Взаимодействие химически активных расплавов с материалами керамических форм в вакууме

Автор: Знаменский Леонид Геннадьевич, Ивочкина Ольга Викторовна, Солодянкин Анатолий Алексеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Литейное производство
Статья в выпуске: 2 т.22, 2022 года.
Бесплатный доступ
Для получения точных отливок из химически активных расплавов традиционно используют специальный способ точного литья по удаляемым моделям, состоящий в изготовлении керамических форм на этилсиликатном связующем и дальнейшей заливке расплавом в вакууме. Вместе с тем при формировании отливок ответственного назначения заливкой титановых и жаропрочных никелевых сплавов в вакууме действующая технология вызывает высокий брак из-за выявления различных поверхностных дефектов литья, которые недопустимы при работе деталей в условиях действия многократно повторяющихся перепадов температур и знакопеременных механических нагрузок. Анализ показал, что основной причиной указанной дефектности является отсутствие термохимической устойчивости керамических корундовых форм на этилсиликатном связующем к взаимодействию с заливаемыми титановыми и жаропрочными никелевыми сплавами в вакууме. Возможность получения качественных отливок из химически активных сплавов сводится к использованию в качестве связующего керамических форм материалов, обладающих устойчивостью к термической диссоциации в вакууме при температурах нагрева 1913-1973 К. Для этого предложено использовать бескремнеземное связующее - водный раствор алюмоборфосфатного концентрата. Состав формы, изготовленной по предлагаемой технологии, в которой отсутствует кремнезем, исключил вредное влияние процессов окисления в вакууме на качество отливок из химически активных сплавов. Керамические электрокорундовые формы на алюмоборфосфатном концентрате обладают устойчивостью к термической диссоциации и взаимодействию с заливаемыми в вакууме химически активными металлами. Это позволит снизить дефектность по неметаллическим включениям и повысить качество точных отливок из титановых и жаропрочных никелевых сплавов.
Точное литье в вакууме, алюмоборфосфатный концентрат, титановые сплавы, никелевые сплавы
Короткий адрес: https://sciup.org/147237155
IDR: 147237155 | УДК: 621.74
Interaction of chemically active melts with ceramic mold materials in vacuum
To obtain precise castings from chemically active melts, a special method of precision casting according to removable models is traditionally used, consisting in the manufacture of ceramic molds on an ethyl silicate binder and further filling with melt in vacuum. At the same time, when forming castings of a responsible purpose by pouring titanium and heat-resistant nickel alloys in a vacuum, the current technology causes a high defect due to the identification of various surface casting defects that are unacceptable when working parts under the action of repeatedly repeated temperature changes and alternating mechanical loads. The analysis showed that the main reason for this defect is the lack of thermochemical resistance of ceramic corundum molds on an ethyl silicate binder to interaction with poured titanium and heat-resistant nickel alloys in vacuum. The possibility of obtaining high-quality castings from chemically active alloys is reduced to the use as a binder of ceramic forms of materials that are resistant to thermal dissociation in vacuum at heating temperatures of 1913-1973 K. For this purpose, it is proposed to use a silica-free binder - an aqueous solution of aluminum phosphate concentrate. The composition of the mold made according to the proposed technology, in which there is no silica, excluded the harmful effect of oxidation processes in vacuum on the quality of castings from chemically active alloys. Ceramic electrocorundum molds based on aluminum phosphate concentrate are resistant to thermal dissociation and interaction with chemically active metals poured in vacuum. This will reduce defects in non-metallic inclusions and improve the quality of precision castings made of titanium and heat-resistant nickel alloys.
Текст научной статьи Взаимодействие химически активных расплавов с материалами керамических форм в вакууме
В современном машиностроении и авиакосмической отрасли значительно возросла потребность в точных фасонных отливках из высоколегированных жаропрочных сплавов на основе тугоплавких химически активных металлов, таких как титан и никель.
Для получения таких отливок традиционно используют специальный способ точного литья по удаляемым моделям, состоящий в изготовлении и заливке расплавом керамических корундовых форм на этилсиликатном связующем (ЭТС-связующем).
Керамическая форма представляет собой разовую неразъемную огнеупорную многослойную формооболочку, получаемую по разовой удаляемой модели из воскового модельного состава или карбамида (технической мочевины) [1].
