Выбор технологий нанесения пленок металлов методами физического осаждения

Автор: Глушко С.П.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.20, 2020 года.
Бесплатный доступ
Введение. Получение качественных тонких пленок металлов важно для развития технологий нанесения антифрикционных и износостойких покрытий на режущие инструменты или детали пар трения. Используют различные способы физического осаждения пленок с применением технологий катодного (ионного), магнетронного и ионно-лучевого распыления с ассистированием. Цель работы - анализ, сопоставление и определение целесообразности методов физического осаждения тонких пленок металлов при нанесении антифрикционных и износостойких покрытий на режущие инструменты или детали пар трения.Материалы и методы. Рассмотрены технологии катодного (ионного), магнетронного и ионно-лучевого распыления. Представлены принципиальные схемы, условия и параметры рассматриваемых процессов. Результаты исследования. Перспективная технология нанесения тонких пленок, легирования и упрочнения поверхностей металлических деталей - магнетронное распыление. Магнетроны непрерывного действия применяют для нанесения покрытий сложного состава или многослойных покрытий на плоские подложки. Ионнолучевое распыление рассматривают как медленное распыление поверхности мишени под действием бомбардировки потоком ионов с высокой энергией и осаждение на поверхности подложки. При ионной имплантации происходит легирование поверхности металлов атомами отдачи, которые получают высокую энергию от ускоренных ионов и перемещаются вглубь на несколько нанометров. Это позволяет получать сверхтонкие легированные слои. Низкая температура ионной имплантации, возможность достаточно точного контроля глубины и профиля распределения примеси создают предпосылки автоматизации технологического процесса. Следы изнашивания сильнее окислены при одних и тех же условиях изнашивания на имплантированной стали по сравнению со сталью без имплантации. Неравновесный процесс при ионной имплантации вызывает образование таких сплавов в поверхностных слоях, которые невозможно получить в обычных условиях из-за диффузии компонентов или ограниченной растворимости. Ионная имплантация позволяет получить в поверхностном слое сплавы определенного состава. Свойства поверхности можно оптимизировать без связи с объемными свойствами материала. Обсуждение и заключение. У катодного (ионного), магнетронного и ионно-лучевого распыления есть общие достоинства: благодаря относительно низкой температуре подложка не перегревается; возможно получение равномерных покрытий; точно воспроизводится химический состав осаждаемых покрытий. Остальные достоинства и недостатки рассматриваемых методов индивидуальны. Результаты могут быть использованы для создания тонких пленок путем чередования процессов магнетронного, а затем ионно-лучевого напыления, что позволяет получать пленки, равномерно модифицированные по глубине. Это важно при производстве деталей пар трения и режущего инструмента для повышения их качества.
Пленка металла, физическое осаждение, антифрикционное покрытие, износостойкое покрытие, ионное распыление, магнетронное распыление, ионно-лучевое распыление
Короткий адрес: https://sciup.org/142225503
IDR: 142225503 | УДК: 621.793.182 | DOI: 10.23947/2687-1653-2020-20-3-280-288
Selection of technologies for metal film application using physical deposition techniques
Introduction. Obtaining high-quality thin metal films is important for advances in the technologies of applying antifriction and wear-resistant coatings on cutting tools or parts of friction couples. Various techniques of physical film deposition are applied using technologies of cathode (ion), magnetron and ion beam assisted sputtering. The work objective is to analyze, compare and determine the feasibility of techniques for the physical deposition of thin metal films when applying antifriction and wear-resistant coatings on cutting tools or parts of friction couples. Materials and Methods. Technologies of cathode (ionic), magnetron and ion-beam sputtering are considered. Schematic diagrams, conditions and parameters of the considered processes are presented. Results. An advanced technology for the deposition of thin films, alloying and hardening of the surfaces of metal parts is magnetron sputtering. Continuous wave (cw) magnetrons are