Взаимодействие деформируемой импульсным магнитным полем цилиндрической заготовки с оснасткой. Компьютерное моделирование

Автор: Глущенков Владимир Александрович, Беляева Ирина Александровна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-1 т.18, 2016 года.
Бесплатный доступ
В статье описаны методика и результаты компьютерного моделирования процессов магнитно-импульсного деформирования трубчатой заготовки на всех его этапах, включая взаимодействие (соударение) с оснасткой и последующую разгрузку. Показана возможность образования неразъемного соединения. Намечены пути дальнейшего совершенствования предложенной методики.
Компьютерное моделирование, импульсно-магнитная деформация, неразъемное соединение, специальные технологии, космическая, металлургической промышленность, нефтедобыча и переработка
Короткий адрес: https://sciup.org/148204667
IDR: 148204667 | УДК: 621.98.044.7:621.757.002
Interaction of the cylindrical workpiece, being deformed by the pulsed magnetic field, with the mandrel. Computer simulation
The procedure and results of computer simulation of processes of pulse-magnetic deforming a tubular billet at all its stages including the interaction (collision) with the mandrel and subsequent unloading have been outlined in the paper. The possibility of formation of a non-detachable joint has been shown. Ways to further improvement of the proposed procedure have been directed.
Текст научной статьи Взаимодействие деформируемой импульсным магнитным полем цилиндрической заготовки с оснасткой. Компьютерное моделирование
-
III. РЕЗУЛЬТАТЫ МОДЕЛИРОВАНИЯ
При моделировании процессов магнитноимпульсного обжима и раздачи варьировали величиной давлений «Р». При этом оценивались возникающие в заготовке напряжения и деформации на всём временном интервале, включая свободное деформирование, взаимодействие с оснасткой и разгрузку. Особое внимание уделялось определению конечных размеров заготовки, а в случае образования неразъемного соединения – определению величины остаточных контактных напряжений. Используя закон трения - закон Кулона , уровень контактных напряжений позволил найти касательные усилия вы-прессовки заготовки из матрицы или с оправки.
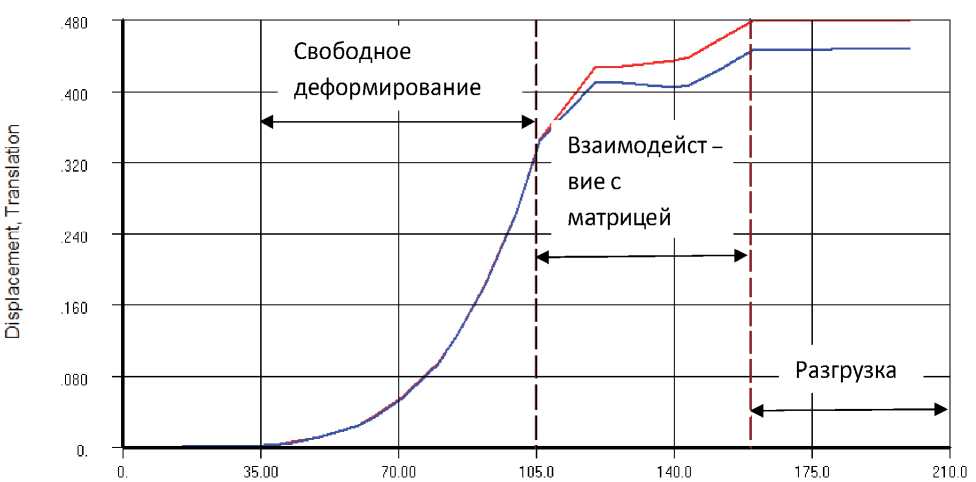
На рис. 6 в качестве примера приведен график перемещения заготовки в процессе обжима, а на рис. 7 – на раздачу на всём временном интервале деформирования.
Из приведенных рисунков видно конечное положение заготовки относительно оправки или матрицы, то есть можно наблюдать как наличие зазора, так и образование неразъемного соединения.
