Выбор связующих на водной основе для оболочковых форм литья по выплавляемым моделям титановых сплавов

Автор: Мухамадеев Ильшат Рифкатович, Деменок Олег Борисович, Ганеев Альмир Амирович, Павлинич Сергей Петрович, Аликин Павел Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Литейное производство
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Проведены исследования влияния различных связующих на водной основе: EHT Binder (США), Remаsol (Великобритания), Армосил разных модификаций (Россия, г. Казань) на физико-механические свойства оболочковых форм и глубину альфированного слоя. Определены наиболее перспективные связующие для литья титановых сплавов. Получены данные о взаимодействии порошка АСД-4 с водными связующими и даны рекомендации его процентного соотношения для получения оптимальных свойств. Все керамические суспензии готовились по единой технологии. В смеситель вводили связующее и наполнитель, перемешивали до получения гомогенной массы, доводя до нужной вязкости, и затем на модельном блоке формировали покрытие методом послойного нанесения. Обсыпку блоков осуществляли по существующей в серийном производстве технологии. С целью повышения прочностных характеристик оболочковых форм в суспензию был введен мелкодисперсный порошок алюминия АСД-4 в количестве 5 и 7,5 % от массы наполнителя. Для определения альфированного слоя был использован микроструктурный анализ. Для определения толщины альфированного слоя были изготовлены микрошлифы из образцов с выходом на исследуемые поверхности. Вырезка заготовок для макро- и микрошлифов производилась с помощью абразивных кругов с охлаждающей средой. На основании проведенных исследований разработана технологическая инструкция по изготовлению оболочковых форм на основе связующих Remаsol, Remаsol с добакой 5 % АСД-4, Армосил АМ и Армосил АМ с добавкой 5 % АСД-4.
Оболочковая форма, связующие на водной основе, альфированный слой, огнеупорная суспензия, титановый сплав, крупногабаритные отливки
Короткий адрес: https://sciup.org/147156964
IDR: 147156964 | УДК: 621.74.045
The choice of water-based binder for shell molds of the investment casting of titanium alloys
The paper presents the studies of influence of various water-base binders, viz. EHT Binder (USA), Remasol (UK), Armosil of different modifications (Russia) on physical and mechanical properties of shell molds and alpha layer depth. The most perspective binders for casting of titanium alloys are defined. Data on interaction of the ASD-4 powder with water binders are obtained and recommendations of its percentage ratio for obtaining optimum properties are given. All ceramic slurries were prepared by the same technology. The binder and filler were added to the mixer, stirred until homogeneous mixture of desired viscosity was obtained, and then the coating was formed by layering with a modeling unit. Dusting of units was carried out according to existing mass production technology. In order to improve the strength characteristics of shell molds fine powder of aluminum ASD-4 was added to the slurry in an amount of 7.5 % of the filler weight. Alpha layer depth was determined by microstructural analysis. Microsections were made from samples with access to the surface under investigation. Pieces for macro- and microsections were cut using abrasive wheels with a cooling environment. On the basis of studies a technological instruction on making shell molds based on Remasol, Remаsol with 5 % ASD-4, Armosil and Armosil AM with 5 % ASD-4 binders is developed.
Текст научной статьи Выбор связующих на водной основе для оболочковых форм литья по выплавляемым моделям титановых сплавов
В авиастроении при изготовлении отливок широкое распространение получили электроко-рундовые формы, получаемые по выплавляемым моделям на этилсиликатном связующем.
Однако при использовании данной технологии на поверхности титановых отливок образуется насыщенный примесями и отрицательно влияющий на характеристики изделия, поверхностный слой (альфированный слой). Также существенным недостатком данных связующих является дороговизна, неэкологичность и низкая живучесть, что ограничивает их применение для крупногабаритных отливок из титановых сплавов.