used to apply coatings of complex composition or multilayer coatings on flat substrates. Ion beam sputtering is considered a slow sputtering of the target surface by bombardment with a high-energy ion beam and deposition on the substrate surface. Under the ion implantation, the surface of metals is doped with recoil atoms, which receive high energy from accelerated ions and move a few nanometers deeper. This enables to obtain ultra-thin doped layers. Low temperature of ion implantation, the possibility of sufficiently accurate control of the depth and the impurity distribution profile, create the prerequisites for the process automation. Wear tracks are more acidified under the same wear conditions on implanted steel compared to non-implanted steel. The nonequilibrium process under ion implantation causes the formation of such alloys in the surface layers that cannot be obtained under normal conditions due to diffusion of components or limited solubility. Ion implantation makes it possible to obtain alloys of a certain composition in the surface layer. Surface properties can be optimized without reference to the bulk properties of the material. Implantation is possible at low temperatures without a noticeable change in the size of the product.Discussion and Conclusion. Cathode (ion), magnetron and ion-beam sputtering have common advantages: due to the relatively low temperature, the substrate does not overheat; it is possible to obtain uniform coatings; the chemical composition of the deposited coatings is accurately reproduced. The rest of the advantages and disadvantages of the considered methods are individual. The results can be used to create thin films through alternating magnetron and then ionbeam deposition processes, which enables to obtain films uniformly modified in depth. This is important in the production of parts of friction couples and cutting tools to improve their quality.
Текст научной статьи Выбор технологий нанесения пленок металлов методами физического осаждения
УДК 621.793.182
Введение. Получение качественных тонких пленок металлов важно для развития технологий нанесения антифрикционных и износостойких покрытий на режущие инструменты или детали пар трения [1–6].
Термовакуумный метод, который применялся ранее, не обеспечивал воспроизводимость свойств пленок, особенно при осаждении материалов сложного состава. Переход к непрерывным технологическим процессам способствовал развитию ионно-плазменных процессов осаждения тонких пленок. В настоящее время используют различные способы физического осаждения пленок с применением технологий катодного (ионного) распыления, магнетронного распыления и ионно-лучевого распыления с ассистированием. Так создаются тонкие пленки, которые невозможно получить другими способами (например, пленки тугоплавких или многокомпонентных материалов). Цель работы — анализ и сопоставление целесообразности методов физического осаждения тонких пленок металлов при нанесении антифрикционных и износостойких покрытий на режущие инструменты или детали пар трения.
Машиностроение и машиноведение
Применение катодного (ионного), магнетронного и ионно-лучевого распыления позволяет полностью автоматизировать получение пленочных покрытий в технологических установках непрерывного действия.
Материалы и методы. При катодном (ионном) распылении ионы разряженного газа бомбардируют и разрушают материал катода [1]. Его атомы испаряются и конденсируются на подложке.
Принципиальная схема процесса нанесения тонких пленок катодным распылением приведена на рис. 1.
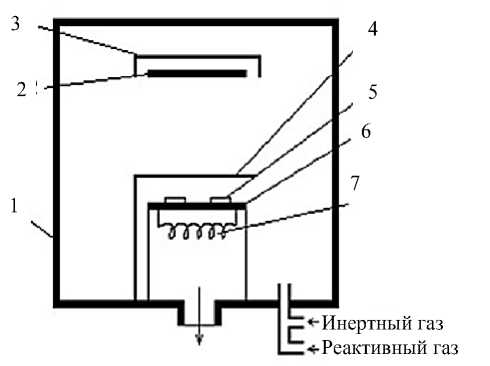
Рис. 1. Принципиальная схема процесса нанесения тонких пленок катодным распылением: 1 — камера; 2 — катод;
3 — заземленный экран; 4 — заслонка; 5 — подложка; 6 — заземленный анод; 7 — резистивный нагреватель подложки
При таком распылении из камеры, в которой установлены анод и катод, выкачивают воздух до состояния вакуума с давлением 10–4 Па. Затем в камеру подают инертный газ (например, аргон) с давлением 1– 10 Па) [1]. При подаче постоянной высокой разности потенциалов 1–5 кВ на катод и анод между ними возникает тлеющий разряд, в котором образуются положительно заряженные ионы инертного газа. Ионы ускоряются электрическим полем и бомбардируют катод, вызывая испарение и распыление атомов материала, оседающих на подложке в виде тонкой пленки [1, 3].
