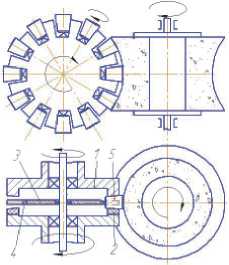
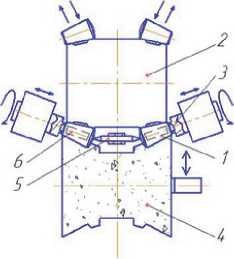
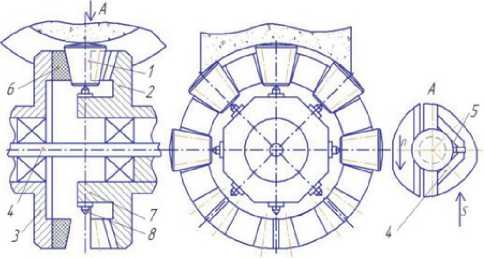
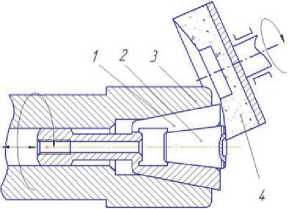
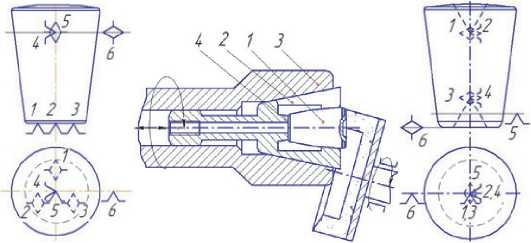
Рис. 4. Алгоритм выбора способа базирования сферических торцов роликов и схемы реализации выбранного способа базирования ческих роликов. Научно-технический сборник «Подшипниковая промышленность» - М.: ВНИПП, 1971. №2.
-
4. Зарецкий А.В. Шлифование сферических торцовых поверхностей тел качения роликовых подшипников. (Обзор) М.: ВНИПП, 1971. С. 5-21.
-
5. Руководство к автомату для шлифовки сферической базы конических роликов мод. МШ-26. Завод заточных станков. Витебск, 1957 - 45с.
-
6. Мазур И.К., Тарасов Л.И., Кирюхин В.М. и д.р. Устройство для шлифования сферических торцов роликов. А. с. 670422 (СССР). МКИ В24, В 19/06, БИ, 24, 1979.
-
7. Зарецкий А.В. Капель А.П. Станок для шлифования сферических торцов конических роликов. А. с. 192652 (СССР). МКИ В24, В 24/01, БИ, 5, 1967.
-
8. Михайлова Л.Н., Коротков Б.И. Устройство для непрерывного шлифования сферических торцов роликов. А. с. 1033291 (СССР). МКИ В24, В 11/00, БИ, 29, 1983.
-
9. Устинов В.Г., Мухин Б.И., Коротков Б.И. Устройство для непрерывного шлифования сферических торцов конических роликов. А. с. 514681 (СССР).
-
10. Кощейков Б.П., Шеин А.В. Способ шлифования сферических торцов конических роликов. Патент RU 2094210. МКИ В24, В 11/00. БИ, 30, 1997.
-
11. Прилуцкий В.А., Парфенов В.А., Бурик А.В. Способ шлифования сферических торцов конических роликов. Патент RU 2351454. МКИ В24, В 11/00. БИ, 10, 2009.
-
12. Прилуцкий В.А., Парфенов В.А., Кравцов А.А. Способ шлифования сферических торцов конических роликов. Патент RU 2419531. МКИ В24, В 11/00. БИ, 15, 2011.
-
13. Рахчеев В.Г., Кощейков Б.П., Филин А.Н., Швидак И.А., Николаев В.А. Способ непрерывного шлифования сферических торцов конических роликов. Патент RU 2162401 C2. МКИ В24, В 11/00. БИ, 3, 2001.
-
14. Прилуцкий В.А., Парфенов В.А. Способ шлифования сферических торцов конических роликов. Патент RU 2452603. МКИ В24, В 11/00. БИ, 16, 2012.
-
15. Алексеенко А.Ф., Ковалев А.В., Проскуряков Ю.Г., Коротков Б.И. Устройство для шлифования сферических торцов конических роликов. А. с. 1123841(СССР). МКИ В24, В 11/00. БИ, 42, 1984.
МКИ В24, В 11/00, БИ, 19, 1976
CHOICE OF A METHOD INSTALLATION WORK PIECE OF ROLLER WHEN GRINDING ITS SPHERE
По источнику замыкающего усилия оно может быть: от сопряженных деталей приспособления; от абразивного инструмента.