С целью возможности замены этилсиликатных связующих были проведены исследования влияния различных связующих на водной основе: EHT Binder (США), Remasol (Великобритания), Армосил разных модификаций (Россия, г. Казань) на физико-механические свойства оболочковых форм и глубину альфированного слоя.
Определение предела прочности и прогиба при изгибе керамической оболочковой формы проводилось на образцах в виде керамических пластин размерами 80х20х(6-7) мм. Образцы керамической формы на водных связующих пред- ставлены на рис. 1. Для изготовления керамических пластин использовались восковые модели «лодочка» из модельной массы ПС 50-50 (рис. 2).
Для получения образцов оболочковой формы модели «лодочка» облицовывались по технологии литья по выплавляемым моделям.
Все керамические суспензии готовились по единой технологии. В смеситель вводили связующее и наполнитель, перемешивали до получения гомогенной массы, доводя до нужной вязкости и затем на модельном блоке формировали покрытие методом послойного нанесения. Обсыпку блоков осуществляли по существующей в серийном производстве технологии.
Модельную массу из полученной керамической формы удаляли в горячей воде при температуре 96–98 °С или в пароавтоклаве при температуре 140–150 °С.
Составы и технологические параметры изготовления оболочковых форм на водных связующих: EHT, Remasol Premium Plus, Remasol Premium, Армосил А, Армосил АМ и Армосил Х представлены в табл. 1. Образцы прокаливались при температурах 1000 и 1200 °С в печи Nabertherm.
а) б)

Рис. 2. Восковая модель «лодочка»
Рис. 1. Образцы керамической формы на водных связующих для испытаний на изгиб без упрочняющего компонента (а) и с упрочняющим компонентом (б)
Сводная таблица технологий изготовления оболочковых форм на основе водных связующих
Таблица 1
|
№ п/п |
Характеристика суспензии |
Обсыпочный материал |
Вариант и режим сушки |
Режим прокалки керамических оболочек |
||
|
Компоненты |
Условная вязкость по ВЗ-4, с |
|||||
|
Связующее |
Наполнитель |
|||||
|
1 |
EHT |
Микропорошок электрокорунда F1200 |
1 и 2 слои: 70…75; послед. слои: 28…33; закрепление: 8…33 |
1 и 2 слои: электрокорунд № 20; 3 и послед. слои: электрокорунд № 50 |
Для 1 и 2 слоев: выдержка на воздухе не менее 90 мин; для 3 и послед. слоев: выдержка 60 мин на воздухе |
Т = 1000 °С, t = 6 ч; Т = 1200 °С, t = 6 ч |
|
Микропорошок электрокорунда F1200 + АСД |
||||||
|
2 |
Remasol Premium Plus |
Микропорошок электрокорунда F1200 |
1 и 2 слои: 65…70 |
1 и 2 слои: электрокорунд № 20 |
Для 1 и 2 слоев: выдержка на воздухе не менее 4 ч |
Т = 1000 °С, t = 6 ч; Т = 1200 °С, t = 6 ч |
|
Микропорошок электрокорунда F1200 + АСД |
||||||
|
Remasol Premium |
Микропорошок электрокорунда F1200 |
Послед. слои: 30…35; закрепление: 30…35 |
3 и послед. слои: электрокорунд № 50 |
Для 3 и послед. слоев: выдержка 2 ч на воздухе |
||
|
Микропорошок электрокорунда F1200 + АСД |
||||||
|
3 |
Армосил А |
Микропорошок электрокорунда F1200 |
1 и 2 слои: 50…60; послед. слои: 27…32; закрепление: 27…32 |
1 и 2 слои: электрокорунд № 20; 3 и послед. слои: электрокорунд № 50 |
Для 1 и 2 слоев: выдержка на воздухе не менее 90 мин; для 3 и послед. слоев: выдержка 60 мин на воздухе |
Т = 1000 °С, t = 6 ч; Т = 1200 °С, t = 6 ч |
|
Микропорошок электрокорунда F1200 + АСД |
||||||
|
4 |
Армосил АМ(м) |
Микропорошок электрокорунда F1200 |
1 и 2 слои: 50…60; послед. слои: 27…32; закрепление: 27…32 |
1 и 2 слои: электрокорунд № 20; 3 и послед. слои: электрокорунд № 50 |
Для 1 и 2 слоев: выдержка на воздухе не менее 90 мин; для 3 и послед. слоев: выдержка 60 мин на воздухе |
Т = 1000 °С, t = 6 ч; Т = 1200 °С, t = 6 ч |
|
Микропорошок электрокорунда F1200 + АСД |
||||||
|
5 |
Армосил Х |
Микропорошок электрокорунда F1200 |
1 и 2 слои: 50…60; послед. слои: 27…32; закрепление: 27…32 |
1 и 2 слои: электрокорунд № 20; 3 и послед. слои: электрокорунд № 50 |
Для 1 и 2 слоев: выдержка на воздухе не менее 90 мин; для 3 и послед. слоев: выдержка 60 мин на воздухе |
Т = 1000 °С, t = 6 ч; Т = 1200 °С, t = 6 ч |
Испытания проводились на установке при температурах 20; 400; 800; 1100 °С.