Начальные представления о катодном распылении базировались на преобладающей роли химических процессов. Считалось, что перенос материала катода на покрываемую подложку состоит: а) в образовании на поверхности подложки непрочных соединений с материалом катода, б) в испарении соединений материалов подложки и катода, в) в частичном распаде этих соединений.
Инертные газы в ионизированном состоянии (в отличие от нормального состояния) могут проявлять некоторую химическую активность.
Однако невозможно объяснить химическими процессами все случаи такого распыления, поскольку имеет место катодное распыление слабо летучих соединений (например, AL2O3 ), которые практически не могут испаряться при температурах нагрева катода.
Поэтому был предложен не химический, а физический механизм катодного распыления. Согласно этому подходу, частицы материала покидают поверхность катода из-за того, что атомы материала катода получают энергию непосредственно от бомбардирующих атомов или молекул. Существуют два представления о такой передаче энергии.
-
1. Удары бомбардирующих атомов приводят к сильному локальному повышению температуры микроскопических участков поверхности материала катода, вследствие чего он испаряется.
-
2. Бомбардирующий атом передает кинетическую энергию атому поверхности катода. В результате разрушаются связи атома катода с соседними атомами, и он вылетает с поверхности катода.
Такой механизм лучше представляет физическое распыление, особенно в соответствии с работами по ионной и нейтральной эмиссии (т. е. эмиссии нейтральных атомов) твердых тел при бомбардировке ионами.
Результаты исследования. При рассмотрении катодного распыления в целом следует иметь в виду как физический, так и химический механизмы. Один из них может преобладать в зависимости от реальных условий процесса.
Ниже перечислены достоинства метода катодного распыления.
-
1. Процесс протекает при относительно низкой температуре, подложка не перегревается.
-
2. Можно получить равномерные по толщине покрытия.
-
3. Точно воспроизводится химический состав осаждаемых покрытий.
-
4. Площади покрытий довольно велики, так как материал наносится на подложку не из точечного источника.
-
5. Получаемые покрытия имеют высокую адгезию к материалу подложки, благодаря высокой энергии конденсирующихся атомов.
-
6. Удается достичь высокого коэффициента использования материала покрытия.
Перечислим недостатки метода катодного распыления.
-
1. Пленки характеризуются высоким уровнем механических напряжений.
-
2. Скорость осаждения — низкая (0,3-2 нм/с).
-
3. Рабочее давление в камере в ряде случаев составляет 1-10 Па, поэтому пленки загрязняются рабочим газом.
Перспективной технологией нанесения тонких пленок, легирования и упрочнения поверхностей металлических деталей является магнетронное распыление. Его преимущества:
-
— высокая скорость получения пленочных покрытий;
-
— низкий уровень загрязнения посторонними включениями, в том числе газами;
-
— низкая температура нагрева материала подложки;
-
— возможность распыления электропроводящих и диэлектрических материалов;
-
— возможность получения сверхтонких пленок (< 20 нм) с малыми дефектами;
-
— безынерционность технологического процесса.
Магнетронное распыление используется для нанесения сверхтонких пленок хрома, алюминия (и его сплавов) и различных тугоплавких металлов.
Схема движения напыляемых частиц в магнетронной распылительной системе (в магратроне) показана на рис. 2.
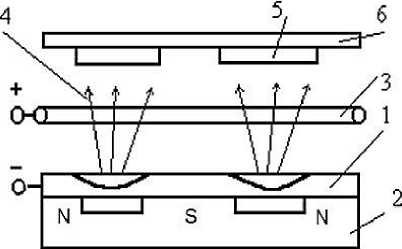
Рис. 2. Схема движения напыляемых частиц в магнетронной распылительной системе: 1 — катод-мишень; 2 — постоянный магнит; 3 — анод; 4 — поток распыляемых частиц; 5 — подложка; 6 — подложкодержатель
Магнетронная система монтируется в камере вакуумной распылительной установки, из которой откачивается воздух. В качестве рабочего газа используется аргон или смесь инертных газов. Поддерживается постоянное общее давление с точностью ± 5 %. Выбирая парциальное давление компонентов газовой смеси, можно в широком диапазоне менять характеристики покрытия, в том числе электрические.
