Взаимодействие абразивного зерна с обрабатываемой поверхностью при экструзионном хонинговании

Автор: Сысоев Александр Сергеевич, Сысоев Сергей Константинович, Зверинцева Людмила Васильевна, Аликин Артем Сергеевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 (15), 2007 года.
Бесплатный доступ
Рассмотрены процессы взаимодействия активных экструзионном хонинговании
Короткий адрес: https://sciup.org/148175521
IDR: 148175521 | УДК: 621.795
Interaction of an abrasive grain with a processable surface at exstradhoun
Theoretical preconditions of process of interaction of active abrasive grains with aprocessable surface at extrudhoun are considered.
Текст научной статьи Взаимодействие абразивного зерна с обрабатываемой поверхностью при экструзионном хонинговании
Анализ известных методов отделки поверхностей труднодоступных каналов показал, что наиболее производительным и эффективным способом для этого является экструзионное хонингование (ЭХОН), заключающееся в эк-струдировании абразивных смесей на основе синтетического каучука вдоль поверхностей каналов [1]. Удаление поверхностного слоя материала осуществляется активными приповерхностными абразивными зернами «жгута», экструдируемого вдоль поверхности канала в детали. Производительность процесса в большей мере зависит от степени прижатия абразивного зерна к поверхности.
Если рассматривать активное абразивное зерно в гидравлическом потоке, то по Р. В. Торнеру [2] у стенки канала скорость потока приближается к нулю. Поэтому должны наблюдаться слабые связи абразивного зерна с абразивным «жгутом». Абразивное зерно в этом случае подвержено всестороннему давлению кроме элементарной поверхности, контактирующей с обрабатываемым материалом (рис. 1).
Если перемещение абразивного зерна у стенки осуществляется потоком жидкости, то сила Pz , движущая абразивное зерно, определяется перепадом давления А Р 1 по формуле
Pz- A P 12 r , (1)
где А Р 1 - перепад давления среды в сечении канала на элементарной длине зерна с условным радиусом г .
Сила Р , прижимающая зерно к поверхности, равна py-рs к , ( 2 )
где 5 к - площадь контакта абразивного зерна с обрабатываемой поверхностью;^ - давление среды.
Рассмотрев условия перемещения и взаимодействия активного абразивного зерна в потоке рабочей смеси (РС) с поверхностью канала, рассчитаны силы резания при максимально возможных геометрических параметрах зерна, которые были использованы для предварительных экспериментов (величина абразивного зерна 500 мкм,
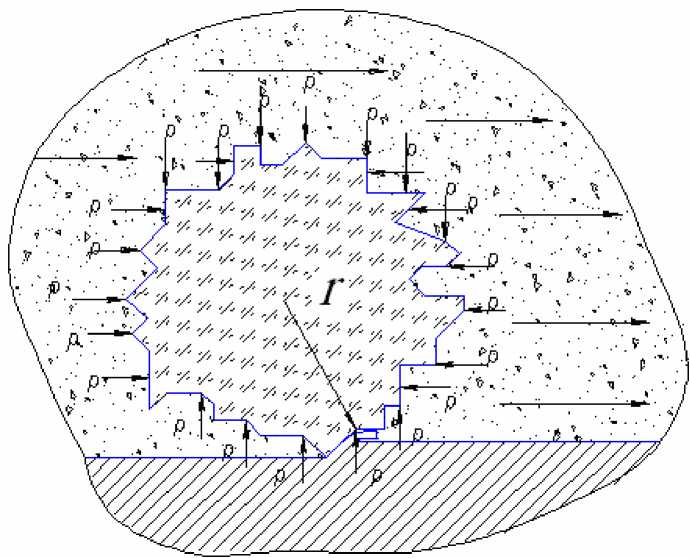
Рис. 1. Вид контакта единичного абразивного зерна с поверхностью обработки
давление PC на входе в канал 12 МПа). По формулам (1) и (2) рассчитана нормальная сила Ру , действующая на зерно-2 • 10 6 Н, а сила Pz меньше Ру в2...6 раз. Следовательно, контакт зерно-поверхность может осуществляться только через микро- и субмикровыступы абразивного зерна.
Сравним расчетные силы резания с данными Д. Б. Васкера [3]. При царапании единичным абразивным зерном поверхности стали при шлифовании с глубиной 0,01...0,04 мм значения нормальной силы находятся в пре-делах2,75...11,8 Н. Если уменьшить на порядок значение глубины царапины для условий хонингования поверхности, то для ее формирования потребуется минимальная сила Ру , равная 0,275 Н. Следовательно, при контактном взаимодействии абразивного зерна с поверхностью обработки с рассчитанными силами Ру и Р при ЭХОН невозможно резание микро- и субмикровыступами абразивного зерна. Кроме гидравлических сил, действующих на активное абразивное зерно, должны существовать силы внутреннего взаимодействия абразивных зерен в потоке PC. Это означает, что от перемещающегося центра потока - ядра абразивного «жгута», формируются комплексы абразивных зерен, которые устремляются к поверхности обработки, закрепляя активное абразивное зерно на поверхности «жгута».