Прокаленный образец помещался в печь установки, в которой заранее устанавливали требуемую температуру и выдерживали 30 мин для выравнивания температуры по его сечению. Скорость нагружения образца задавали равной 2,5 Н/с. Предел прочности при изгибе определяли по формуле (1). Приводимые значения предела прочности и прогиба при изгибе являются среднеарифметическими результатами испытания 5–10 образцов. Разброс данных отдельных испытаний не превышал 5–10 %.
Размер образцов измеряли с помощью микрометра с погрешностью, не превышающей 0,01 мм.
Предел прочности образцов оболочковых форм оценивали испытанием образцов при статическом изгибе. Образцы нагружали по схеме трехточечного изгиба (рис. 3) [1].
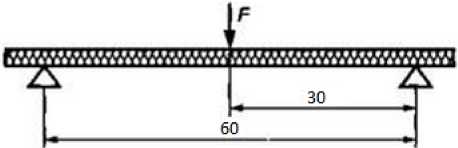
Рис. 3. Схема испытания образца при изгибе
Метод испытания заключается в приложении перпендикулярно к поверхности прямоугольного образца, расположенного на двух опорах, нагружающего усилия.
Предел прочности рассчитывали по формуле
M аи = —, МПа, и Wx
где М - изгибающий момент, кНм; W x - осевой момент сопротивления сечения, м3.
Изгибающий момент рассчитывали по фор- муле
FL
M = —, кНм,
где F – прилагаемое изгибающее усилие, кН; L – расстояние между внешними опорами, равно 0,06 м.
Осевой момент сопротивления относительно горизонтальной оси для сечения прямоугольной формы рассчитывали по формуле bh2
W x = -м, (3)
где b - ширина сечения, м; h - толщина сечения, м.
По этим экспериментальным данным построены графики зависимости предела прочности при изгибе керамических форм от температур испытания и прокалки на основе различных связующих (рис. 4–9).
Из рис. 4 следует, что при температуре прокалки 1000 °С предел прочности при изгибе оболочковых форм на основе связующих Remasol и EHT в пределах температуры испытаний повышается с 15 до 30 МПа, а на основе Армосил А, Ар-мосил АМ и Армосил для Ti практически не меняется. Некоторые колебания находятся в пределах ошибки измерений.
Из анализа графика испытаний образцов (рис. 5), прокаленных при температуре 1200 °С следует, что повышение температуры прокалки до 1200 °С способствует упрочнению оболочковых форм и температура испытаний почти не оказывает влияния на их прочность. Предел прочности при изгибе оболочковых форм на основе EHT и Remasol при нагреве в интервале температур испытаний незначительно повышается, на основе Армосил для Ti остается практически неизменным, а на основе Армосил А и Армосил АМ даже снижается.