Рабочая среда в камере меняется путем варьирования количества кислорода, азота, диоксида углерода, сернистых газовых соединений. Это позволяет создавать тонкие пленки оксидов, нитридов, карбидов, сульфитов разных материалов, которые нельзя, например, получить термическим испарением.
Состав соединений в пленочных покрытиях, содержащих оксиды, карбиды, нитриды, напрямую зависит от чистоты материалов и газов. Поэтому для распыления следует использовать химически чистые материалы. Для управления парциальным давлением следует оснастить вакуумные установки насосами, которые обеспечивают постоянную скорость откачки в требуемом диапазоне давлений.
В распылительных магнетронных системах используются источники постоянного тока. Постоянное электрическое поле над мишенью-катодом формирует тлеющий разряд, создает плазму и вызывает бомбардировку ионами мишени (катода). Замкнутое магнитное поле магнетронной распылительной системы концентрирует плазму у поверхности мишени-катода.
Под действием бомбардировки ионами из мишени-катода эмитируют электроны, которые собираются и удерживаются магнитным полем. Электроны совершают сложное циклическое движение над поверхностью мишени-катода. До попадания на анод электроны сталкиваются с атомами рабочего газа (аргона) и тратят при столкновении значительную часть энергии на ионизацию рабочего газа (аргона). Это увеличивает количество ионов у поверхности мишени-катода, усиливает бомбардировку, повышает скорость распыления материала, осаждения и образования пленки.
В магнетронных распылительных системах электрические и магнитные поля пересекаются, что создает магнитную ловушку у распыляемой поверхности мишени и увеличивает скорость распыления. Магнитная ловушка захватывает высокоэнергетические вторичные электроны. Они не участвуют в бомбардировке подложки, и этим объясняется ее незначительный нагрев.
Машиностроение и машиноведение
Скорость осаждения материала покрытия в процессе магнетронного распыления зависит от давления рабочего газа в камере установки, силы тока и мощности разряда, что устанавливает строгие требования к источникам энергии. Для обеспечения стабильности процесса необходимо поддерживать ток разряда с точностью ± 2 %. Если процесс стабилизируется мощностью разряда, он должен поддерживаться с точностью ± 20 Вт в диапазоне регулирования 0–10 кВт.
Средняя скорость осаждения молибдена равна 12–37 нм/с при следующих параметрах установки:
-
— мишень из кобальта в виде плоского диска диаметром 150 мм,
— источник питания мощностью 4 кВт,
— подложка из молибдена расположена на расстоянии 60 мм от источника питания [7].
Температура нагрева подложки в этом случае приблизительно равна температуре термического испарения в вакууме легкоплавких металлов, но намного ниже, чем температура испарения тугоплавких металлов. Это позволяет наносить тонкие пленки на материалы с низкой термостойкостью (например, пластмассы).
Стабильность осаждения пленки на подложку обеспечивается правильно выбранными параметрами магнетронной распылительной системы:
— напряжение питания электродов,
— ток разряда,
— плотность тока на мишени,
— удельная мощность,
— индукция магнитного поля,
-
— давление рабочего газа в камере.
Разность потенциалов между катодом и анодом не превышает 1000 В. Ток электрического разряда устанавливается опытным путем. Плотность тока на мишени — около 200 мА/см², но в центральной зоне распыления может быть больше. Удельная мощность электрического разряда — от 40 до 100 Вт/см². Она определяется теплопроводностью осаждаемого материала и условиями охлаждения.
Вольт-амперная характеристика электрического разряда между анодом и катодом зависит от рабочего давления газа и индукции магнитного поля. При уменьшении в камере установки давления и индукции магнитного поля вольт-амперные характеристики разряда смещаются в область высоких рабочих напряжений.
Скорость осаждения материала пленки почти линейно зависит от мощности разряда. При повышении мощности разряда скорость осаждения увеличивается.
