Выявление нечеткой границы стойкости режущего инструмента с использованием метода контрольных карт

Автор: Тугенгольд Андрей Кириллович, Изюмов Андрей Игоревич, Терехов Дмитрий Юрьевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 (85) т.16, 2016 года.
Бесплатный доступ
В совокупность знаний интеллектуальной системы управления e-MindMachine многооперационного станка включены сведения о состоянии каждого инструмента, в том числе время остаточной стойкости. Это необходимо для получения заключения о возможности выполнения планируемого технологического перехода, о величине размерного износа, о необходимости изменения режимов резания при работе в области нечеткой пограничной полосы и пр. Кроме описанных ранее методов оценки начального и конечного значений времени пограничной полосы, как зоны неопределенности состояний, предлагается наглядный метод с использованием модификации контрольных карт Шухарта. Адаптивные контрольные карты позволили отслеживать ход процесса изнашивания инструмента, предупреждая об отклонениях от предъявляемых к процессу требований. Представлен план работы с соответствующими контрольными картами и примеры их использования для оценки состояния инструмента и прогнозирования параметров пограничной полосы. Приведены зависимости оценок математического ожидания размерного износа и рассеяния в пределах зоны линейного изнашивания инструмента, соответствующих скоростных зависимостей и апостериорных значений при предстоящей работе в области пограничной полосы. На этой базе прогнозируются оценки времени начала и конца пограничной полосы. Обработка статистических данных контрольных карт проведена с использованием прикладного пакета MATLABStatisticstoolbox.
Многооперационный станок, мониторинг состояния инструмента, нечеткая граница размерной стойкости инструмента, контрольные карты шухарта
Короткий адрес: https://sciup.org/14250207
IDR: 14250207 | УДК: 004.89+621.518.2 | DOI: 10.12737/19685
Identification of fuzzy boundaries of cutter power using control chart method
The body of knowledge of the intelligent control system e-MindMachine of the multi-operation machine contains each tool condition data including its remaining life time. This is required to obtain conclusions on the possibility of the planned machining pass, the wear size value, the necessity to change cutting conditions during the operation in the fuzzy boundary strip area, etc. In addition to the previously described methods of assessing the initial and final values of the boundary strip time as an uncertainty state area, a visual method using a modification of Shewhart control charts is offered. The adaptive control charts allow tracking the tool wear progress warning of deviations from the requirements to the process. A program sheet with the appropriate control charts and examples of their usage for the assessing the tool state and forecasting the boundary strip parameters is presented. The dependences of estimations of the expectation of the wear size and scattering within the linear tool wear zone, appropriate velocity functions and a posteriori values for the future operation in the boundary strip area are described. On this basis, the timing estimation of the boundary strip head and end is predicted. The processing of the statistical control charts is performed by the MATLABStatisticstoolbox application package.
Текст научной статьи Выявление нечеткой границы стойкости режущего инструмента с использованием метода контрольных карт
Введение. Основной задачей развития системы мониторинга и управления состоянием инструмента на станках является повышение производительности и экономической эффективности за счет увеличения сроков службы инструмента, минимизации простоев станков, сокращения и предотвращения повреждений обрабатываемых деталей. В функции системы мониторинга инструмента входят сбор, хранение и анализ некоторого количества явных или кос-
Машиностроение и машиноведение
венных параметров описания инструмента, находящегося на станке, для суждения о его стойкости, состоянии и изменениях в процессе обработки. В частности, внимание данной проблеме было уделено в работах [1–3]. Полученные оценки состояния и периода стойкости служат основой для принятия решений по управлению функциями его использования или замены.
Понятие нечеткой полосы стойкости инструмента введено в связи с необходимостью автоматизированной оценки работоспособности режущего инструмента и управления его состоянием при работе многооперационных станков с ЧПУ в режиме «безлюдной технологии» [4–5]. Параметры граничной стойкости — это оценочные значения в периоде стойкости на некотором интервале времени, пути или объема удаленного материала при резании до предела размерного или начала катастрофического износа инструмента.