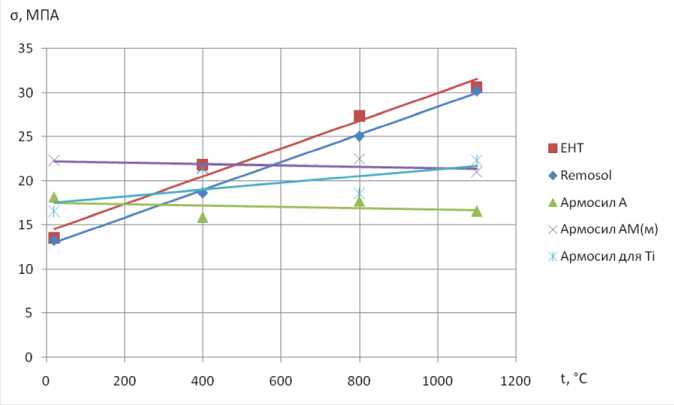
Рис. 4. Графики зависимостей предела прочности при изгибе образцов форм от температуры испытания (температура прокалки формы 1000 °С)
о, МПА
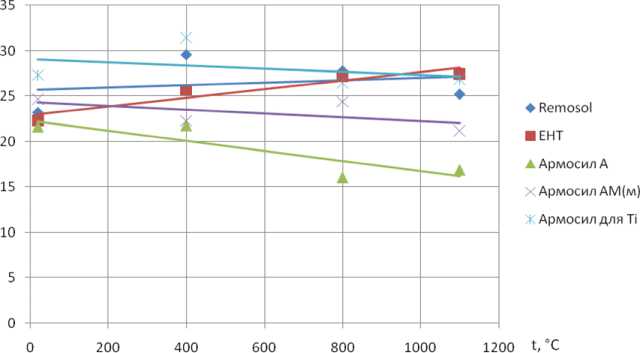
Рис. 5. Графики зависимостей предела прочности при изгибе образцов форм от температуры испытания (температура прокалки формы 1200 °С)
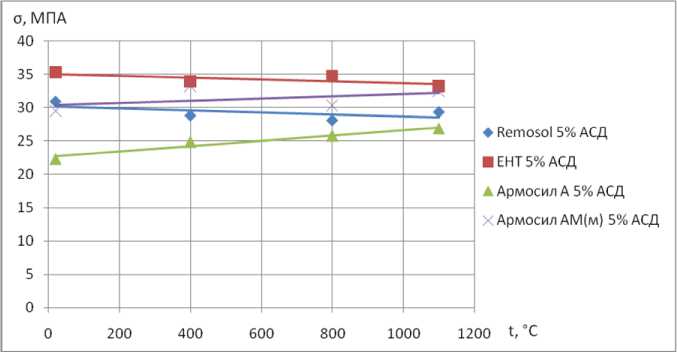
Рис. 6. Графики зависимостей предела прочности при изгибе образцов форм с добавлением 5 % АСД от температуры испытания (температура прокалки формы 1000 °С)
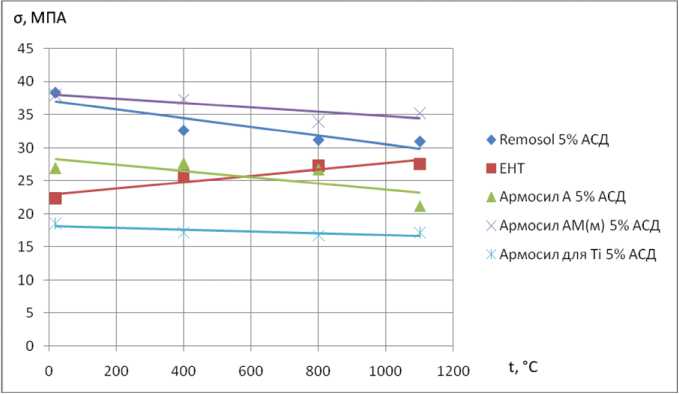
Рис. 7. Графики зависимостей предела прочности при изгибе образцов форм с добавлением 5 % АСД от температуры испытания (температура прокалки формы 1200 °С)
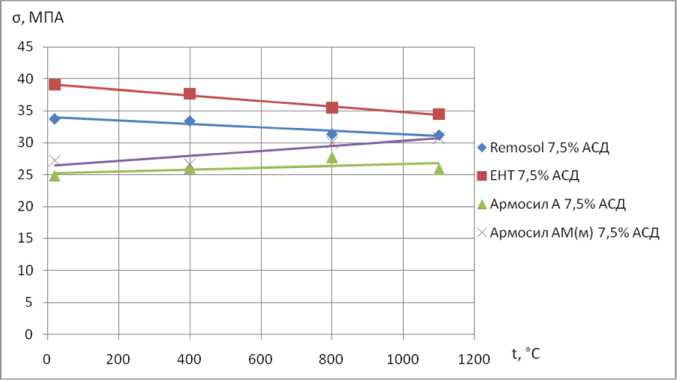
Рис. 8. Графики зависимостей предела прочности при изгибе образцов форм с добавлением 7,5 % АСД от температуры испытания (температура прокалки формы 1000 °С)
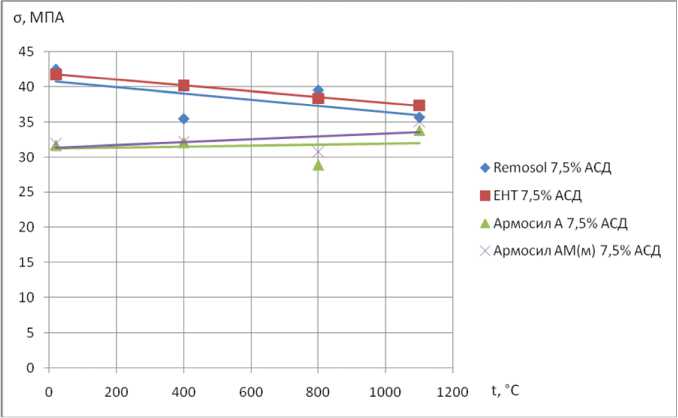
Рис. 9. Графики зависимостей предела прочности при изгибе образцов форм с добавлением 7,5 % АСД от температуры испытания (температура прокалки формы 1200 °С)