Мощность разряда достигает максимума при увеличении индукции магнитного поля до 0,08–0,1 Тл и низком рабочем давлении газа (от 1 до 10 Па). Если рабочее давление газа высокое, максимальная мощность разряда достигается при индукции магнитного поля 0,04–0,06 Тл.
Несмотря на эти преимущества, а также непосредственное напыление диэлектриков высокочастотным магнетроном, следует отметить, что этот способ отличается низкой скоростью осаждения пленки, то есть низкой производительностью. Есть сложности и в согласовании источника питания магнетронной установки с нагрузкой при работе на высоких частотах. Кроме того, источник питания должен иметь систему гашения дуговых разрядов, которые являются причиной нестабильности параметров магнетронной установки.
По принципу работы магнетронные вакуумные установки с ионно-плазменными источниками распыления делятся на два вида — периодического и непрерывного действия.
В магнетронных установках периодического действия распылительные средства располагают по оси цилиндрической камеры либо по ее образующей. В первом случае используют цилиндрические распылители, во втором — планарные. Подложки перемещаются через область плазмы.
Магнетроны периодического действия применяют для нанесения покрытий на диэлектрики. В этом случае для снижения температуры подложки следует:
-
— улучшать тепловой контакт подложки с системой охлаждения;
-
— изготавливать детали системы охлаждения из материалов с высокой теплопроводностью либо повышать теплопроводность газовой прослойки между системой охлаждения и пленкой;
-
— охлаждать узлы системы охлаждения до температуры 243–253 ºК;
-
— расширять зону нанесения покрытия и увеличивать размер системы охлаждения.
Высокая скорость выделения газов подложки, а также возможное взаимодействие ионизированных газов с осаждающимся материалом обусловливают применение конденсационных вакуумных ловушек.
Магнетроны непрерывного действия применяют для нанесения покрытий сложного состава или многослойных покрытий на плоские подложки [8]. Как правило, установки непрерывного действия состоят из последовательности плоских прямоугольных камер, разделенных шлюзами и затворами. В установках непрерывного действия применяется либо распыление сверху вниз, либо вертикальное перемещение подложек и боковое размещение распылительных устройств.
При работе магнетронной распылительной системы управляют, как правило, одним параметром.
Остальные фиксируют на оптимальном значении, регулируя толщину пленок, изменяя время осаждения и т. д.
Ниже перечислены достоинства магнетронного распыления.
-
1. Процесс протекает при относительно низкой температуре, подложка не перегревается.
-
2. Можно получить равномерные по толщине покрытия.
-
3. Точно воспроизводится химический состав осаждаемых покрытий.
-
4. Процесс протекает быстро. Высокая скорость распыления материалов при низких рабочих напряжениях (600–800 В) и низком давлении рабочего газа (5 ⋅ 10–1 – 10 Па).
Назовем недостатки магнетронного распыления.
-
1. Высокие требования к чистоте и сухости защитного газа (аргона).
-
2. Для защиты от окисления нужны шлюзы перед разгрузочной камерой. В камеру следует подавать защитный газ.
-
3. Вероятность пробоев между анодом и катодом.
-
4. Высокие требования к точности позиционирования подложек относительно испарителей для обеспечения равномерности пленок по толщине и по составу.
Ионно-лучевое распыление применяется для нанесения тонких пленок в вакууме, а также для модификации и легирования поверхностных слоев металлов имплантацией ионов из сепарированных пучков.
На рис. 3 изображена схема установки для ионно-лучевого распыления.
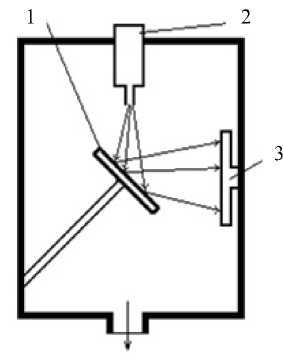
Рис. 3. Схема установки для ионно-лучевого распыления: 1 — мишень; 2 — источник ионов; 3 — подложка
Ионно-лучевое распыление рассматривают как медленное распыление поверхности мишени под действием бомбардировки потоком ионов с высокой энергией и осаждение на поверхности подложки. Этот процесс имеет физическую, а не химическую природу. Атомам поверхности от падающего иона передается импульс:
— направленный от поверхности,
— достаточно сильный, чтобы атомы покинули поверхность.
