Взаимосвязь показателей, определяющих уровень технико-технологической оснащенности процессов в растениеводстве

Автор: Плаксин А.М., Ганиев И., Гриценко А.В., Глемба К.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 12, 2014 года.
Бесплатный доступ
Раскрывается взаимосвязь величины технико-технологической оснащенности процессов в растениеводстве с показателями их технической оснащенности, коэффициентом сменности и эксплуатационной надежностью машинно-тракторных агрегатов.
Технико-технологическая оснащенность, надежность, коэффициенты, продолжительность, агротехнические сроки, урожайность
Короткий адрес: https://sciup.org/14083464
IDR: 14083464 | УДК: 631.3:633.51
The correlation of the indicators determining the level of the process technical and technological equipment availability in plant-growing
The correlation between the value of the process technical and technological equipment availability in plant-growing with the indicators of their technical equipment, the shift factor and the tractor unit operational reliability is revealed.
Текст научной статьи Взаимосвязь показателей, определяющих уровень технико-технологической оснащенности процессов в растениеводстве
Введение. Эффективность реализации механизированных процессов в растениеводстве определяется наличием производственного потенциала, который состоит из ресурсов: трудовых, материальных, в т. ч. энергетических, природно-климатических и биологических. Однако фактический уровень использования производственного потенциала, как правило, в большинстве сельхозпредприятий ниже номинальных параметров, что является следствием несоответствия структуры, количественного соотношения составляющих производственного потенциала и организационно-экономических условий его использования [1–5].
Основными показателями надежности выполнения процессов в растениеводстве, где предметом труда является живая природа (почва, материалы, растения), является агротехническая продолжительность выполнения полевых работ с учетом их начала, полнота и качество выполнения технологических операций. Обеспечение этих агронормативов зависит не только от величины технического и технологического потенциала сельхозпредприятий (количественного и качественного), но и от интенсивности его использования в течение напряженного цикла полевых работ, эксплуатационной надежности машинно-тракторных агрегатов (МТА), организации производства. Именно совокупность этих свойств и будет определять фактический уровень технологической и технической оснащенности механизированных процессов и эффективность их реализации в конкретных зональных условиях [5–7].
Цель работы . Разработка методологии оценки технико-технологической оснащенности механизированных процессов в растениеводстве, а также обоснование структуры и величины инвестиций финансовых ресурсов в техническое и технологическое переоснащение производства сельхозпродукции, материальную и социальную инфраструктуру села.
Задачи исследования :
-
1. Провести структурное и количественное обоснование величины ресурсных и технологических составляющих производственного потенциала сельхозпредприятий.
-
2. Разработать методику расчета коэффициента технико-технологической оснащенности механизированных процессов в растениеводстве.
-
3. Разработать экономико-математическую модель обоснования структуры и величины инвестиций финансовых ресурсов в техническое и технологическое переоснащение производства сельхозпродукции, материальную и социальную инфраструктуру села.
Теоретические исследования. Рассмотрим взаимосвязь агротехнической своевременности и качества выполнения технологических процессов с величиной инвестируемых финансовых ресурсов на единицу площади возделывания сельскохозяйственных культур и потенциально возможной урожайностью, потерями продукции (рис. 1).