Из анализа графиков 4 и 5 следует, что условию необходимой прочности оболочковых форм (выше 25 МПа) отвечают связующие на водной основе EHT и Армосил для Ti. Однако запас прочности у данных форм составляет всего 5,6 %, что недостаточно для литья титановых сплавов центробежным способом.
С целью повышения прочностных характеристик оболочковых форм в суспензию был введен мелкодисперсный порошок алюминия АСД-4 (ТУ 1791-007-49421776-2011) в количестве 5 и 7,5 % от массы наполнителя.
Графики зависимости предела прочности при изгибе образцов керамических форм с добавлением 5 и 7,5 % АСД приведены на рис. 6–7.
Добавление АСД в количестве 5 % привело к следующим результатам:
-
1) увеличение прокалки с 1000 до 1200 °С (так же как и в связующих без упрочняющего наполнителя) приводит к увеличению прочности оболочковых форм у всех исследованных связующих на водной основе;
-
2) во всех связующих, кроме «Армосил для Ti», наблюдается значительное увеличение прочности (в ряде случаев до 70 % от первоначальной);
-
3) формы на связующем «Армосил для Ti» разупрочняются, также значительно уменьшается время жизни суспензии и на третьи сутки после добавления АСД она непригодна для дальнейшего использования;
-
4) оба зарубежных связующих показали высокие результаты (запас прочности превышает 20 %);
-
5) из отечественных аналогов сопоставимые результаты показал «Армосил АМ».