При ионной имплантации происходит легирование поверхности металлов атомами отдачи, которые получают высокую энергию от ускоренных ионов и перемещаются вглубь на несколько нанометров. Это позволяет получать сверхтонкие легированные слои. Низкая температура ионной имплантации, возможность достаточно точного контроля глубины и профиля распределения примеси создают предпосылки автоматизации технологического процесса.
Ионная имплантация также используется для модифицирования поверхностных свойств металлов: повышения твердости, увеличения износостойкости, коррозионной и радиационной стойкости, повышения сопротивления усталостному разрушению, снижения коэффициента трения. Ионную имплантацию используют для получения антифрикционных износостойких поверхностей. Для деталей машин износостойкость материала, как правило, является более важной характеристикой, чем его твердость или коэффициент трения [4–8].
Отмечено, что, например, большая доза имплантированного азота может существенно уменьшить интенсивность изнашивания [9]. Кроме того, установлено, что имплантация ионов инертных газов (например, неона, аргона), создающая напряжения сжатия в поверхностном слое, не приводит к снижению интенсивности
Машиностроение и машиноведение
изнашивания. Однако имплантация атомов внедрения (бор, углерод и азот) при дозах облучения ионами 10 17 см - 2 была весьма эффективной, причем данное влияние по толщине изнашиваемого слоя значительно превосходило глубину внедрения имплантированных ионов.
Имплантируемые атомы внедрения при ионно-лучевом распылении (например, азот, углерод или бор) сегрегируют даже при нормальной температуре. Это блокирует их движение в осаждаемом материале, упрочняет поверхностный слой и повышает износостойкость.
В процессе изнашивания при трении протекают два процесса, действие которых объясняет влияние ионной имплантации на слой большей глубины, чем глубина проникновения ионов.
Первый — зарождение и развитие новых дислокаций под действием высоких локальных нагрузок на пятнах контакта микронеровностей поверхности. Под действием поля напряжений, возникающего вокруг скопления дислокаций, атомы примеси диффундируют вглубь раствора.
Второй — локальный разогрев поверхности в точках контакта. Например, при испытании материалов на износостойкость температура на микронеровностях достигает 600–700 °С. Движение примесей происходит под действием больших температурных градиентов. Диффузия вдоль линий дислокаций является наиболее вероятным механизмом переноса.
Коэффициент трения у сталей также снижается под действием ионной имплантации благодаря двум эффектам.
-
1. Мостики сварки в контакте двух поверхностей становятся хрупкими вследствие заторможенного дислокационного движения.
-
2. Окисная пленка является более стойкой в этих условиях, и ее присутствие снижает адгезию.
Анализ подтвердил, что следы изнашивания сильнее окислены при одних и тех же условиях изнашивания на имплантированной стали по сравнению со сталью без имплантации.
При рассмотрении композиционного материала (например, карбида вольфрама на кобальтовой связке) возникает более сложная ситуация. При высоких температурах износ сопровождается диффузией, кобальт выносится на поверхность, а такие вещества, как железо (из обрабатываемого металла), диффундируют в объем, вызывая выкрашивание зерен карбида. При низких температурах более вероятны адгезия и истирание кобальта, причем процесс интенсифицируется, если сдвиговые усилия достигают величин, достаточных для выдавливания кобальтовой мягкой связки между зернами карбида.
Имплантированные ионы азота или углерода могут смещаться к дислокациям в кобальте, как и в сплавах железа. Кобальт в отличие от железа не образует стабильных нитридов или карбидов, поэтому имплантированные атомы останутся в твердом сплаве. С помощью электронного микроскопа были обнаружены мартенситные превращения в кобальтовой связке имплантированного твердого сплава на основе карбида вольфрама, что свидетельствует об искажении кристаллической решетки и возможном упрочнении при растворении азота в твердом сплаве.
