Закономерности деформирования при формообразовании тонкостенного тройника из анизотропной трубной заготовки

Автор: Гречников Федор Васильевич, Маслов Валентин Дмитриевич, Петров Юрий Олегович, Севериненко Антон Юрьевич, Мисюра Валентин Дмитриевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.15, 2013 года.
Бесплатный доступ
Рассмотрен вопрос получения аналитической зависимости, позволяющей определить значение толщины и значения деформации изменения толщины на различных участках заготовки при формообразовании равнопроходного тройника из трубной заготовки на примере трех материалов с различнымикоэффициентами анизотропии. Выявлены характерные участки деформации изменения толщины при формообразовании. Выведено уравнение, описывающее изменение толщины на участке сечения с максимальной разнотолщинностью.
Напряженно-деформированное состояние, разнотолщинность, анизотропия, деформация, аналитическая зависимость, формообразование
Короткий адрес: https://sciup.org/148202499
IDR: 148202499 | УДК: 669.715
Regularities of deformation in forming a thin-walled t-joints tubes of anisotropic tube stock
Consideredthe questionobtaininganalytical relationship, which allows to determinethe thicknessandstrain values??change in thicknessin different parts ofthe workpiecein formingequalpasst-joint tube from thebilletson the example ofthree materialswith different coefficients ofanisotropy.Revealed the characteristicchanges inthe thickness oflanddeformationin forming. Equation is deriveddescribing the change inthickness of thesectionon the sitewith a maximumpolythickness.
Текст научной статьи Закономерности деформирования при формообразовании тонкостенного тройника из анизотропной трубной заготовки
настоящего времени методик анализа формообразования тройников направлены (в основном) на определение энергосиловых параметров процесса [2]. Они не позволяют установить особенности деформирования заготовки и разработать методику определения деформированного состояния при формообразования тройника.
В настоящей работе для определения напряженно-деформированного состояния заготовки использовано конечно-элементное моделирование процесса формообразования тонкостенного тройника с использованием программного продукта ANSYS-LS/DYNA [3].
Модель деформируемого металла при моделировании процесса – упрочняемый трансверсально анизотропный материал – Transverse Anisotropic Material (металл с нормальной анизотропией свойств). Величина нормальной анизотропии исходной трубной заготовки задается коэффициентом Лэнкфорда R [4]:
;
где: ε в, ε s– соответственно деформация сужения и деформация утонения образца при стандартном испытании на одноосное растяжение.
Деформационное упрочнение материала задается на основании экспериментальных данных по кривым упрочнения, полученным при испытании трубных заготовок на осадку, рис. 1 [5].
Основные механические свойства металлов, используемые при моделировании процесса формообразовании тройника, приведены в табл. 1 [5].
Для моделирования деформируемой заготовки выбран элемент SHELL 163 – оболочечный элемент с 4 узлами, возможностью изгиба и пружинения. Геометрия оснастки построена в CAD-
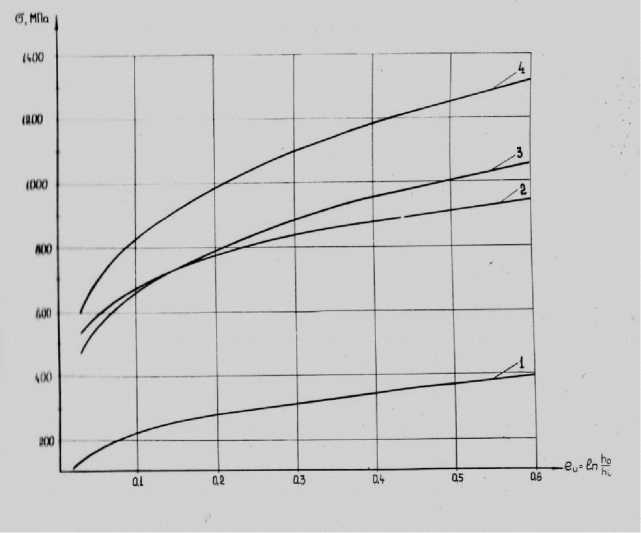
Рис. 1. Кривые упрочнения материала при деформировании трубных заготовок: 1 – АМг-3М; 2 – ОТ4; 3 – 12Х18Н10Т; 4 – ПТ-7М
Таблица 1. Механические свойства материалов, применяемых при изготовлении тройников
Проанализированы три варианта процесса изготовления тройников из материалов с различной величиной коэффициента анизотропии – алюминиевый сплав АМг-3М (R = 0,65), хромоникелевая сталь аустенитного класса 12Х18Н9Т (R = 1,01) и титановый сплав ПТ-7М (R = 2,75). При прочих равных условиях процесса формообразования изменялась только величина коэффициента нормальной анизотропии R.