Характер контакта ролика с сопряженными поверхностями приспособления: качение (по прижимному диску, ролику); скольжение (по ШК, опорному ножу, призме) и неподвижный контакт (в цанге, в отверстии втулки).
По степени проявления замыкающих сил они могут быть явными (ЯЗ) и косвенными (КЗ). ЯЗ-замыкающие усилия проявляются в прямом силовом воздействии на ролик. КЗ-замыкающие усилия выражаются в неявном виде.
По порядку выполнения закрепления силовое замыкание может быть: последовательным (ПЗ) или параллельным (ПР).
По типу силового контура замыкание может быть: разомкнутое (РК), замкнутое (ЗК).
Способы компенсации погрешностей закрепления: по типу погрешности для компенсации; по схеме и направлению приложенных сил и моментов.
По типу погрешности для компенсации: компенсация погрешности формы, размера, расположения, комплексная.
На основе рассмотренных критериев в систематизированы и описаны все основные применяемые схемы базирования при шлифовании сферических торцов роликов, реализо-
ванные способы обработки и их краткие характеристики (табл.1). Это позволило разработать методику выбора наиболее рациональной схемы базирования и способа реализации в виде алгоритма (рис.4) .
ВЫВОДЫ
Проанализированы и систематизированы способы базирования и закрепления, применяемые при шлифовании сферических торцов конических и бочкообразных роликов, обеспечивающие возможность выбора наиболее рациональных способ установки и методов обработки. Разработан алгоритм выбора наиболее рациональной схемы базирования и способа реализации.
Список литературы Выбор способа установки заготовки ролика при шлифовании его сферы
- Михайлов Н.Н. Илларионов В. И. Станок для шлифования сферических торцов крупных конических роликов. А. с. № 236275, (СССР). Кл 67а, 24/1. БИ, 6, 1969.
- Ящерицын П.И. и др. Новое в технологии шлифования сферических поверхностей. Мн.: Вышэйш. Школа, 1982.- 144с.; ил.
- Зарецкий А.В. Некоторые особенности бесцентрового шлифования сферических торцов конических роликов. Научно-технический сборник «Подшипниковая промышленность» - М.: ВНИПП, 1971. №2.
- Зарецкий А.В. Шлифование сферических торцовых поверхностей тел качения роликовых подшипников. (Обзор) М.: ВНИПП, 1971. С. 5-21.
- Руководство к автомату для шлифовки сферической базы конических роликов мод. МШ-26. Завод заточных станков. Витебск, 1957 - 45с.
- Мазур И.К., Тарасов Л.И., Кирюхин В.М. и д.р. Устройство для шлифования сферических торцов роликов. А. с. 670422 (СССР). МКИ В24, В 19/06, БИ, 24, 1979.
- Зарецкий А.В. Капель А.П. Станок для шлифования сферических торцов конических роликов. А. с. 192652 (СССР). МКИ В24, В 24/01, БИ, 5, 1967.
- Михайлова Л.Н., Коротков Б.И. Устройство для непрерывного шлифования сферических торцов роликов. А. с. 1033291 (СССР). МКИ В24, В 11/00, БИ, 29, 1983.
- Устинов В.Г., Мухин Б.И., Коротков Б.И. Устройство для непрерывного шлифования сферических торцов конических роликов. А. с. 514681 (СССР). МКИ В 24, В 11/00, БИ, 19, 1976
- Кощейков Б.П., Шеин А.В. Способ шлифования сферических торцов конических роликов. Патент КИ 2094210. МКИ В24, В 11/00. БИ, 30, 1997.
- Прилуцкий В.А., Парфенов В.А., Бурик А.В. Способ шлифования сферических торцов конических роликов. Патент КИ 2351454. МКИ В24, В 11/00. БИ, 10, 2009.
- Прилуцкий В.А., Парфенов В.А., Кравцов А.А. Способ шлифования сферических торцов конических роликов. Патент КИ 2419531. МКИ В24, В 11/00. БИ, 15, 2011.
- РахчеевВ.Г., КощейковБ.П., Филин А.Н., ШвидакИ.А., Николаев В.А. Способ непрерывного шлифования сферических торцов конических роликов. Патент Ш 2162401 С2. МКИ В24, В 11/00. БИ, 3, 2001.
- Прилуцкий В.А., Парфенов В.А. Способ шлифования сферических торцов конических роликов. Патент КИ 2452603. МКИ В24, В 11/00. БИ, 16, 2012.
- Алексеенко А.Ф., Ковалев А.В., Проскуряков Ю.Г., Коротков Б.И. Устройство для шлифования сферических торцов конических роликов. А. с. 1123841(СССР). МКИ В24, В 11/00. БИ, 42, 1984.