Традиционная технология литья по удаляемым моделям обеспечивает формообразование отливок, в том числе сложной конфигу- рации, из практически любых литейных сплавов с высокой размерной точностью и низкой шероховатостью поверхности [1–3].
Вместе с тем при формировании отливок ответственного назначения заливкой титановых и жаропрочных никелевых сплавов в вакууме действующая технология вызывает высокий брак из-за выявления различных поверхностных дефектов литья, которые недопустимы при работе деталей в условиях действия многократно повторяющихся перепадов температур и знакопеременных механических нагрузок.
На поверхности титановых отливок, например, компрессорных лопаток газотурбинных двигателей, образуется видоизмененный, загрязненный оксидами и газами «альфиро-ванный» слой металла, обладающий повышенной твердостью и склонностью к образованию микротрещин [2].
Поверхность отливок из жаропрочных хромоникелевых сплавов, в частности тур- бинных лопаток ГТД, поражается точечными дефектами – оксидными «плёнами», снижающими сопротивляемость сплавов разрушению от «усталости» [4].
Анализ показал, что основной причиной указанной дефектности является отсутствие термохимической устойчивости керамических корундовых форм на ЭТС-связующем к взаимодействию с заливаемыми титановыми и жаропрочными никелевыми сплавами в вакууме.
Исследованию термохимической инертности к заливаемому титану различных материалов керамических форм, используемых в литье по выплавляемым моделям, посвящены многие работы [1, 4, 5]. Однако их авторы основной упор делали на взаимодействие титана с твердыми, конденсированными оксидными фазами основы и связующего форм без учета процессов, возникающих при заливке в вакууме.
В этой связи изучено физико-химическое взаимодействие материалов отливки и керамической формы в условиях вакуумной заливки и затвердевания титановых сплавов [2].
В состав керамических форм входят огнеупорные материалы, обычно представляющие собой различные оксиды: SiO 2 , Al 2 O 3 , ZrO 2 , MgO, CaO или соединения на их основе.
В работе [6] отмечено, что сравнение степени термохимической устойчивости оксидов по величине энергии Гиббса их образования (A G T ) правомерно только для однотипных оксидов, поскольку значения A G T зависят от числа атомов и типа кристаллической решетки оксида.
В этом случае по убыванию термодинамической устойчивости (A G T ) при температурах выше 1773 К и нормальном давлении элементы оксидов располагаются в последовательности:
-
– в оксидах типа МеО: Са, Ве, Mg, Ва, Ti, Fe;
-
– в оксидах типа Ме 2 О 3 : Al, Ti, В, Cr, Fe;
-
– в оксидах типа МеО 2 : Zr, Ti, Si.
Оценка устойчивости оксидов к взаимодействию с титаном по величине A GT носит приблизительный характер и применима только для определения возможности реакций восстановления между отдельными оксидами. Кроме того, реакции восстановления оксидов формы титаном могут протекать только на небольшой части ее поверхности, непосредст- венно контактирующей с заливаемым металлом при формировании отливок [2].
Поэтому можно предположить, что основную роль в загрязнении титановых отливок играют процессы взаимодействия металла с газообразными продуктами, выделяющимися из оксидов керамической формы при вакуумной заливке. Такие процессы протекают значительно интенсивнее, нежели реакции металла с конденсированными оксидными фазами формы.
При температурах нагрева рабочего слоя керамической формы, контактирующего с заливаемым расплавом титана, источником га-зовыделения может стать процесс термической диссоциации (ТД) составляющих ее оксидов, который в условиях вакуума протекает наиболее интенсивно.
Для оценки возможности протекания данного процесса в работе [2] численным методом элементарных энергетических балансов был проведен компьютерный тепловой расчет температурного режима керамической формы для условий формирования титановых отливок.
Тепловой расчет показал, что в рабочем слое оксидные материалы формы при заливке и затвердевании сплавов титана могут нагреваться до температур 1913–1973 К и в течение 0,5–75 с находиться в контакте с расплавом. Их температура нагрева выше 1673 К при формировании титановых отливок достигается на глубине рабочего слоя формы до (0,15–1,05)·10–3 м в течение 17–340 с.