Выполненное моделирование процесса формообразования тройника дает возможность определить величины деформаций и напряжений в любой точке деформируемой заготовки в любой момент времени процесса. Результаты моделирования процесса формообразования тройника приведены на рис. 2. Для сокращения времени анализа напряженно-деформированного состояния моделирование выполнялось на ј части заготовки.
Анализа результатов процесса моделирования [3] показал, что основные деформации изменения толщины наблюдаются на образующей, которая проходит от полюса формуемого отвода к верхней точке торца заготовки. Именно по деформациям на этой образующей и анализируется влияния анизотропии на деформированное состояние заготовки. В остальных сечениях за-
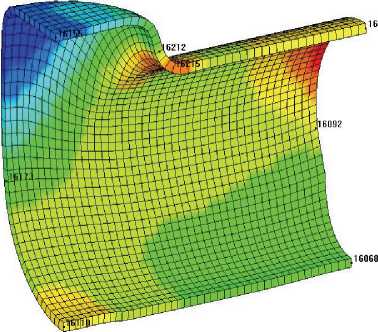
Рис. 2. Изменение толщины деформируемой заготовки, полученное в результате моделирования процесса готовки (на образующей, расположенной в горизонтальном сечении, проходящем через ось заготовки, и на образующей, расположенной с противоположной стороны от формуемого отвода) толщину заготовки с точностью до 5 % можно считать неизменной.
Графические зависимости изменения толщины по верхней образующей при формообразовании равнопроходного тройника из заготовок, имеющих различные значения величины анизотропии R, приведены на рис. 3.
Анализ графических зависимостей, приведенных на рис. 3, показывает, что минимальное изменение толщины, из трех рассматриваемых материалов, наблюдается на титановом сплаве ПТ-7М (R = 2,75). Он меньше утоняется в полюсе формуемого отвода и меньше утолщается на торце заготовки в зоне приложения сжимающей нагрузки. Максимальное изменение толщины наблюдается при формообразовании тройника из алюминиевого сплава АМг-3М (R = 0,65). В анализе используются логарифмические дефор- мации изменения толщины
l*5fc где: S0 и SК – соответственно исходная и конечная толщина деформируемойтрубнойзаготовки.
Результаты анализа изменения толщины деформируемой заготовки, полученные в результате моделирования процесса формообразования, приведены в табл. 2.
Построим аналитическую зависимость изменения деформации по толщине на торце заготовки. Примем допущение, что эта зависимость деформации изменения толщины от показателя анизотропии R на торце заготовки имеет линейный закон, то есть ее можно описать уравнением: y=ax+b, где y– деформация изменения толщины es;
x – показатель анизотропии R;
-
a, b – коэффициенты уравнения.
Для определения коэффициентов уравнения результаты моделирования обработаны методом наименьших квадратов.