Стружкообразование при шлифовании по представлению некоторых авторов [4; 5] производится абразивным зерном в виде многогранника, близкого к сфере, с многочисленными острыми кромками. Если принять, что глубина резания таким зерном составляет доли его диаметра, то в этом случае большинство режущих кромок зерна, которые можно уподобить микрорезцам, работают с отрицательными передними углами. При этом большая часть металла снимается с детали не острыми кромками, а вытесняется зерном в целом подобно вытеснению металла шариком на твердомере Бринелля. Однако в отличие от шарика, к которому прикладывается только вертикальная нагрузка, абразивное зерно находится под воздействием двух сил - вертикальной и горизонтальной, обусловленными движением абразивного зерна вдоль поверхности канала. Поэтому результирующий вектор силы направлен под углом к обрабатываемой поверхности и обеспечивает вытеснение металла в направлении вверх от обрабатываемой поверхности. Энергия, потребляемая при шлифовании из расчета на единицу объема стружки, сравнительно высока, это объясняется тем, что большая часть объема металла деформируется, а не срезается. Кроме того, слои металла, расположенные под деформированным слоем, становятся пластичными и изменяют свою плотность за счет диффузионных процессов, что, в свою очередь, уменьшает объем металла, отходящего вверх в форме стружки. Очевидно, что при более глубоком внедрении такого сферического многокромочного зерна в обрабатываемую поверхность доля объема металла, срезаемого в виде стружки, возрастает. Результаты многочисленных исследований показали, что в начальный момент процесса в стадии резания достигается наиболее эффективный съем стружки. При уменьшении сил резания происходит оттеснение металла - образование на обрабатываемой поверхности канавок с вытеснением металла в направлении движения зерна и в поперечном направлении. Съем стружки при этом незначителен. При малом значении силы резания наблюдается только процесс трения абразивного зерна по поверхности, что приводит к упругой или пластической деформации металла без образования стружки. Резание является важнейшей фазой этого процесса, наступающей при достаточном значении силы резания, однако другие стадии процесса обработки также имеют существенное значение. Так, например, стадия пластического оттеснения поверхности по существу подобна выхаживанию в конце цикла обработки. В пределах каждой стадии (резание, пластическое оттеснение, трение) соотношение глубины резания и силы резания при экструзионном хонинговании сохраняется постоянным.
До настоящего времени большинство рекомендаций по режимам резания при (ЭХОН) основывалось скорее на результатах проведенных экспериментов, чем на строго обоснованных научных данных. Это в значительной степени объясняется особой сложностью процесса. Исследование механизма съема стружки при ЭХОН в значительной степени затрудняется хаотичной природой поверхности абразивного «жгута» и весьма малой степенью деформации металла.
С точки зрения эффективности процесса съема металла при ЭХОН фаза микрорезания, приводящая к образованию мельчайшей металлической стружки, является наиболее предпочтительной.
Упругая деформация, связанная с пластической деформацией, а также трением абразива о поверхность обрабатываемой детали, при которых большая часть металла не удаляется, а смещается, недостаточно эффективна ввиду потерь энергии на повторные деформации поверхности и на трение между абразивными зернами и металлом при малом количестве удаляемого металла.
Пластически деформируемое тело находится в промежуточном состоянии (между твердым и текучим состояниями), поэтому правомерно утверждать, что сопротивление деформации металла в очаге контакта при царапании микровыступом абразивного зерна можно охарактеризовать некоторым средним напряжением струж-кообразования о.
Вычислим силы, необходимые для стружкообразова-ния.
Нормальная и тангенциальная силы резания зависят от вида контакта зерно-поверхность (рис. 2), они равны
^’ О 5 , (3)
^ о 5 , ( 4 )
где 5у - проекция поверхности контакта 5 кна плоскость, касательную к деформируемой поверхности (сечение микродавления); 5 - проекция той же поверхности на плоскость, нормальную к вектору скорости индентора (сечение микрорезания).
Из формул (3) и (4) выводим отношение вида
^= ~ = —, (5)
Py Sy оно определяется только геометрией контакта абразивного зерна с металлом и не зависит явно от скорости резания и температуры.
Величину £, аналогичную коэффициенту трения скольжения, в дальнейшем будем называть коэффициентом сопротивления.
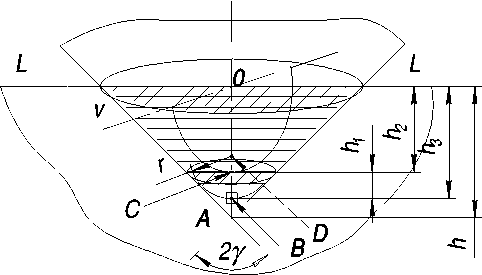
Рис. 2. Форма контакта микровыступа абразивного зерна при микрорезании: h - острым конусом; h , - сферой; h2 - конусом с усеченной вершиной; h3- конусом с закругленной вершиной
Рассмотрим режущие зерна простейшей геометрии без учета навала металла, образующегося перед режущей кромкой на пластичных материалах. Для конуса с углом 2g при вершине, при глубине резания, отсчитываемой от недеформированной поверхности металла, равной h, и предполагая, что в контакте с металлом находится только передняя полуповерхность внедренной части зерна, получаем
S y = | h 2tg2 У , S z = h 2tg Y , 2 S = -ctgy.