Поскольку добавление 5 % АСД в суспензию «Армосил для титановых сплавов» привело к ухудшению её характеристик, то дальнейшие исследования проводились только на 4 видах связующих.
Таким образом, на основе проведенных исследований влияния различных связующих на водной основе с добавкой и без добавки АСД-4, температур прокалки форм и испытаний их свойств, было установлено:
-
1) увеличение температуры прокаливания с 1000 до 1200 °С приводит к увеличению прочности оболочковых форм у всех исследованных связующих на водной основе;
-
2) все исследованные связующие с добавлением 7,5 % АСД при темпратуре прокаливания 1200 °С имеют прочностные характеристики, превышающие 25 МПа;
-
3) добавление 7,5 % АСД в российские кремне-золи привело к значительному увеличению времени сушки (более чем в 3 раза) оболочковых форм.
-
4) прокаливание оболочковых форм на основе водных связующих необходимо проводить при температуре ≥ 1200 °С;
-
5) в качестве связующих для изготовления керамической оболочковой формы для литья крупногабаритных отливок по прочностным характеристикам можно рекомендовать следующие связующие:
-
– Remasol с добавлением 5 % АСД-4 от массы суспензии (σ20 = 38,35 МПа) и Remasol с добавлением 7,5 % АСД-4 от массы суспензии (σ 20 =42,47 МПа);
-
– EHT с добавлением 5 % АСД-4 (σ 20 = =39,61 МПа) и EHT с добавлением 7,5 % АСД-4 (σ 20 =41,83 МПа);

Рис. 10. Модельный блок с образцами керамической формы на основе кремнезолей
-
– Армосил АМ с добавлением АСД-4 в количестве 5 % от массы суспензии (σ 20 = 37,99 МПа).
Для исследования альфированного слоя была реализована следующая методика: на литниково-питающую систему (ЛПС) модельных блоков, отливаемых в цехе титанового литья (ОАО УМПО), приклеивались образцы оболочковых форм на основе исследуемых водных связующих (рис. 10). Далее блок облицовывался по серийной технологии. Таким образом, при заливке жидкий металл контактировал в идентичных условиях с оболочковой формой и различными связующими, что позволяло сравнить альфированный слой при контакте жидкого металла с формой на основе различных видов кремнезолей и гидролизованного этилсиликата.
Для определения альфированного слоя был использован микроструктурный анализ [2]. Для определения толщины альфированного слоя были изготовлены микрошлифы из образцов с выходом на исследуемые поверхности. Вырезка заготовок для макро- и микрошлифов производилась с помощью абразивных кругов с охлаждающей средой. Образцы отливки для исследования на наличие альфированного слоя приведены на рис. 11. При этом вблизи места реза образуется зона с измененной микроструктурой, не менее 2 мм. Для удаления этого слоя применялась механическая обработка поверхности будущего шлифа.
Механическая обработка заготовок после вырезки при подготовке шлифов производилась резцами из твердосплавных материалов типа ВК.
Шлифование образцов производилось на станке с помощью шкурок различной зернистости с постепенно уменьшающейся степенью зернистости абразивного материала. Абразивные материалы, применяемые при шлифовании, приведены в табл. 2.
Окончательным этапом изготовления микрошлифов является полирование, которое производилось на вращающемся круге вначале на грубом сукне, а затем на тонком сукне.

Рис. 11. Образцы отливки для исследования на наличие альфированного слоя
Таблица 2
Абразивные материалы, применяемые при шлифовании титановых сплавов
|
Шкурки марки КЗ |
Шкурки марки КЗМ |
||
|
Номер абразива |
Размер зерна, мм |
Номер абразива |
Размер зерна, мкм |
|
12 |
150–125 |
М-40 |
40–28 |
|
10 |
125–105 |
М-28 |
28–23 |
|
8 |
105–75 |
М-23 |
23–20 |
|
6 |
84–63 |
М-20 |
20–14 |
|
5 |
63–42 |
М-14 |
14–10 |
|
4 |
53–28 |
М-10 |
10–7 |
|
3 |
42–20 |
||
В качестве абразивного материала применялась водная суспензия окиси хрома с размером частиц 0,1–0,3 мкм.