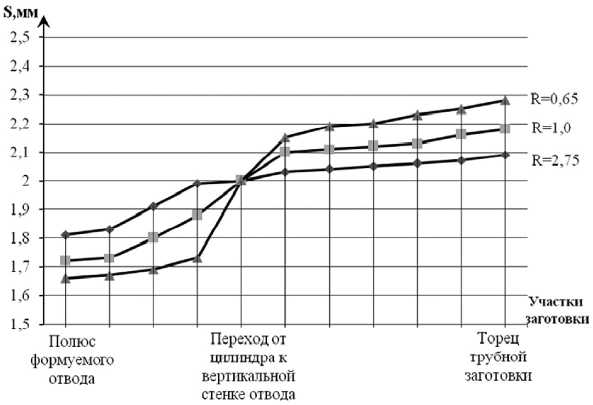
Рис. 3. Изменение толщины на различных участках заготовки в зависимости от свойств материала (коэффициента анизотропии)
Таблица 2. Значения толщины и деформаций изменения толщины в различных точках деформируемой заготовки
|
Материал заготовки |
Полюс формуемого отвода |
Вертикальная стенка отвода |
Т орец цилиндрической заготовки |
|||
|
Толщина заготовки мм |
Деф ормация e s |
Толщина заготовки мм |
Деформация e s |
Толщин а заготовки мм |
Деформация e s |
|
|
АМг-3М R = 0,65 |
1,661 |
- 0,186 |
1,894 |
- 0,054 |
2,280 |
0,131 |
|
12Х 18Н10Т R = 1,01 |
1,721 |
- 0,150 |
1,964 |
- 0,018 |
2,170 |
0,081 |
|
ПТ-7М R = 2,75 |
1,809 |
- 0,100 |
2,024 |
0,012 |
2,085 |
0,041 |
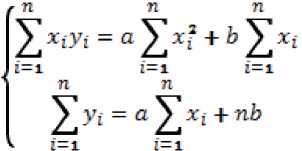
Подставив значения деформаций из табл. 2 в систему нормальных уравнений (1), найдем значения коэффициентов a и b. Расчетный бланк для решения нормальных уравнений приведен в табл. 3.
(0.2804 = a - 8.985 + b - 4.4 t 0.2538 = a-4.4+ 3-b a= -0,036
b= 0,138.
Таким образом, линейная зависимость величины деформации изменения толщины заготовки на ее торце от показателя анизотропии R будет иметь следующий вид:
es (торец) = 0,138 – 0,036•R .
Выполняя такое же решение для точки в полюсе формуемого отвода, (расчетный бланк для определения коэффициентов уравнения приведен в табл. 4), получим линейную зависимость для определения деформации изменения толщины es (полюс)
es (полюс) = - 0,03627•R + 0,1378.
На рис. 4 приведена графическая интерпретация закономерностей изменения деформаций по толщине заготовки на торце и в полюсе формуемого отвода в зависимости от коэффициента анизотропии R.
Зная зависимости изменения величины деформаций по толщине в точках на торце и полюсе, построим аналитическую зависимость изменения толщины по образующей заготовки. Эту закономерность будем искать в виде параболической зависимости, показанной на рис. 5.
Из рис. 5 видно, что имеются три характерные зоны на деформируемой заготовке:
-
1 - участок, прилегающий к торцу, на котором происходит увеличение толщины заготовки, с ее максимальным значением на торце.
-
2 - участок, прилегающий к полюсу формуемого отвода заготовки, где происходит уменьшение толщины, с минимальным значением толщины в полюсе.
-
3 - участок перехода от цилиндрической части заготовки к вертикальной стенке формуемого отвода, где происходит изменение знака величины деформации по толщине, и где ее значение можно принять за ноль.