Кроме того, азот может сегрегировать к поверхностям раздела карбидных зерен и кобальтовой связки, усиливая химические связи на этих поверхностях и упрочняя композит.
При ионной имплантации в вольфрамовых твердых сплавах (карбид вольфрама на кобальтовой связке) происходит миграция имплантированного азота или углерода по узлам внедрения кобальтовой связки. Ее ускоряют большие термические градиенты под микронеровностями поверхностей. По этой причине, если условия изнашивания относительно мягкие и охлаждение интенсивное, имплантированные атомы малоподвижны и процесс должен протекать менее интенсивно.
Перечислим достоинства ионной имплантации.
-
1. Процесс протекает при относительно низкой температуре, подложка не перегревается.
-
2. Можно получить равномерные по толщине покрытия.
-
3. Точно воспроизводится химический состав осаждаемых покрытий.
-
4. Процесс протекает быстро.
-
5. Процесс рекомендуется использовать для легирования примесями с низкими растворимостями в твердой фазе или с низкими коэффициентами диффузии.
Неравновесный процесс при ионной имплантации вызывает образование таких сплавов в поверхностных слоях, которые невозможно получить в обычных условиях из-за диффузии компонентов или ограниченной растворимости.
Ионная имплантация позволяет получить в поверхностном слое сплавы определенного состава. Свойства поверхности можно оптимизировать без связи с объемными свойствами материала. Имплантация возможна при низких температурах без заметного изменения размеров изделия.
Необходимо отметить недостатки ионной имплантации.
-
1. Имплантация является процессом обработки поверхности только в зоне прямого действия пучка ионов из-за расфокусировки луча при больших отклонениях. Поэтому с ее помощью невозможно обрабатывать подложки со сложной геометрией поверхности.
-
2. Малая глубина проникновения пучка ионов не позволяет наносить покрытия достаточной толщины (>1 мкм) на детали пар трения и режущий инструмент.
-
3. Используется довольно сложное оборудование.
Обсуждение и заключение. Сравнительный анализ методов физического осаждения пленок показал их преимущества и недостатки.
У катодного (ионного), магнетронного и ионно-лучевого распыления есть общие достоинства.
-
1. Процессы протекают при относительно низкой температуре, подложка не перегревается.
-
2. Возможно получение равномерных по толщине покрытий.
-
3. Точно воспроизводится химический состав осаждаемых покрытий.
Остальные достоинства и недостатки рассматриваемых методов индивидуальны.
Процесс катодного (ионного) распыления позволяет наносить пленки на достаточно большие площади с высоким коэффициентом использования распыляемого материала, но имеет самую низкую скорость осаждения (0,3-2 нм/с). Пленки обладают высокой адгезией к подложке, но характеризуются высоким уровнем механических напряжений. Кроме того, пленки загрязняются рабочим газом, так как рабочее давление в камере может составлять 1-10 Па. Тем не менее катодное (ионное) распыление позволяет использовать в качестве мишени тугоплавкие материалы и синтезировать многокомпонентные соединения.
Универсальность — основное достоинство магнетронных распылительных систем. В них можно использовать распыление с применением постоянного тока, высокочастотное распыление и реактивное ионноплазменное пленочное осаждение.
Преимущества магнетронных распылительных систем:
-
— высокая скорость осаждения пленочных покрытий (несколько мкм/мин) и возможность ее регулирования в достаточно широком диапазоне;
-
— высокая химическая чистота пленочных покрытий;
-
— низкое тепловое влияние на подложку и осаждаемое пленочное покрытие;
-
— возможность нанесения на неподвижные подложки равномерных по толщине пленок.
Ионное напыление имеет следующие преимущества по сравнению с магнетронным:
-
— низкое рабочее давление газа (10-3 - 10-2 Па);
-
— целостность химического состава материала мишени (катода);
-
— управление энергией ионов, бомбардирующих мишень;
-
— увеличение скорости распыления мишени ионной бомбардировкой под углом к ее поверхности (невозможно при магнетронном распылении).