Результаты численного эксперимента сведены в табл. 1.
Площадь контактной поверхности при этом: при обжатии 712,5 мм2, при раздаче 892,2 мм2, коэффициент трения f = 0,22.
-
IV. ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
Как видно из таблицы, для процесса «обжима» влияние исходного давления, а, следовательно, и скорости соударения заготовки с оправкой на величину контактных напряжений не однозначно. В диапазоне исходных давлений 10-20 МПа усилие выпрессовки возрастает, а при Р = 50 МПа снижается, что можно объяснить возрастанием амплитуды колебательного характера заготовки после соударения с оправкой.
Более благоприятные деформационные условия возникают при взаимодействии заготовки с матрицей.
Приведённые результаты получены при допущениях, не вполне отражающих физику магнитноимпульсного деформирования, и могут рассматриваться как промежуточные. Например, не учтены последствия действия термических напряжений от наведённых в заготовке токов, изменения схемы напряжённо-деформированного состояния материала при снятии ограничений с осевых перемещений заготовки, податливости матрицы.
Однако проведенные исследования позволили оценить н.д.с. материала заготовки на всем временном интервале, включая соуда-
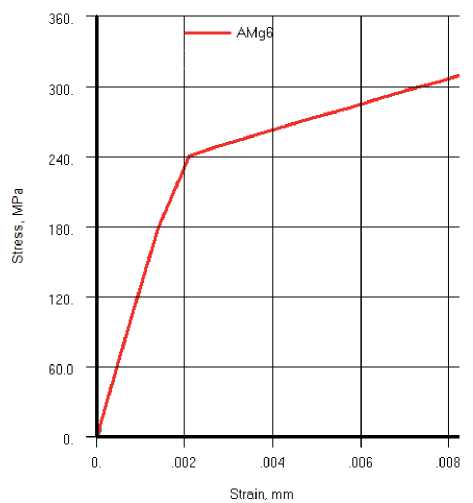
Рис. 4. Аппроксимация кривой упрочнения для сплава АМг6М
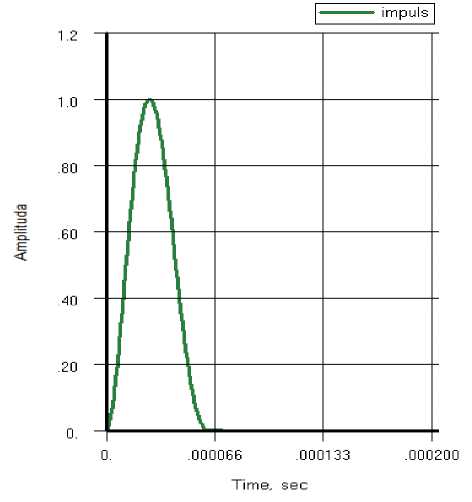
Рис. 5. Нормированный график нагрузки от электромагнитного импульса
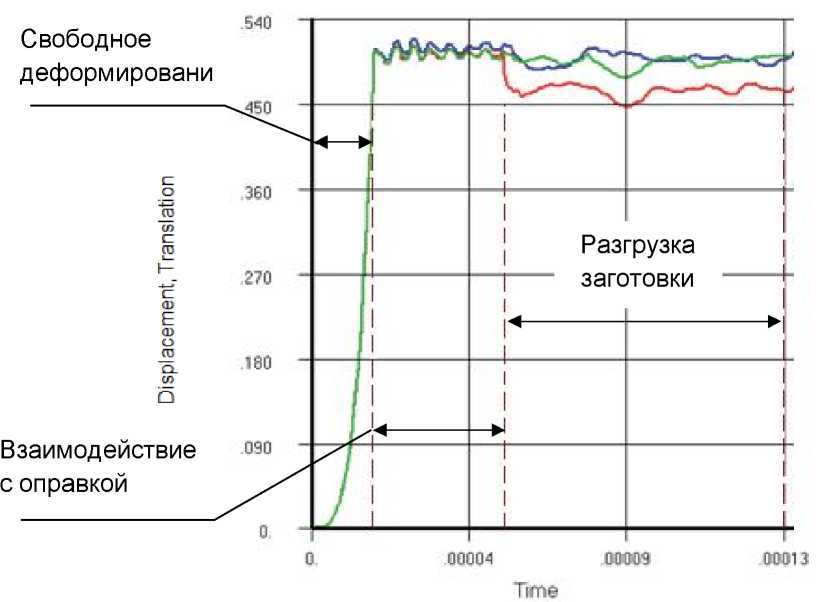
Рис. 6. Характер перемещения заготовки на всем временном интервале обжатия цилиндрической заготовки на оправку при Р = 50 МПа
Increment
Рис. 7. Характер перемещения заготовки на всем временном интервале раздачи при P = 50 МПа
рение, обратив особое внимание на развитие контактных напряжений, сделать первый шаг в совершенствовании методики компьютерного моделирования контактных задач.