В соответствии с теорией нечетких знаний используются представления нечеткой границы и нечеткой пограничной полосы стойкости. Для пояснения этих понятий введены следующие термины: нечеткая граница общей стойкости инструмента (до затупления); нечеткая граница размерной стойкости инструмента, представленная на рис. 1; ширина пограничной полосы b , характеризующаяся доверительным интервалом (например, по времени — Т a и T b ), который на основе экспертных оценок отображает наступление рассматриваемого вида износа.
Предложенная в работе [6] бортовая интеллектуальная система управления e-MindMachine многооперационного станка предназначена для достижения максимальной эффективности обработки деталей и безотказности функционирования в сочетании с возможностями самообслуживания станка. В совокупность знаний блока наблюдений и принятия решений по управлению состоянием инструмента на станке должны быть включены:
-
• Знания о состоянии инструмента по соотношению определяемых параметров времени обработки поверхности с периодом стойкости i- го инструмента и нечеткой границы стойкости. Так, например, время остаточной стойкости инструмента T ni к моменту начала резания на n-м переходе использования i- го инструмента определяется зависимостью:
n -1
Т - = Т - - У t ni ai ji , j =1
где T а i — период времени до наступления нечеткой границы стойкости; t ji — время резания инструментом при выполненном j- ом технологическом переходе.
-
• Знание о допустимой величине размерного износа инструментов при выполнении переходов обработки детали, ограниченной допуском по размерной точности поверхности.
-
• Принятие решений по проведению измерений, диагностирования и мониторинга состояния инструмента.
-
• Принятие решений по изменению режимов обработки с помощью блока адаптации и специальных режи
мов резания при переходе к работе в пограничной полосе.
-
• Принятие решений по необходимости коррекции положения инструмента, по замене инструмента.
h r
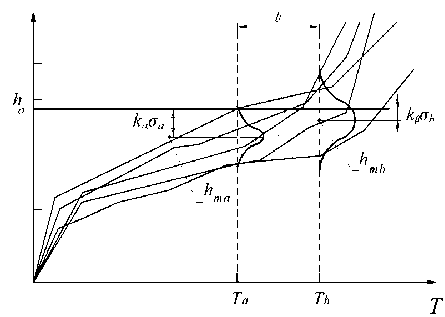
Рис. 1. Нечеткая граница размерной стойкости инструмента; hд — допустимое значение размерного износа
Все это определяет значимость определения и обоснования методов оценки параметров пограничных полос стойкости инструментов. Такой подход предполагает возможность перехода в режим обработки с использованием процедуры диагностирования состояния инструмента и процесса резания, повышения вероятности безотказной работы технологической системы в условиях компьютеризированного производства. При этом учитывается нецелесообразность прерывания процесса резания и замены инструмента при незавершенной обработке поверхности в связи с близостью предельного состояния его износа. На основе имеющейся информации возможно внесение коррекции режимов резания для снижения интенсивности износа.
В статье [7] представлены три метода оценки значений времени пограничной полосы: на основе полноценного статистического подхода к определению времени стойкости, метода ускоренных испытаний инструмента и адаптивной системы нейро-нечеткого вывода ANFIS в среде MATLAB с пакетом расширения FuzzyLogicToolbox. Кроме этих методов, предлагается использование так называемых контрольных карт (КК), аналогичных КК Шухарта [8], в качестве средства для оценивания и прогнозирования состояния режущих инструментов в процессе работы.
Известный американский инженер и математик, специалист в области управления качеством У. Шухарт предложил идею управления технологическими процессами с целью предупреждения появления несоответствий. Им был разработан достаточно простой способ, основанный на методах теории вероятностей и математической статистики, позволявший поддерживать процесс в статистически устойчивом состоянии и тем самым предупреждать появление неприемлемых процессов. Средство воплощения этого способа получило название контрольных карт Шухарта. В рассматриваемом контексте эксплуатации инструмента КК — средство, позволяющее отслеживать ход процесса изнашивания и принимать решения по воздействию на него с помощью обратных связей, предупреждая отклонения от предъявляемых к процессу требований.