Более тонкое полирование шлифа осуществлялось с помощью электролитической полировки. Для полировки использовали электролит следующего состава (в мл):
-
– хлорная кислота (HClO 4 ) – 93;
– уксусный ангидрид – 398.
Условия полировки:
– напряжение 30–40 В;
– ток 0,5–1,5 А;
– температура электролита 20–25 °С;
– катод – титан.
В качестве пинцета для крепления шлифа, использовали нержавеющую сталь. Время полировки подбиралось опытным путем. Полирование проводилось в стеклянной ванне с прерыванием для предотвращения разогрева электролита.
Для выявления макро- и микроструктуры использовали травитель (в % по объему):
-
– 1 часть плавиковой кислоты;
-
– 1 часть азотной кислоты;
-
– 3 части дистилированной воды.
Время травления подбирали опытным путем. После травления шлифы промывали водой и сушили сжатым воздухом.
Микроструктуру образцов исследовали на инвертированном оптическом микроскопе Olympus GX51.
Микроструктура материала образцов представлена на рис. 12–18. Результаты измерений величины альфированного слоя сведены в табл. 3.
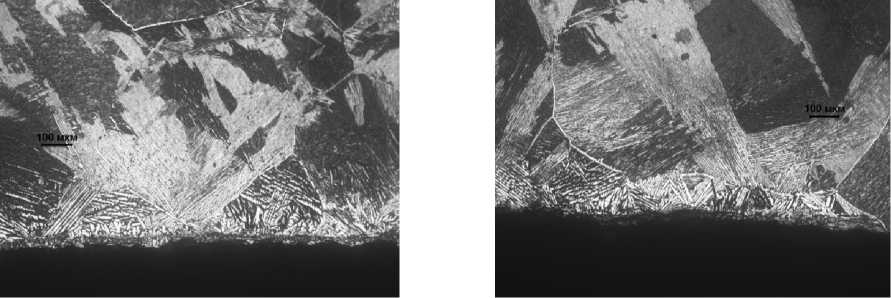
Рис. 12. Микроструктура поверхности контакта сплава с формой (связующее этилсиликат)
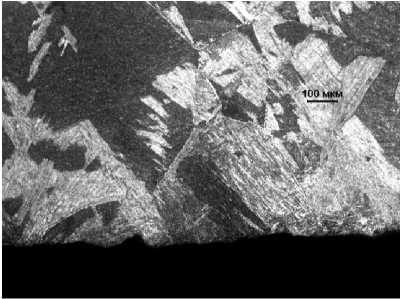
Рис. 13. Микроструктура поверхности контакта сплава с формой (связующее Remasol)
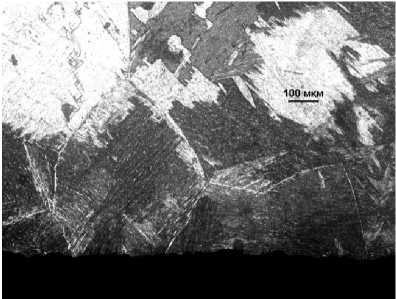