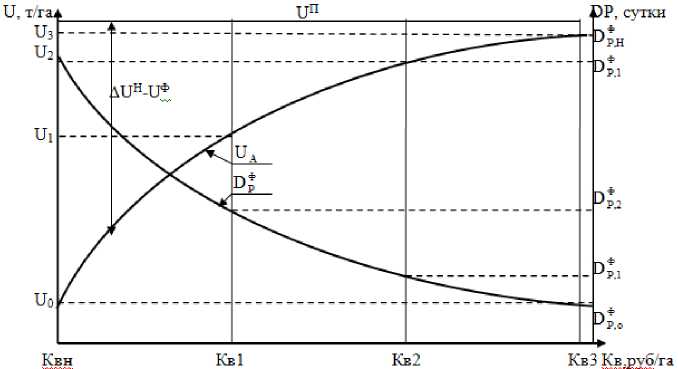
Рис. 1. Взаимосвязь продолжительности выполнения технологических процессов, урожайности сельхозкультур с величиной капвложений в технико-технологическое оснащение производства:
UП, U i – потенциальная и текущая величина урожайности; DФ – продолжительность выполнения процессов с учетом качества и полноты выполнения операций; Кв – величина капиталовложений на этапах модернизации процессов
Из рисунка 1 следует, что с увеличением капиталовложений в технико-технологическое переоснащение процессов в растениеводстве (вследствие чего повышается уровень выполнения агротребований при возделывании культур) увеличивается их урожайность и сокращаются потери продукции. Очевидно, что при начальном уровне оснащения (Квн) для достижения агротехнической продолжительности выполнения полевых работ ( DФ ) и получения урожайности культур, близкой к потенциально возможной (U 3 ), потребуются значимые по величине финансовые ресурсы ( АКВ = Квз-Кв н). Из-за их ограниченности у сельхозпроизводителей крупное разовое капиталовложение невозможно, что предопределяет необходимость реализации поэтапной модернизации растениеводства (Кв1, Кв2, Кв3).
Продолжительность выполнения цикла полевых операций (посев, уход за растениями, почвообработ-ка и т.д.) зависит как от технической количественной оснащенности, так и от производительности МТА, объема выполняемых работ, т.е.
Ф ф= F i • ni
Р ФФ, ai ai где F , n – площадь возделывания сельхозкультур и количество технологических i операций, выполняемых в цикле полевых работ, соответственно га и шт.; NФ, WФ – количество фактическое i агрегатов и их производительность, соответственно шт. и га/см, га/сутки.
При принятом в сельском хозяйстве поэлементном методе нормирования составляющих рабочей смены МТА нормативное количество их NH будет равно:
N H = F'n , (2)
-
a HH
Pai где DH • WН - цикловая нормативная производительность одного агрегата, га/цикл; WH = WH • Тсм -сменная производительность i-го агрегата, га/см; WH – нормативная часовая производительность i-го агрегата при рабочей смене ТСМ (ТСМ=7 ч, ТСМ=10 ч).
Мы полагаем, что более адекватно реальным процессам в растениеводстве уровень их механизации должен определяться с учетом коэффициента технико-технологической оснащенности процессов. Он является комплексным показателем, определяет структуру и величины основных составляющих, необходимых для выполнения полевых работ.
Структурно он состоит из произведения коэффициентов, которые количественно оценивают фактическое количество и использование средств механизации, трудовых ресурсов и эксплуатационную надежность машинно-тракторных агрегатов (МТА). В соответствии с определением коэффициент техникотехнологической оснащенности К рассчитывается по формуле к =К К -К -К
то ТТО ТО-ГО С^см то Г Т^ОР ’ где К , К , К , К – соответственно коэффициенты технического оснащения, сменности работы МТА, их технической готовности и организации использования.
Аналитическое определение величины коэффициентов следующее. Коэффициент технического оснащения процессов
NLW.
ТО NH • W , где NФ , NН – соответственно количество МТА фактическое и нормативное в соответствии с агротребованиями продолжительности цикла выполнения полевых работ, шт/цикл; WФ, WH – соответственно фактическая и нормативная в заданных условиях использования МТА производительность, га/см.
Причем при измерении и расчете производительности МТА принимается идентичное качество выполнения технологических операций.
Коэффициент сменности работы МТА в течение суток равен
К СМ
т
Р.С.
Н Т СМ
где Т – количество часов работы агрегата за сутки, ч; ТН – нормативная продолжительность рабочей ..
смены агрегатов ( Т НМ = 7 ч, в напряженные циклы полевых работ Т ^м = 10 ч).
Коэффициент технической готовности МТА, который отражает их эксплуатационную надежность, определяется по формуле
К Г
tP tP + tyro
где t – рабочее время агрегатов за полевой цикл, ч/цикл; t – соответственно суммарная продолжительность простоев агрегатов при устранении последствий отказов их машин во время рабочей смены, ч/цикл.