Для количественной оценки был проведен анализ устойчивости к термической диссоциации в вакууме (0,133–1,33 Па) оксидных составляющих формы: кремнезема (SiO 2 ), являющегося основой ЭТС-связующего, и оксида алюминия (Al 2 O 3 ) электрокорунда – материала ее наполнителя.
Критерием устойчивости к ТД в вакууме служили летучесть оксидов, выраженная через суммарное давление паров, и скорость испарения оксидов, определяемая по уравнению Герца – Ленгмюра в зависимости от парциального давления кислорода.
Авторами работы [5] показано, что термодинамически наиболее выгодным является протекание газообразной ТД (инконгруентно-го испарения) оксидов SiO 2 и Al 2 O 3 по реакциям, сопровождающимся минимальным тепловым эффектом на выделение 1 г-моль газообразных продуктов при стандартных условиях (298 К).
Таковыми для кремнезема являются реакции:
SiO 2 , тв = SiO, г + 1/2О 2 ;
-
SiO 2 , тв = SiO, г + О. (1)
Инконгруентное испарение оксида алюминия может быть представлено реакциями:
Al 2 O 3 , тв = 2Al, г + 3/2О 2 ;
О 2 = 2О. (2)
Согласно приведенным реакциям, основными компонентами газовой фазы над кремнеземом будут выступать монооксид кремния, молекулярный и атомарный кислород, а продуктами испарения оксида алюминия – одноатомные газы алюминия и кислорода.
Для реакций (1) и (2) по уравнениям, описанным в работе [2], были рассчитаны парциальные давления газообразных продуктов диссоциации и их суммарное давление паров над оксидами: Σ Р SiO , Σ Р Al O . Скорости испарения данных оксидов J SiO и J Al O , выраженные через максимальный поток продуктов диссоциации, определяли по уравнению Герца – Ленгмюра для температур нагрева в вакууме материалов формы в интервале 1673–1973 К.
Результаты расчетов Σ Р SiO 2 , Σ Р Al 2 O 3 , J SiO и J Al O для указанных температур представлены в табл. 1.
Скорости испарения оксидов приведены для значений парциального давления кислорода Р O , равного атмосферному давлению (105 Па) и остаточному давлению 0,1 Па, достигаемому в условиях вакуума.
Проведенные расчеты (см. табл. 1) показывают, что скорость испарения оксидов формы в вакууме в 103 и более раз выше, чем при нормальном давлении воздуха, когда парциальное давление кислорода ( РO ) равно 0,2·105 Па. Поэтому их устойчивость к ТД в вакууме можно рассматривать как устойчивость к выделению кислорода.
Полученные данные показали, что кремнезем ЭТС-связующего термохимически не устойчив в условиях вакуумной заливки и затвердевания титановых сплавов. Его интенсивное испарение с выделением газообразных SiO, О 2 и О протекает на поверхности контакта с расплавом и в рабочем слое керамической формы на глубине до 1,05·10–3 м.
При нагреве до температуры 1853 К, достигаемой при контакте с расплавом титана, кремнезем связующего формы подвергается сублимации с интенсивным выделением газов в количестве, достигающем (1–3,5)·10–3 кг/м2.
В исследуемом интервале температур давление паров над Al 2 O 3 ( Σ Р Al O ) более чем на три порядка ниже, чем над SiO 2 , а скорость испарения меньше по сравнению с кремнеземом в среднем в 105 раз (см. табл. 1). Это свидетельствует о высокой устойчивости к термической диссоциации в вакууме оксида алюминия (электрокорунда) – материала основы керамических форм.
Конгруентный характер испарения в вакууме при температурах выше 1853 К вызывает высокие значения максимального потока газообразных продуктов диссоциации, которые, покидая поверхность кремнезема, создают на границе «металл – форма» значительное (до 0,1 МПа) давление газов, являющихся
Таблица 1
Давления паров и скорости испарения оксидов формы при различных температурах
Table 1
Vapor pressures and evaporation rates of form oxides at different temperatures
|
№ п/п |
Показатели |
Ед. измерения |
Значения показателей при температурах формы, К |
||||
|
1673 |
1773 |
1873 |
1973 |
||||
|
1 |
Σ Р SiO 2 |
10–2 Па |
0,327 |
2,78 |
18,4 |
103,5 |
|
|
2 |
Σ Р Al 2 O 3 |
10 – 5 Па |
0,111 |
1,27 |
11,9 |
90,1 |
|
|
3 |
J SiO 2 , при Р O 2 : |
105 Па |
10–9·кг/(м2с) |
0,645 |
3,52 |
22,2 |
66,5 |
|
0,1 Па |
10–6·кг/(м2с) |
0,204 |
1,11 |
7,0 |
21,0 |
||
|
4 |
J Al 2 O 3 , при Р O 2 : |
105 Па |
10–14·кг/(м2с) |
0,180 |
1,87 |
19,8 |
114,0 |
|
0,1 Па |
10–10·кг/(м2с) |
0,101 |
1,05 |
11,2 |
64,4 |
||
окислителями титана. В этот период вакуумная система плавильно-заливочной установки титанового литья не справляется с газовыде-лением из кремнезема связующего.