п
Допустим, что вершина микроэлемента зерна изнашивается до высоты h 3 . Давящим сечением давления такого усеченного конуса будет полукруг радиусом ( h+ h 3)tgy. Режущим сечением резания будет трапеция с основаниями h 3tgуи ( h+ h 3)tgус высотой h. Тогда вместо формул (6) получим выражения вида
S y = П ( h + h 3) 2tg 2 Y ,
2 (7)
S z = [ ( h + h 3 )2 - h 2 ] tgy.
Формулы (7) написаны для выпуклой площадки контакта с обрабатываемой поверхностью.
Для сферы с радиусом г при вершине конуса после некоторых преобразований формулы (7) и обозначения
h
V = получим r
S y = п г 2 у ( 1 -у )
S z = п г 2 arcsin(2 y-у 2)2 - (1 -у )(2 у-у 2 ) 2
Для случая, когда глубина резания мала, т. е. у < 0,1 , имеем
S y = п г V
S z = 0,6 п г 2и 3 , (9)
^ = 0,6 у 3 .
Рассмотрим взаимодействие сфероконического ин дентора, т. е. конического микровыступа зерна с верши ной, затупленной в виде сферы радиуса г с боковой по верхностью конуса. Учитывая, что на линии сопряжения 2у-у2 = tg2y, после некоторых преобразований формулы (8) получим
„ 1 2z 1 - sin Y
Sy = пг (ytgy+ ) , Sz = г х cos у х
— г 2
^^^^^в
sin 2у z . 1 - sin у xz , . J (10)
------ + ( y tg y +--- + cos у )( V - 1 + sin у ) .
2 cos у
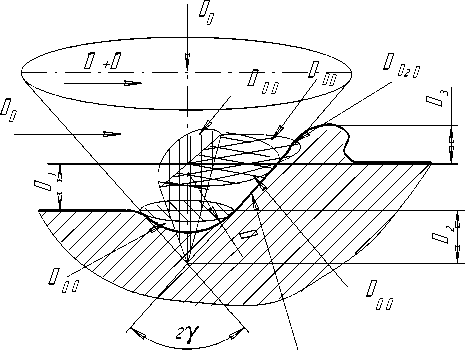
При этом впереди конуса создается навал металла (рис. 3). Высота высшей точки контакта выдавливаемого металла коническим режущим зерном по передней поверхности, отсчитываемая от недеформированной поверхности металла - касательной плоскости имеет величину h2. Проведем через эту переднюю точку и диаметр полукруга давления в касательной плоскости плоскость, образующую в сечении с коническим телом зерна полуэллипс. Проекцию этого полуэллипса на касательную плос кость примем за новое сечение микродавления, а проекцию на плоскость, перпендикулярную к вектору скорости зерна - на фронтальную плоскость возьмем в качестве поправки к сечению микрорезания.
□ DiD
Рис. 3. Взаимодействие единичного абразивного зерна при микрорезании конусом с усеченной вершиной: 5 о, S - без учета пластического оттеснения; S п, 5 п - сечения пластического оттеснения при микрорезании конусом с усеченной вершиной
Введя безразмерный параметр пластичности 8 = h 2 / h , получим
P y =о с S yo Ц y ,
h
Ц y = 1 1 , , 8, h + h 2
P z =О С S zo Ц z ,
. п ( h + h ,) Ц = 1 + — z 2( h + 2 h 2)
8 ,
где S y o , Szo - сечения микродавления и микрорезания при отсутствии выдавливания металла; Ц, Ц - функции пластического оттеснения металла, принятые для условия резания усеченным конусом с высотой износа вершины h 2.
В выражении ц учитывается только половина круглой площадки износа.
Выведенные формулы для резания вершиной абразивного зерна дают лишь качественное согласие с экспериментальными данными.
При расчете абсолютных величин сил резания напряжение стружкообразования ос колеблется в широком диапазоне и оказывается эмпирическим параметром. Поэтому в формулах (3), (4) о следует использовать твердость материала, которую не трудно определить при различном его состоянии. Исследования показали, что твердость различных сортов углеродистой и легированной стали (с интервалом твердости от 120 до 500 НВ) отношение о с/ НВ колеблется от 1,18до 1,32 и равняется в среднем 1,23. При такой замене (о с = 1,23 НВ) ошибка расчетных величин сил резания по сравнению с опытными данными не превышает ±3 %.
Модель процесса резания, описанная в данной статье, может быть использована при изучении процесса резания активными абразивными зернами и для расчета производительности обработки при экструзионном хонинговании поверхности каналов деталей ЛА.