Для проверки применимости метода следует проводить предварительное изучение процесса изнашивания при обработке с помощью КК. Рассматриваемые зоны состояния инструмента представлены на рис. 2 (в соответствии с [9]), где APL и RPL — верхняя и нижняя линии границ износа в сопоставлении с зонами приемлемого, неприемлемого процессов и зоной неопределенности процесса или пограничной зоной, в которой необходимо наблюдение за процессом; Т — целевое значение контролируемого параметра износа.
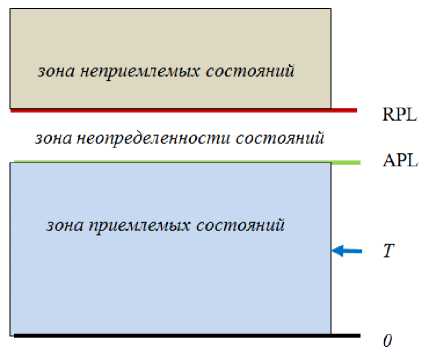
Рис. 2. Зоны состояния инструмента
Для пограничной зоны, т. е. зоны неопределенности состояний, характерно, что в ней отклонения от допустимых значений износа недостаточно малые (с вероятностью 1- α), чтобы уверенно принять, и недостаточно большие (с вероятностью 1- β), чтобы уверенно отклонить решение о замене инструмента. Здесь α и β — допустимые риски по техническим условиям эксплуатации многооперационных станков с ЧПУ. Ширина этой пограничной зоны — функция экспертных требований к конкретному инструменту и допустимым величинам износа, а также установленным рискам.
При работе с КК статистической оценки состояния инструмента предусмотрен следующий план действий:
-
1. Выбор показателя износа, плана выборки, типа карты.
-
2. Сбор данных.
-
3. Вычисление выборочных статистик, центральной линии, контрольных пределов.
-
4. Построение КК.
-
5. Оценка состояния инструмента по допустимому износу.
-
6. Совершенствование системы.
-
7. Пересчет КК (при необходимости).
Как будет показано ниже, при выполнении п. 5 плана действий предусматривается возможность прогнозирования параметров пограничной полосы на основе проведенной статистической оценки с помощью КК для выборок в период нормального износа инструмента (рис. 3).
Экспериментальные исследования были проведены на вертикальном многооперационном станке OkumaMB– 46VAE и ПК с программным обеспечением базы данных и системы знаний интеллектуального управляющего модуля при следующих условиях:
-
• В серии экспериментов в качестве материала заготовки использовалась сталь 45 (конструкционная углеродистая качественная, HB = 143…179 МПа).
Машиностроение и машиноведение
-
• Режущий инструмент — концевые фрезы, твердосплавные, быстрорежущие, диаметр ( D ) — 10 мм, число зубьев ( z ) — 4.
-
• Условия эксперимента: использовалась партия концевых фрез, проводилась получистовая обработка уступов, глубина фрезерования ( t ) — 4-8 мм, ширина фрезерования ( B ) — 35 мм.
-
• Подача на зуб для фрез диаметром 9-12 мм. ( sz ) выбирается из диапазона 0,04-0,06 мм/зуб.
-
• Значения рассчитанного диапазона скоростей резания составили V =100-130 м/мин. Обработка проводилась при усредненных режимах резания.