Взаимодействие химически активного титана с продуктами термической диссоциации SiO 2 приводит к его насыщению газами, загрязнению поверхностных слоев титановых отливок оксидами.
Особенно активно титан взаимодействует с кислородом, что объясняется хорошей растворимостью и высокой скоростью диффузии кислорода в титане. Так, коэффициент диффузии О 2 в β-титане при температурах нагрева в интервале 1173–1473 К составляет (1,4–4,5)·10–5 м2/с. При взаимодействии β-ти-тан образует с кислородом твердые растворы, в которых атомы кислорода внедряются в межузельные пустоты кристаллической решетки и, искажая ее, вызывают укрупнение и переориентацию пластин α-фазы титана [1, 2].
По данным химического анализа поверхностных слоев титановых отливок, полученных в электрокорундовых формах на ЭТС-связую-щем, содержание кислорода в них на порядок выше, чем в металле внутренней части, и может составлять 1,4 % масс. Загрязнение кислородом происходит на глубине поверхностного слоя отливки, достигающей (1,0–1,5)·10–3 м.
Концентрация кремния в поверхностных слоях отливок возрастает не более чем в 2 раза [1, 7].
Таким образом, решающую роль в физико-химическом взаимодействии керамических форм с заливаемыми титановыми сплавами в вакууме, приводящем к загрязнению и образованию поверхностных дефектов отливок, играет термическая диссоциации в вакууме кремнезема (SiO 2 ) ЭТС-связующего керамических форм, протекающая с выделением газообразных продуктов SiO, О 2 и О.
Недостаточная устойчивость керамических форм на ЭТС-связующем к заливаемым в вакууме жаропрочным никелевым сплавам, содержащим химически активные компоненты и легирующие элементы, также связана с наличием в форме свободного SiO 2 . Кремнезем, находящийся в рабочих слоях формы, является сильным окислителем таких компонентов сплава, как алюминий и титан. Он активно взаимодействует с Al и Ti в условиях вакуумной заливки с образованием Al 2 O 3 и TiO 2 , формирующих плены.
Поверхность отливки из жаропрочного никелевого сплава ЖС6У, обедненная легирующими элементами в результате окисления кремнеземом, показана на рис. 1.
Наличие локальных включений Si и Fe в поверхностном слое отливки обедняет ее основными легирующими элементами – Cr, Co, W, Mo.
В свою очередь выделяющийся при ТД кремнезема кремний способен насыщать залитый в вакууме металл в зоне контакта с формой в результате окисления химических элементов сплава. Имея малый атомный радиус, близкий по значению к атомному радиусу никеля, он легко внедряется в кристаллическую решетку Ni c образованием твердого раствора высокой концентрации Si (до 15% масс.).
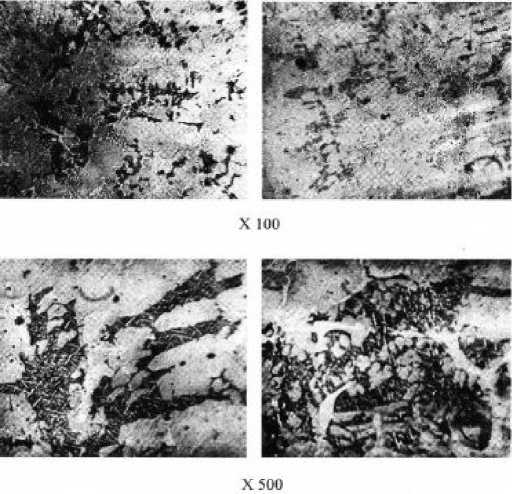
Анализ микроструктуры поверхности отливки, приведенной на рис. 2, показал насыщение указанного выше сплава кремнием до 2 % масс.
