Выявление рисков при производстве кольца наружного соплового венца ТВД

Автор: Фатхуллина Л.З., Хасанова А.З.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 4 (20), 2018 года.
Бесплатный доступ
В статье выявлены возможные риски при производстве кольца наружного, для этого составлена диаграмма Исикавы. На основе диаграммы Исикавы была составлена оценка факторов рисков. Также составлен FMEA-анализа для выявления последствий и реагирования на них. После выявления возможных рисков проекта, экспертно оценена вероятность их наступления. Составлен план мероприятий по устранению рисков.
Кольцо наружное, сопловой венец твд, диаграмма исикавы, fmea-анализ, риски, качественный анализ
Короткий адрес: https://sciup.org/140282091
IDR: 140282091
Risk identification in the manufacture of the ring outer nozzle crown theater
The article reveals the possible risks in the production of the outer ring, for this Ishikawa diagram. A risk assessment has been compiled based on the Ishikawa diagram. FMEA analysis was also developed to identify and respond to the consequences. After identifying the possible risks of the project, the probability of their occurrence is expertly evaluated. The plan of measures for elimination of risks is made.
Текст научной статьи Выявление рисков при производстве кольца наружного соплового венца ТВД
Кольцо наружное соплового венца ТВД – цилиндрическая оболочка с фланцем, расположенным между корпусом камеры сгорания и корпусом турбины. В левой части кольца на винтах присоединены оболочки, являющиеся опорами жаровой трубы камеры сгорания и обеспечивающие подвод охлаждающего воздуха на наружные полки лопаток соплового аппарата. В правой части кольца подвешено устройство обеспечения радиального зазора[2].
Кольцо наружное служит для центровки наружного кольца камеры сгорания и закрепления сопловых лопаток.
С целью выявления причины, влияющих на качество производства исследуемого объекта «Кольцо наружное», построена причинноследственная диаграмма Исикавы (рисунок 1). Диаграмма позволяет в простой и доступной форме систематизировать все потенциальные причины рассматриваемых проблем, выделить самые существенные и провести поуровневый поиск первопричины[4].
Для составления причинно-следственной диаграммы необходимо подобрать максимальное число факторов, имеющих отношение к характеристике, которая вышла за пределы допустимых значений.
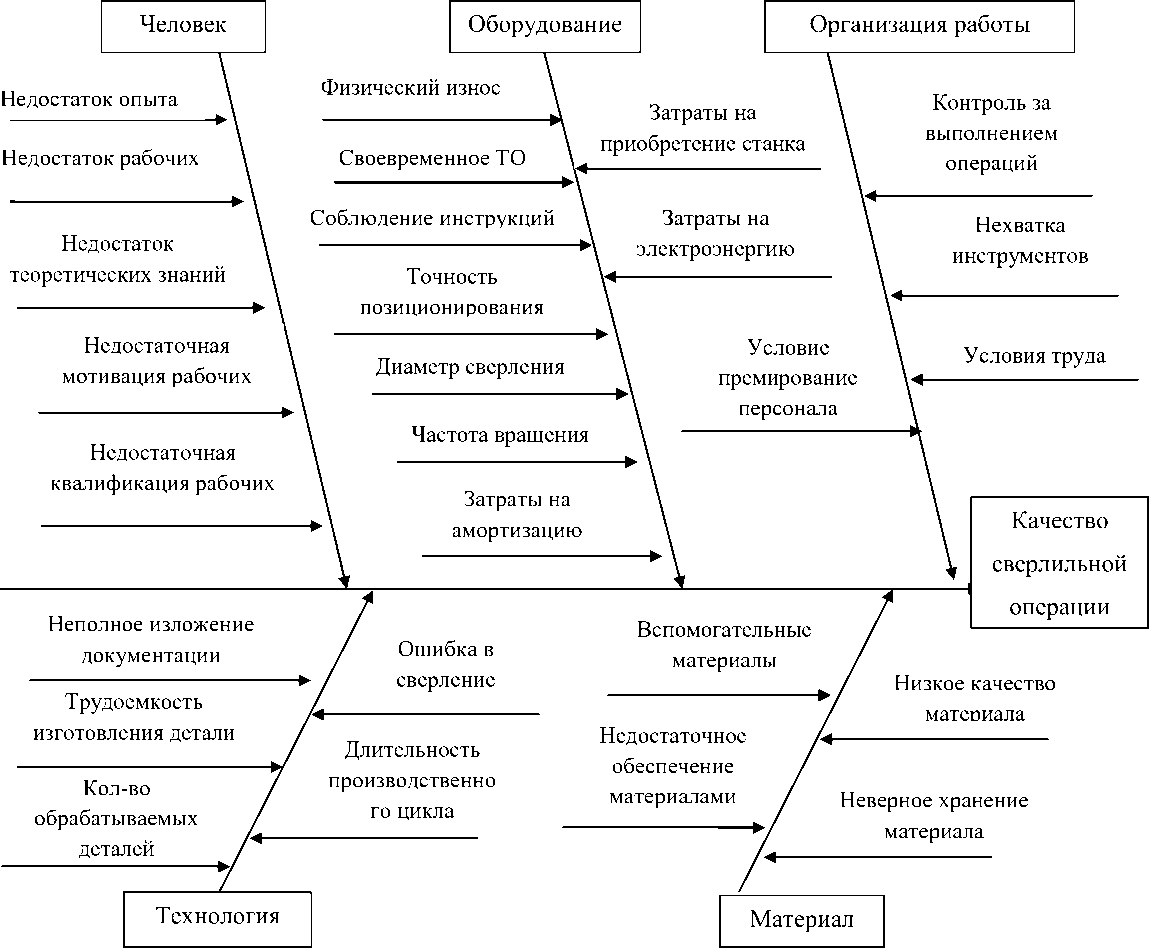
Рисунок 1 – Диаграмма Исикавы
На основе диаграммы Исикавы была составлена оценка факторов риска.
Таблица 1 – Оценка факторов риска
|
№ п/п |