Для осаждения тонких пленок диэлектрических и композиционных материалов при ионно-лучевом распылении предлагаются источники ионов с холодным катодом, которые создают направленные радиально сходящиеся или радиально расходящиеся ионные пучки [3, 8].
Источники ионов при ионно-лучевом распылении с холодным катодом имеют следующие достоинства:
Машиностроение и машиноведение
-
— способствуют формированию ионных пучков как инертных, так и химически активных газов (например, О2);
-
— имеют длительный ресурс холодного катода;
-
— обеспечивают однородность химического состава пленочных покрытий с большими площадями на неподвижных подложках;
-
— позволяют автоматизировать процесс осаждения пленок диэлектрических и композиционных материалов с заданными свойствами.
Для получения тонких пленок эффективно применение методики чередования процессов магнетронного, а затем ионно-лучевого напыления. Так получаются пленочные покрытия, равномерно модифицированные по глубине [10]. Это важно при производстве деталей пар трения [5-7] и режущего инструмента для повышения их качества [11].
Список литературы Выбор технологий нанесения пленок металлов методами физического осаждения
- Петухов, В. Ю. Ионно-лучевые методы получения тонких пленок / В. Ю. Петухов, Г. Г. Гумаров. - Казань: Изд-во Казан. ун-та, 2010. - 87 с.
- Левичев, В. В. Электронные и фотонные устройства: принцип работы, технологии изготовления / В. В. Левичев. - Санкт-Петербург: Ун-т ИТМО, 2015. - 65 с.
- Григорьев, Ф. И. Осаждение тонких пленок из низкотемпературной плазмы и ионных пучков в технологии микроэлектроники / Ф. И. Григорьев. - Москва: Моск. гос. ин-т электроники и математики, 2006. - 35 с.
- Белый, А. В. Структура и методы формирования износостойких поверхностных слоев / А. В. Белый, Г. Д. Карпенко, Н. К. Мышкин. - Москва: Машиностроение, 1991. - 208 с.
- Глушко, С. П. Синтез критерия качества биметаллических подшипников скольжения / С. П. Глушко, С. Г. Денисенко // Конструкционная прочность, долговечность, упрочнение материалов и деталей машин: тез. докл. всесоюз. науч. конф. - Волгоград: Дом науки и техники, 1990. - С. 202-204.
- Денисенко, С. Г. Оптимизация технологии производства подшипников скольжения из биметалла сталь-бронза / С. Г. Денисенко, С. П. Глушко // Современные методы наплавки, упрочняющие покрытия и используемые материалы. IV Украинская республиканская науч.-тех. конф.: тезисы докладов. - Харьков: ХАДИ, 1990. - С. 70-71.
- Асцилене, Д. Л. Техника магнетронного распыления тонких пленок. Газофазное осаждение тонких пленок / Д. Л. Асцилене // Современные технологии в образовании: мат-лы междунар. науч.- практ. конф.: в 2 ч. / Под ред. Б. М. Хрусталева. - Минск: Белорус. нац. тех. ун-т, 2016. - Ч. 2. - С. 17-20.
- Белый, А. В. Структура и методы формирования износостойких поверхностных слоев / А. В. Белый, Г. Д. Карпенко, Н. К. Мышкин. - Москва: Машиностроение, 1991. - 208 с.
- Сопротивление контактному и усталостному разрушению модифицированных ионами азота хромистых сталей / П. А. Витязь, А. В. Белый, В. А. Кукаренко, Ю. П. Шаркеев // Физическая мезомеханика. - 2004. - Спец. выпуск 7, ч. 2. - С. 149-152.
- Сверхтвердые оксидные покрытия, получаемые на титане при обработке токами высокой частоты / А. А. Фомин, М. А. Фомина, И. В. Родионов// Письма в журнал технической физики. -2015. - Т. 41, вып. 18. - С. 89-95.
- Григорьев, С. Н. Нанесение покрытий и поверхностная модификация инструмента / С. Н. Григорьев, М. А. Волосова. - Москва: Янус-К, 2007. - 324 с.