Коэффициент организации использования показывает долю времени нормируемых показателей времени смены £ tHopMi (подготовительно-заключительное время, время технического и технологического обслуживания агрегатов, время ожидания доставки и заправки ТСМ и др.) к фактической продолжительности этих составляющих
n t норм.i
К ор
n = 1
n t факт .i i=1
Величина этого коэффициента при реализации процессов возделывания и уборки сельхозкультур в хозяйствах в зависимости от производственной дисциплины и форм организации производства в настоящее время (при значимой профессиональной деградации специалистов, их качественного дефицита, сокращения средств механизации вспомогательных процессов и др.) в среднем находится в диапазоне К ор = ( 0 , 1-0 , 15 )Т Нм .
С учетом величин перечисленных коэффициентов фактическая продолжительность выполнения цикла полевых работ будет определяться по уравнению
, A = D H = F • n
H K tto N Ф • W ^ ■ К ем • Кг ‘ Кор ’
Из данного уравнения следует, что при нормативной величине коэффициента техникотехнологической оснащенности К ТТО =1 фактическая продолжительность цикла выполнения технологических операций будет равна нормативной, т.е. соответствующей агротребованиям.
Результаты исследований и их обсуждение. Закономерность изменения продолжительности реализации механизированных процессов (рис. 2, а) показывает, что нормативная агротехническая продолжительность (при принятых ограничениях: К СМ =1, К Г =1, К ОР =1) может быть достигнута только при нормативной численности агрегатов с соответствующей сменной производительностью, т.е. при N ф = N ф и К тто =1.
При использовании принятых агрегатов в две смены (К Г =1, К ОР =1) потребность их уменьшится в два раза (К ТО =0,5), но уровень технико-технологической оснащенности будет нормативным:
Кпо = 0 , 5 • 2 • 1 • 1 = 1 (т. С). Соответственно продолжительность реализации процессов будет равна нормативной ( DHC = DA ). Следовательно, экономию капиталовложений или часть их можно вложить в подготовку механизаторов, повышение их зарплаты и обеспечение социальных условий труда, проживания. Полагаем, что это будет сделать экономически целесообразно, учитывая в т.ч. ряд других социальных и демографических проблем в сельском хозяйстве России. Вот ориентировочный расчет. Вместо двух современных посевных комплексов (стоимость каждого 10 млн рублей) при двухсменной работе их потребуется всего один. А значит, с учетом отчислений на реновацию машин (при Т СЛ =10 лет) за десять лет будет экономия денежных средств в сумме 20 млн рублей. При оплате труда механизатора 500 тыс. руб/год останется еще 15 млн, которые можно вложить в создание социальных условий, в развитие парка сельхозмашин, материально-техническую базу [8, 9].
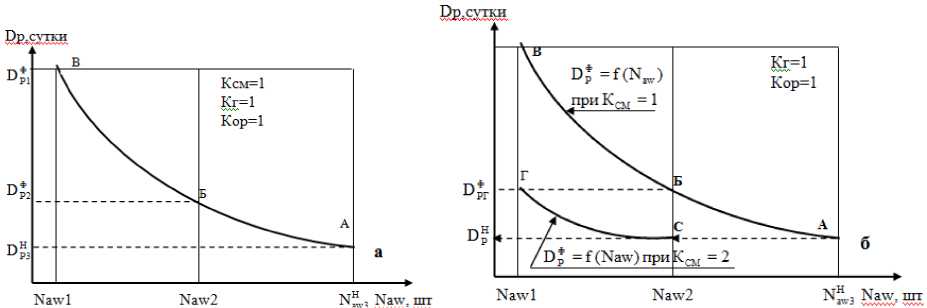
а б
Рис. 2. Взаимосвязь продолжительности механизированных процессов: а - с их технической оснащенностью; б - со сменностью работы
Значимым по величине влияния на технико-технологическую оснащенность процессов в растениеводстве является показатель эксплуатационной надежности агрегатов – коэффициент их оперативной готовности, который зависит от безотказности машин в агрегатах
К Г
tP tp + tyo + tОЖ
где tp - наработка агрегата за полевой цикл (наработка на отказ), ч; ty0 - продолжительность непосредственного устранения последствий отказов машин, ч; 10Ж - время ожидания доставки агрегатов, узлов, запасных частей, материалов, необходимых для восстановления работоспособности МТА, ч.