Факторы |
Максимальная оценка |
Реальная оценка сварки |
% от максимального значения |
|
1 |
Человек |
4 |
2 |
50 |
|
2 |
Оборудование |
3 |
1 |
33,3 |
|
3 |
Материал |
3 |
2 |
66,7 |
|
4 |
Технология |
4 |
3 |
75 |
|
5 |
Организация работ |
4 |
3 |
75 |
|
Итого: |
18 |
11 |
61,1 |
Максимальная оценка при выполнении всех факторов равна 18. Таким образом, выделим следующие границы критериев оценок: 0–6 – высокий риск 7–12 – средний риск 13–18 – низкий риск.
Из таблицы 1 видим, что риск некачественной сверлильной операции относится к среднему. Выделим основные факторы, которые не соответствуют для выбранного объекта:
-
- организация работ;
-
- материал, а именно недостаточное обеспечение материалами;
-
- оборудование, а именно своевременное ТО и физический износ;
-
- человек, недостаток опыта и недостаток рабочих.
Далее составим таблицу FMEA–анализа для выявления последствий и реагирования на них.
Таблица 2 – FMEA-анализ
|
Компонент |
Потенциальный дефект |
Потенциаль ные причины |
Потенциальные следствия |
Контроль |
В |
А |
Е |
RPZ |
|
Недостаточ ная квалифика ция |
Ошибка при обработке детали |
Некачественное образование |
Брак |
Обучения персонала |
8 |
2 |
4 |
64 |
|
Своевре менное ТО |
Изношенное оборудование |
Невниматель ность, |
Непредвиденные затраты, потеря времени при обработке |
Своевре менное ТО |
8 |
2 |
5 |
80 |
|
Неверное хранение материала |
Испорченный материал |
Халатность пересонала |
Испорченный материал |
Инструктаж о хранение материала |
7 |
1 |
5 |
35 |
Продолжение таблицы 2
|
Неполное изложение документа ции |
Неверно изготовленная деталь |
Невниматель ность рабочих |
Задержки времени при реализации |
Обучение персонала |
8 |
3 |
4 |
96 |
|
Недостаток опыта |
Ошибка при обработке детали |
Невниматель ность рабочих |
Брак |
Обучение рабочих |
8 |
1 |
2 |
16 |
|
Диаметр сверления |
Ошибка при обработке детали |
Невниматель ность рабочих |
Брак |
Настроить инструмент |
7 |
2 |
2 |
28 |
|
Частота вращения |
Ошибка при обработке детали |
Невниматель ность рабочих |
Брак |
Настроить инструмент |
7 |
1 |
2 |
14 |
|
Низкое качество материала |
Отложение сроков реализации |
Халат-ност6ь персонала |
Задержки времени при реализации |
смена поставщи ка. |
6 |
1 |
3 |
18 |
Согласно данным таблицы 2 в максимальное количество баллов были оценены следующие риски, которые являются опасными для проекта:
-
а) неполное изложение документации;
-
б) своевременное ТО;
-
в) недостаточная квалификация
Для устранения рисков необходимо постоянно проводить переквалификацию персоналии и своевременно обслуживать ТО.