ВЫВОДЫ
-
1. Создана методика компьютерного моделирования процессов магнитно-импульсной «раздачи» и «обжима» цилиндрической заготовки
-
2. Методика опробована на конкретном примере деформирования трубчатых образцов диаметром 50 х 1,0 х 6 мм из алюминиевого сплава АМГ6М как в матрицу, так и на оправку.
-
3. Получены кривые перемещения, напряжённо-деформированного состояния материала заготовки в зависимости от исходного давления.
-
4. Конечные их значения показали возможность оценки точности готовых деталей, образования неразъемных соединений.
-
5. Намечены пути дальнейшего совершенствования методики компьютерного моделирования подобных задач в направлении снятия ограничений по перемещению заготовки и оснастки (изменение граничных условий).
на всех этапах деформирования: от свободного деформирования до взаимодействия с оснасткой и последующей разгрузки.
Таблица 1. Величины контактных усилий и усилий выпрессовки при различных значениях давления
|
Давление Р |
Нормальное (контактное)усилие |
Усилие выпрессовки при коэффициенте трения f=0,22 |
|
|
Обжатие |
|||
|
1 |
10 МПа |
12619,58 Н |
2271,52 Н |
|
2 |
20 МПа |
109446,7 Н |
24078,27 Н |
|
3 |
50 МПа |
599,9 Н |
132,0 Н |
|
Раздача |
|||
|
5 |
10 МПа |
35992,7 Н |
10406,9 Н |
|
7 |
50 МПа |
88962,8 Н |
19571,8 Н |
Список литературы Взаимодействие деформируемой импульсным магнитным полем цилиндрической заготовки с оснасткой. Компьютерное моделирование
- Глущенков В.А., Беляева И.А. Раздача труб импульсным магнитным полем. Результаты компьютерного моделирования//Известия Самарского научного центра РАН. 2015. Т.17. № 6 (3). С. 657-665.
- Глущенков В.А., Беляева И.А. Моделирование процесса магнитно-импульсного обжима цилиндрических образцов//Известия Самарского научного центра РАН. 2015. Т. 17. № 2. С. 113-118.
- Глущенков В.А., Карпухин В.Ф. Технология магнитно-импульсной обработки материалов: монография. Самара: Издательский дом «Федоров», 2014. 208 с.
- Беляева И.А., Глущенков В.А. Качество соединения панелей полученного методом комбинированной фланцовки//Известия Самарского научного центра РАН. 2014. № 6. С. 312-315.
- Pabst C., Groche P. The Influence of Thermal and Mechanical Effects on the Bond Formation During Impact Welding//HIGH SPЕЕD FORMING 2016. Proceedings OF THE 7tn INTERNATIONAL CONFERENCE. April 27-28, 2016. Dortmund, Germany. Pp. 309-321.