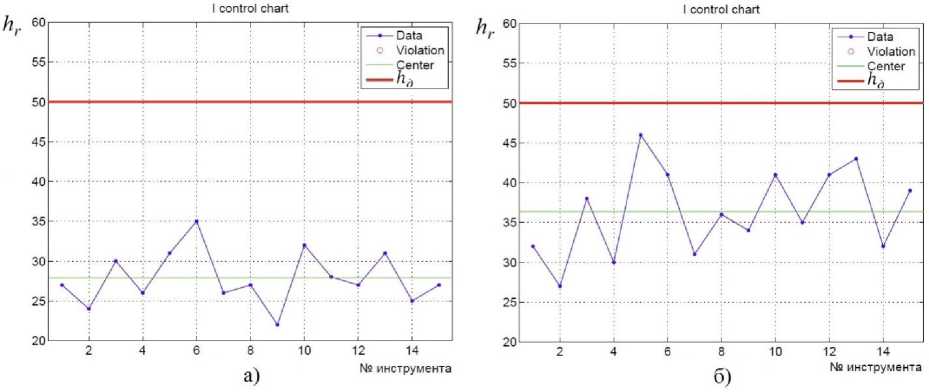
Рис. 3. Контрольные карты состояния инструмента для выборок при времени работы а) Т 0 = 25 мин и б) Т 1 = 40 мин
Метод КК представляет собой простой графический метод оценки степени статистически неуправляемого состояния процесса путем сравнения значений отдельных статистических данных из серии выборок или подгрупп с контрольными границами. Карты разброса отдельных выборочных данных в выборках используют, чтобы определить наличие изменения стандартного отклонения и рассеяния в выборках с течением времени [9-15]. Так по КК, приведенным выше, можно судить об изнашивании инструмента во время обработки по изменению статистических характеристиках этого процесса.
Задача прогнозирования параметров пограничной полосы сводится к нахождению оценок времени работы инструмента в начальной Т а и конечной T b точках пограничной полосы (см. рис 1) при заданных соответствующих значениях рисков а и в превышения допустимого значения размерного износа hg . Эти значения рисков принимаются в качестве критериев для сигнализации о необходимости принять необходимые меры при достижении времени начала зоны пограничной полосы (зоны неопределенности процессов) и выхода из нее.
Отметим, что использование термина «оценка» здесь связано, во-первых, с погрешностями процедур измерений, во-вторых — с результатом, т. е. измеренными значениями, выдаваемыми в качестве решения, а в-третьих это характерный термин, применяемый в теории нечетких множеств, используемой в предлагаемом подходе.
С течением времени работы инструмента законы распределения описываются с помощью функций h(t) и Ϭ h (t), характеризующих изменение значений и рассеивания размерного износа. При этом функции, определяющие изменения параметров размерного износа и рассеивания его значений в зависимости от времени в первом приближении можно принять линейными, что соответствует работе инструмента в пределах зоны нормального износа.
h ( t ) = h o + yh ( t - t 0 ) (1)
^ h(t) = Сто + У о (t- t 0), где h0 и g0 — значения математического ожидания и среднеквадратического отклонения износа при t =t0, а yh(t) и yg(t)
— скорости их изменения.
Другим вариантом, определяющим функцию изменения параметра рассеивания в зависимости от времени резания, является представление степени рассеивания значений изучаемого параметра с помощью коэффициента ва- риации:
V = 2^. h ( t )
В соответствии с характером задачи ориентировочной оценки искомых значений допустимо принять V постоянным.
Значения Та и Тв можно определить, найдя величины статистических оценок математических ожиданий распределений размерного износа h m0 и h m1 и среднеквадратических отклонений σ 0 и σ 1 для выборок при Т 0 и Т 1 в моменты времени работы инструмента, существенно меньшие времени критического износа. Воспользуемся при этом сначала линейным представлением зависимости рассеивания значений износа от времени. Процедура вычислений содержит следующие шаги:
Шаг 1. Оценка скорости изнашивания инструмента:
ym
hm1 h m 0
T - T o
Шаг 2. Оценка приращения среднеквадратического отклонения:
У ст
CT1
T 1
CTo
Шаг 3. Оценка апостериорных текущих значений износа и соответствующих значений среднеквадратических отклонений (прогноз с учетом работы в период нормального износа):
h mi = h m1 + У т (T — T 1 ), (6)
CT i ( t) = G 1 + y c ( T - T ),
при t = Ti.