После того, как выявлены возможные риски проекта, необходимо экспертно оценить вероятность их наступления от 0,1 (менее вероятное наступление риска) до 1 (риск точно наступит) и финансовые потери, которые они за собой могут повлечь в случае их наступления. Перемножая показатели получаем степень воздействия риска, т.е. фактическую стоимость ущерба для предприятия. В таблице 3 представлен количественный анализ рисков.
Таблица 3 – Количественный анализ
|
Риск |
Вероятность (Р) |
Потери (I) |
Степень воздействия (M=P*I) |
|
Недостаточная квалификация |
0,4 |
20000 |
4000 |
|
Своевременное ТО |
0,2 |
10000 |
2000 |
|
Неверное хранение материала |
0,2 |
15000 |
3000 |
|
Недостаточное обеспечение материалами |
0,1 |
7000 |
700 |
|
Неполное изложение документации |
0,2 |
16000 |
3200 |
|
Итого, руб. |
12900 |
||
По итогам анализа, можно сделать вывод, что самыми невыгодными рисками являются:
-
а) неполное изложение документации;
-
б) своевременное ТО;
-
в) недостаточная квалификация.
План мероприятий по устранению рисков представлен в таблице 4.
Таблица 4 – Мероприятия по устранению рисков
|
Наименования рисков |
Мероприятия по устранению |
|
Неполное изложение документации |
Отправлять специалистов на курсы повышения квалификации |
|
Своевременное ТО |
Постоянно проверять инструменты и станок на годность. Вовремя заменять испорченные инструменты и своевременное ТО |
|
Недостаточная квалификация |
Отправлять специалистов на курсы повышения квалификации |
Следуя плану мероприятия по устранению рисков, можно быстро и качественно внедрить и использовать оборудование.
В статье были описаны риски при производстве кольца наружного и выявленные самые опасные из них: неполное изложение документации; своевременное ТО; недостаточная квалификация. Для их устранения был проведен количественный анализ и мероприятия по их устранению.
Список литературы Выявление рисков при производстве кольца наружного соплового венца ТВД
- Уфимское моторостроительное производственное объединение [Электронный ресурс]. - Режим доступа: http://www.umpo.ru/Default.aspx
- Статор турбины высокого давления [Электронный ресурс]. - Режим доступа: http://poznayka.org/s27840t1.html
- Руководство к своду знаний по управлению проектами: Руководство PMBOK® - 4е издание. - Project Management Institute, Inc. - 496с.
- Метод диаграммы Исикавы [Электронный ресурс]. - Режим доступа: https://www.inventech.ru/pub/methods/metod-0019
- Михаил Рыбаков и партнеры: Управление рисками[Электронный ресурс].- Режим доступа: http://www.mrybakov.ru/library/ca/ca_101
- Ивасенко А.Г., Никонова Я.И., Каркавин М.В. Управление проектами: учебное пособие. - Ростов н/Д: Феникс, 2009. - 336 с.
- Турбина высокого давления [Электронный ресурс]. - Режим доступа: http://www.ai08.org/index.php/term/Технический словарь Том III,14147-turbina-vysokoe-davlenie.xhtml