Взаимосвязь продолжительности циклов выполнения технологических операций с учетом безотказности МТА (при К см =1, К ор =1) выразим в следующем виде:
D =__F i n__
Ф Naa • W Ф • Кг
.
Т.е. фактическая продолжительность выполнения полевых работ tФ , при том или ином уровне технического оснащения, будет равна t tp + tyo + toж tp + tB.p,
где tBP - общая продолжительность восстановления работоспособности агрегатов, ч. Графическая интерпретация аналитического выражения (10) при величине технической оснащенности нормативной (К то =1) представлена на рисунке 3.
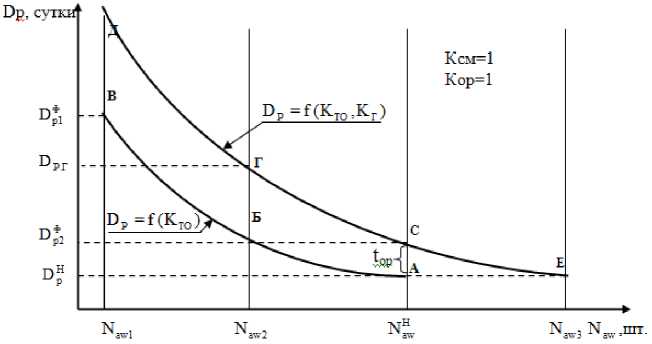
Рис. 3. Взаимосвязь продолжительности выполнения цикла полевых работ с количеством агрегатов и их безотказностью
При простоях агрегата из-за отказов его машин (NH, KTO = 1) продолжительность цикла выполнения технологических операций увеличится до величины Оф2 = D^,, т.е. будет больше нормативной продолжительности (DH) при работе NH и равной при меньшем количестве (N^2, т. Б) используемых агрегатов. Чтобы выполнить полевые операции в нормативные агросроки DH при данном количестве и безотказности МТА, потребуется увеличить их количество до величины N^ (т. Е), т.е. коэффициент технической оснащенности должен быть больше нормативной величины (КТО3>КТО=1). Для этого необходимо приобрести дополнительное количество МТА, равное ^Naw = Naw3-NH. Это, конечно же, потребует увеличения капиталовложений в парк машин. Однако если добиться высокой (не менее продолжительности полевого цикла работ) безотказности МТА (КГ≈1), т.е. свести затраты времени на восстановление их работоспособности до минимума (1ор=1у.о+1ож=0, т. А), тогда не понадобится приобретать дополнительное количество МТА, соответ- ственно, не нужно будет привлекать дополнительно механизаторов, можно избежать дополнительных отчислений на реновацию машин и пр. Очевидно, что в результате будет получена экономия финансовых ресурсов, которые могут быть направлены на повышение безотказности агрегатов.
Выводы
-
1. Методологической основой обоснования уровня технико-технологической оснащенности механизированных процессов в конкретных условиях производства продукции растениеводства является структурное и количественное обоснование величины составляющих производственного потенциала сельхозпредприятий – ресурсного и технологического.
-
2. Рассмотренная методика расчета коэффициента технико-технологической оснащенности механизированных процессов, его взаимосвязь и закономерности изменения в зависимости от структуры и величины составляющих коэффициентов позволяют аналитически обосновывать рациональный уровень надежности реализации механизированных процессов в растениеводстве.
-
3. Для определения первоочередности решения задач поэтапной модернизации растениеводства необходимо использовать экономико-математическую модель, применение которой позволяет обосновать структуру и величину инвестиций финансовых ресурсов в техническое и технологическое переоснащение производства сельхозпродукции, материальную и социальную инфраструктуру села.