Таблица 3. Расчетный бланк для определения коэффициентов уравнения методом наименьших квадратов для зоны торца заготовки
|
АМг-3М |
12Х18Н10Т |
ПТ-7М |
Сумма |
|
|
S k |
2,280 |
2,170 |
2,085 |
|
|
S o |
2 |
2 |
2 |
|
|
у =e s |
0,131 |
0,0811 |
0,0411 |
0,254 |
|
х =R |
0,65 |
1,0 |
2,75 |
4,4 |
|
2 х |
0,423 |
1 |
7,563 |
8,985 |
|
ху |
0,085 |
0,0815 |
0,114 |
0,280 |
Таблица 4. Расчетный бланк для определения коэффициентов уравнения методом наименьших квадратов для зоны полюса заготовки
|
АМг-3М |
12Х18Н10Т |
ПТ-7М |
Сумма |
|
|
S k |
1,661 |
1,721 |
1,809 |
|
|
S o |
2 |
2 |
2 |
|
|
у =e s |
- 0,186 |
- 0,150 |
- 0,100 |
- 0,436 |
|
х =R |
0,65 |
1,0 |
2,75 |
4,4 |
|
2 х |
0,423 |
1 |
7,563 |
8,985 |
|
ху |
- 0,1209 |
- 0,15 |
- 0,275 |
- 0,5474 |
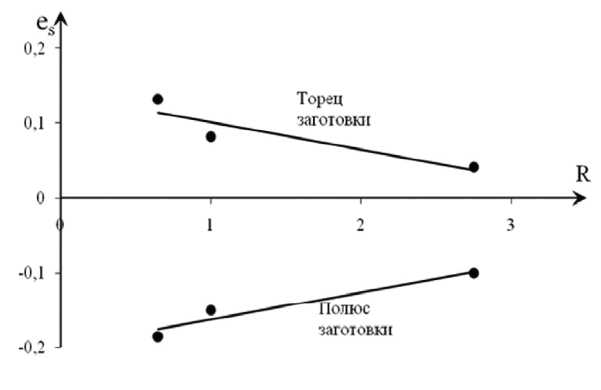
Рис. 4. Линейная зависимость влияния показателя анизотропии на деформацию изменения толщины заготовки es = №
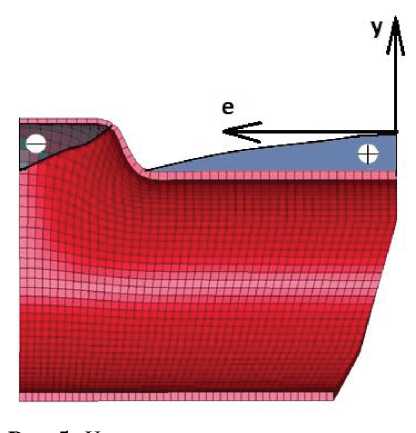
Рис. 5. Характер изменения величины деформации по толщине вдоль образующей деформируемой заготовки
Зададим закон изменения деформации по толщине вдоль образующей деформируемой за-
Подставляя значения переменных, получим систему уравнение с тремя неизвестными:
В результате решения этой системы получаем: a0= es(торец);
es (полюс) = 0,0359•R – 0,1979
es (торец) = 0,138 – 0,0363•R
Таким образом, получившееся уравнение описывает изменение толщины на участке сечения с максимальной разнотолщинностю.
Разработанные аналитические зависимости позволяют с достаточной для практических расчетов точностью определить толщину и деформации изменения толщины анизотропной трубной заготовки при формообразовании равнопроходного тройника.
Достоверность разработанной методики определения толщины подтверждена при изготовлении тройников из титанового сплава ПТ-7М, показанных на рис. 6.
готовки уравнением второго порядка:
Yi = a0 + a^ + a2l,2 , (3)
где: yi – деформация изменения толщины eS ;
li– относительная безразмерная длина образующей заготовки. li =l/D, l – текущее значение длины образующей, измеряемое от торца деформируемой заготовки;
D – диаметр исходной трубной заготовки для изготовления тройника.
В соответствии с геометрией нормализованных тройников для изготовления трубопроводов летательных аппаратов [5], для равнопроходных тройников li (текущее значение относительной длины) изменяется в пределах от значения 0 на торце заготовки до значения 1,5 в полюсе форму-

Рис. 6. Партия тонкостенных тройников, изготовленных из титанового сплава ПТ-7М
емого отвода.
Список литературы Закономерности деформирования при формообразовании тонкостенного тройника из анизотропной трубной заготовки
- Устройство для формообразования тройников -Патент на полезную модель. № 67487. Опубл. 27.10.2007. Бюл. № 30.
- Давыдов О.Ю., Егоров В.Г., Невструев Ю.А. Штамповка неравнопроходных тройников из трубных заготовок в разъемных матрицах//Заготовительные производства в машиностроении. 2005. №6. С. 40 -44.
- Попов И.П., Маслов В.Д., Севериненко А.Ю. Применение CAD/CAE-систем в исследовании процессов формообразования тонкостенных тройников//САПР и графика. 2012. №1. С. 86-88.
- Гречников Ф.В. Деформирование анизотропных материалов. М.: Машиностроение, 1998. 448 с.
- Формообразование нормализованных элементов трубопроводных систем на универсальных гидропрессах. Технологические рекомендации. Харьковский филиал НИАТ. Харьков, 1985. 83 с.