Шаг 4. Оценки Т а и Т b .
Эти значения можно найти при выполнении условий (рис. 1):
h d = h ma + k aCT a , (8)
h d = h mb + k p CT b ,
где k α , k β — квантили стандартного закона нормального распределения (см. ГОСТ Р 50779.43–2001).
То есть при T a и Т b прогнозируемые математические ожидания h ma и h mb будут отличаться от допустимой величины размерного износа на величины отклонений, не превышающих риска a , принятого для оценки начальной точки пограничной полосы, и риска β — для конечной точки соответственно.
На основе выражений (1), (2), (4)–(9) получены следующие зависимости для оценки времени начала и конца пограничной полосы:
T _ T , h d - hm 1 - k a CT 1 a 1
У т + k а У ст
T h d - h m 1 - k PCT1
T b = T 1 +
У т + k p У ст
Если же для оценки изменений рассеивания с течением времени принять зависимость (3) при постоянстве коэффициента вариации, то искомые выражения получат вид:
= h g - h mi (1 + k a V )
TT+ , a 1 Ут (1 + kaV)
h g - h m 1 (1 + k p V )
Th T + .
b 1 У т (1 + k p V )
В процессе проведения эксперимента по анализу изнашивания концевой фрезы при указанных выше условиях получены КК, представленные на рис. 3. Обработка статистических данных проведена с использованием пакета MATLAB Statistics Toolbox (Shewhartcontrolcharts). Для периода работы Т 0 = 25 мин оцениваемые значения математического ожидания и среднеквадратического отклонения величины радиального износа концевых фрез составляют 27,26 и 3,62 мкм, для Т 1 = 40 мин — 36,4 и 4,84 мкм соответственно. Расчетом с использованием зависимостей (10) и (11) получены прогнозируемые оценки Т а = 45,7 мин и Т b = 52,3 мин при выполнении условий (1) и (2), а с использо-
ванием (12) и (13) оценки Та = 46,3 мин и Т b = 52,9 мин при выполнении условий (1) и (3) соответственно.
Машиностроение и машиноведение
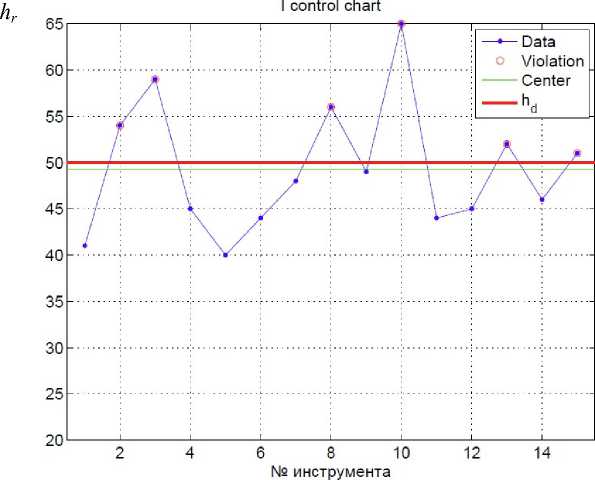
Рис. 4. Контрольная карта состояния инструмента для выборки при времени работы 55 мин
В качестве иллюстрации эффективности рекомендуемых решений на рис. 4 представлена КК для периода работы инструмента за пределами нечеткой пограничной полосы, т. е. превышающего верхнюю границу полосы Т b . При таком значении времени риск отказа инструмента по размерному износу составляет 32.8%, что недопустимо по техническим условиям.
Представленный метод прогнозирования нечеткой пограничной полосы применен в блоке мониторинга инструмента интеллектуальной системы е-MindMachine [6].