Насыщение литой поверхности кремнием резко снижает возможность повторного использования металла, так как при переплаве приводит к насыщению расплава во всем объеме. Следовательно, кремний, содержащийся в сплаве выше допустимых пределов, в зоне насыщения изменяет характер микроструктуры сплава, что отрицательно сказывается на служебных свойствах отливок.
Таким образом, возможность получения качественных отливок из химически активных сплавов (жаропрочные никелевые и титановые сплавы) сводится к использованию в качестве связующего керамических форм материалов, обладающих устойчивостью к термической диссоциации в вакууме при температурах нагрева 1913–1973 К.
Для этого были предприняты попытки заменить ЭТС-связующее керамических форм бескремнеземным связующим материалом – раствором алюмоборфосфатного концентрата (АБФК-связующим).
Результаты исследования процесса формообразования литых рабочих лопаток авиационных газотурбинных двигателей в керамических корундовых формах на АБФК-свя-зующем представлены в работе [7].
Состав формы, изготовленной по предлагаемой технологии на АБФК-связующем, в которой отсутствует кремнезем, исключил вредное влияние процессов окисления в вакууме на качество отливок из химически активных сплавов.
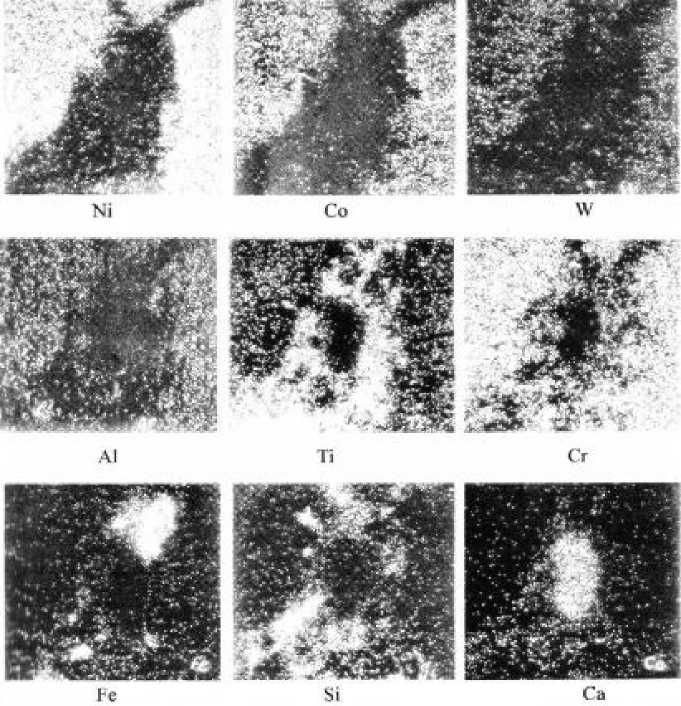
Рис. 1. Поверхность отливки из жаропрочного сплава ЖС6У, обедненная легирующими элементами
Fig. 1. Casting surface from ZhS6U heat-resistant alloy depleted in alloying elements
X 500
Рис. 2. Микроструктура поверхности отливки из сплава ВЖЛ12У-ВИ, насыщенной кремнием Fig. 2. Microstructure of the surface of a casting made of VZhL12U-VI alloy saturated with silicon
Изучение общей дефектности отливок из жаропрочных никелевых сплавов, получаемых по выплавляемым моделям, показало, что наибольшая доля брака приходится на точечные дефекты, поражающие литую поверхность, выражающиеся в виде фонового свечения при проведении ЛЮМ-контроля отливок [1, 7].
Экспериментальная оценка влияния керамических форм на АБФК-связующем, изготовленных по выплавляемым моделям, на качество поверхности точных отливок проводилась в условиях ОАО СКБ «Турбина» для литья жаропрочного никелевого сплава марки ВЖЛ12У-ВИ.
По разработанной технологии были изготовлены керамические электрокорундовые формы на АБФК-связующем для получения отливок «колесо рабочее» (рис. 3а) и «турбоколесо» (рис. 3b).