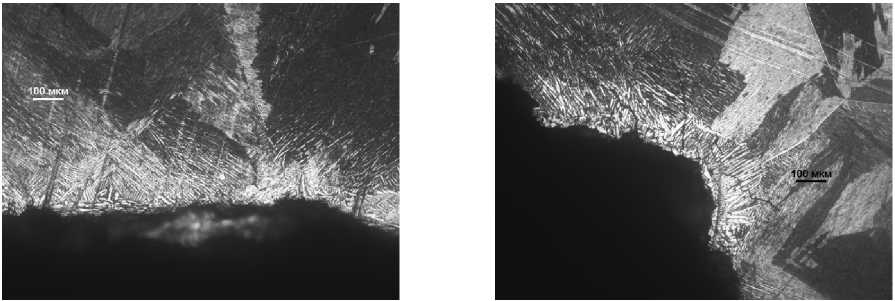
Рис. 14. Микроструктура поверхности контакта сплава с формой (связующее EHT)

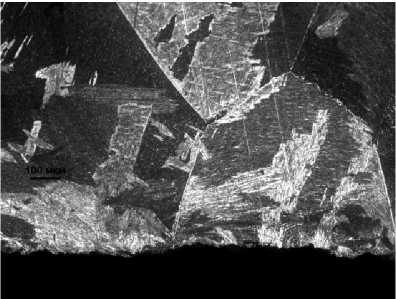
Рис. 15. Микроструктура поверхности контакта сплава с формой (связующее Remasol 5 % АСД)

Рис. 16. Микроструктура поверхности контакта сплава с формой (связующее EHT 5 % АСД)

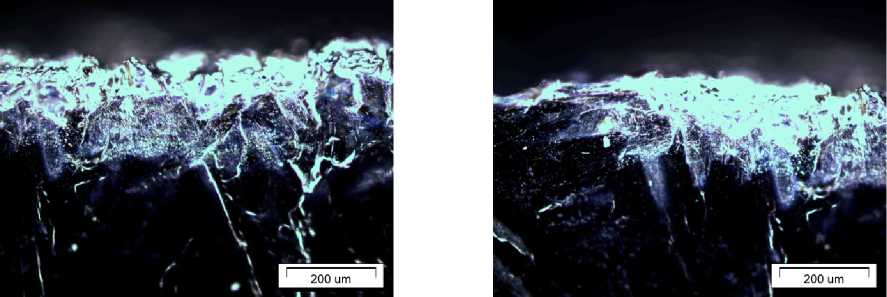
Рис. 17. Микроструктура поверхности контакта сплава с формой (связующее Армосил АМ)
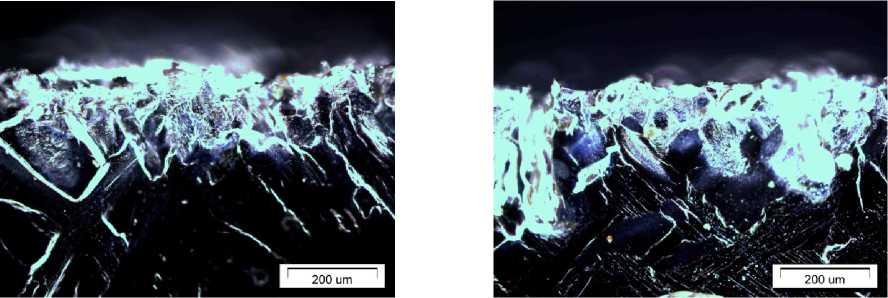
Рис. 18. Микроструктура поверхности контакта сплава с формой (связующее Армосил для титановых сплавов)
Результаты измерения альфированного слоя
Таблица 3
|
Связующее |
Величина альфированного слоя, мкм |
|
|
Контакт с формой на основе кремнезоля |
Контакт с формой на основе этилсиликата |
|
|
Remosol |
20 |
222 |
|
EHT |
222 |
222 |
|
Remosol 5 % АСД |
15 |
215 |
|
EHT 5 % АСД |
181 |
239 |
|
Армосил АМ |
219 |
210 |
|
Армосил для титановых сплавов |
315 |
231 |
Список литературы Выбор связующих на водной основе для оболочковых форм литья по выплавляемым моделям титановых сплавов
- ГОСТ 23409.7-78 Пески формовочные, смеси формовочные и стержневые. Методы определения прочности при сжатии, растяжении, изгибе и срезе.
- Инструкция «Металлографический анализ титановых сплавов»: Утв. ВИАМ от 10 февраля 1974 г., № 1054-76.