Выводы. Для выявления параметров нечеткой полосы стойкости инструмента на многооперационном станке предложен метод, основанный на возможностях применения контрольных карт. Введенная модификация контрольных карт предусматривает наглядную оценку близости статистических значений износа инструмента к допустимому значению стойкости. Полученные зависимости характеристик изнашивания позволяют прогнозировать параметры нечетких пограничных полос для управления процессами обработки. Эффективность метода подтверждена проведенными испытаниями.
Список литературы Выявление нечеткой границы стойкости режущего инструмента с использованием метода контрольных карт
- Vallejo, A. J. On-line Cutting Tool Condition Monitoring in Machining Processes using Artificial Intelligence/A.J. Vallejo//Robotics, Automation and Control, I-Tech, Vienna, Austria. -2008. -p. 494.
- Bagci, E. Monitoring and analysis of MRR-based feedrate optimization approach and effects of cutting conditions using acoustic sound pressure level in free-form surface milling/E. Bagci//Scientific Research and Essays. -2011. -Vol. 6(2). -p. 256-277.
- Григорьев, С. Н. Повышение производительности фрезерования с помощью диагностирования состояния инструмента с учетом достоверности отображения состояния объекта по критерию его отказа/C. Н. Григорьев, В. Д. Гурин, Н. Ю. Черкасова//Вестник Мос. гос. техн. ун-та «Станкин». -2011. -№ 3 (15). -С. 44-48.
- Тугенгольд, А. К. Принципы концептуального подхода к созданию подсистемы «ИНСТРУМЕНТ» в смарт-паспорте многооперационного станка/А. К. Тугенгольд, А. И. Изюмов//Вестник Дон. гос. техн. ун-та. -2014. -Т. 14, № 2. -С. 74-83.
- Борисова, Л. В. О методике представления нечетких экспертных знаний/Л. В. Борисова, И. Н. Нурутдинова, В. П. Димитров//Вестник Дон. гос. техн. ун-та. -2014. -Т. 14, № 4. -С. 93-102.
- Тугенгольд, А. К. Модуль E-MIND MACHINE в интеллектуальной системе мониторинга станка/А. К. Тугенгольд, Р. Н. Волошин, С. В. Ющенко//Международный научно-исследовательский журнал. -2015. -№ 9(40) -С. 100-102.
- Тугенгольд, А. К. Оценка нечеткой границы стойкости инструмента многооперационного станка/А. К. Тугенгольд, К. Г. Шучев, А. И. Изюмов, Д. Ю. Терехов//Вестник Дон. гос. техн. ун-та. -2015. -Т. 15, № 2(81). -С. 33-41.
- Соломин, С. И. Метод контрольных карт /С.И. Соломин. -Екатеринбург, 2014. -Режим доступа: http://www.db.inforeg.ru/Inet/GetEzineByID/302964 (дата обращения: 19.01.16).
- Статистические методы. Приемочные контрольные карты. ГОСТ Р 50779.43-99. -Москва: Издательство стандартов, 2003. -28 с.
- Статистические методы. Контрольные карты. Часть 1. Общие принципы. ГОСТ Р ИСО 7870-1-2011. -Москва: Стандартинформ, 2012. -20 с.
- Статистические методы. Приемочный контроль качества. ГОСТ Р 50779.30-95. -Москва: Издательство стандартов, 2000. -23 с.
- Статистические методы. Контрольные карты для арифметического среднего с предупреждающими границами. ИСО3534-1-931. ГОСТ Р 50779.41-96 (ИСО 7873-93). -Москва: Издательство стандартов, 2004. -16 с.
- Статистические методы. Контрольные карты Шухарта. ГОСТ Р 50779.42-99. -Москва: Стандартинформ, 2008. -36 с.
- Статистические методы. Приемочные контрольные карты. ГОСТ Р 50779.43-2001. -Москва: Стандартинформ, 2007. -28 с.
- Статистические методы. Руководство по внедрению статистического управления процессами. ГОСТ Р ИСО 11462-1-2007. -Москва: Стандартинформ, 2007. -20 с.