Результаты опытной вакуумной заливки в такие формы показали более высокое качество поверхности отливок, чем при их получении литьем в формы на ЭТС-связую-щем, что было подтверждено снижением фонового свечения поверхности металла при исследовании методом капиллярной люминесценции.
Отсутствие колебаний и снижения остаточного давления (глубины вакуума) в вакуумной плавильно-заливочной установке при заливке свидетельствовало о низкой газотвор-ности и высокой термохимической устойчивости компонентов формы к термической диссоциации и взаимодействию с жаропрочными никелевыми сплавами.
Химический состав сплава ВЖЛ12У-ВИ в поверхностном слое образца, полученного литьем в керамическую форму на АБФК-связующем, представлен в табл. 2.

a)
b)
Рис. 3. Керамические формы для отливки «колесо рабочее» (а) и «турбоколесо» (b), изготовленные по разработанной технологии
Fig. 3. Ceramic molds for casting “working wheel” (a) and “turbo wheel” (b), made according to the developed technology
Таблица 2
Химический состав жаропрочного сплава ВЖЛ12У-ВИ в поверхностном слое образца, полученного литьем в форму на АБФК-связующем
Table 2
The chemical composition of the heat-resistant alloy VZhL12U-VI in the surface layer of the sample obtained by casting into a mold on the ABFC-binder
|
Глубина сканирования, мкм |
Содержание химических элементов в сплаве, % |
|||||||||
|
Al |
Si |
P |
S |
Ti |
V |
Cr |
Co |
Ni |
W |
|
|
10 |
5,5 |
0,02 |
0,046 |
0,003 |
4,36 |
0,79 |
10,07 |
14,65 |
62,24 |
1,51 |
|
20 |
5,67 |
0,018 |
0,051 |
0,001 |
3,43 |
0,89 |
9,23 |
14,61 |
62,83 |
2,45 |
|
30 |
5,47 |
0,021 |
0,042 |
0,0013 |
3,5 |
0,85 |
9,94 |
14,84 |
62,74 |
1,82 |
Полученные данные (см. табл. 2) выявили практически отсутствие изменения химического состава сплава в поверхностном слое отливки, связанного с протеканием химических реакций окисления и растворения материалов формы во время ее вакуумной заливки.
В микроструктуре поверхности опытного образца до термообработки наблюдается равномерное распределение крупных частиц первичной γ׳-фазы никеля и однородность состава сплава без обеднения легирующими элементами. При изучении микроструктуры поверхности этого образца после термообработ- ки выявлено, что она состоит из γ-твердого раствора на основе никеля и мелкой сетки упрочняющей вторичной γ׳-фазы без дефектных областей.
Таким образом, керамические электроко-рундовые формы на бескремнеземном АБФК-связующем обладают устойчивостью к термической диссоциации и взаимодействию с заливаемыми в вакууме химически активными металлами. Это позволит снизить дефектность по неметаллическим включениям и повысить качество точных отливок из титановых и жаропрочных никелевых сплавов.
Список литературы Взаимодействие химически активных расплавов с материалами керамических форм в вакууме
- Знаменский Л.Г., Ивочкина О.В. Формы в точном литье: моногр. М.; Вологда: Инфра-Инженерия, 2022. 228 с.
- Солодянкин А.А. Разработка технологии изготовления керамических форм с повышенной химической устойчивостью к заливаемым титановым сплавам: дис. … канд. техн. наук. Челябинск, 1988. 206 с.
- Знаменский Л.Г., Ивочкина О.В., Ерофеев В.В. Активация физическими полями литейных процессов. Челябинск: Изд-во ЦНТИ, 2009. 326 с.
- Дубровин В.К., Кулаков Б.А., Карпинский А.В. Производство отливок из никелевых и титановых сплавов в термохимически стойких формах: моногр. Челябинск: Издат. центр ЮУрГУ, 2010. 233 с.
- Пульцин Н.М. Взаимодействие титана с газами. М.: Металлургия, 1969. 217 с.
- Куликов И.С. Термодинамика оксидов: справ. М.: Металлургия, 1986. 344 с.
- Знаменский Л.Г., Солодянкин А.А., Полиновский В.Б. Технология ускоренного формообразования при получении литых лопаток авиационных газотурбинных двигателей // Военный научно-практический вестник. 2019. № 2 (11). С. 71-80.
