Зависимость электропроводности алюминиевых деталей от сил резания и температуры при высокопроизводительном фрезеровании

Автор: Тимофеев Сергей Анатольевич, Савилов Андрей Владиславович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-2 т.17, 2015 года.
Бесплатный доступ
В статье рассматривается зависимость электропроводности от сил резания и температуры детали при высокопроизводительном фрезеровании авиационных деталей из алюминиевых сплавов торцевыми фрезами.
Удельная электрическая проводимость, высокопроизводительное фрезерование, алюминий, фреза, динамометр, тепловизионная камера
Короткий адрес: https://sciup.org/148204293
IDR: 148204293 | УДК: 621.914.1
Dependence conductivity aluminum part from cutting forces and temperatures of high performance milling
In article discusses the dependence of the electrical cutting forces and temperature details in high performance milling of aircraft parts made of aluminum alloy end mills.
Текст научной статьи Зависимость электропроводности алюминиевых деталей от сил резания и температуры при высокопроизводительном фрезеровании
Вихретоковый контроль основан на возбуждении вихревых токов в поверхностном слое контролируемого металла и регистрации их обратного воздействия на измерительную систему. Все нарушения однородности контролируемого изделия мгновенно увеличивают электрическое сопротивление поверхностного слоя металла, что приводит к ослаблению вихревых токов [2].
Согласно А.С. Бакунову [3], для большинства термически упрочняемых алюминиевых сплавов показано, что их механические характеристики (предел прочности о в, предел текучести о 02, относительное удлинение 5 ) имеют корреляционную связь с их удельной электрической проводимостью у . Установлено, что для термически упрочняемых сплавов, чем ниже удельная электрическая проводимость, тем выше прочность и ниже пластичность.
Электрические характеристики материалов зависят не только от их химического состава, но в значительной мере от структурного состояния кристаллической решетки d , определяемого механической и термообработкой, а также от наличия дефектов кристаллической решетки [4]. Данная взаимосвязь выражена в формуле [5]: е2Еп0
У = —;--d, mkTVTNen где = - заряд электрона, Кл; "■'. - масса покоя электрона, кг; io- число электронов проводимости в единице объема; E - напряженность поля, В/м; к - постоянная Больцмана, Дж/К; T- абсолютная температура материала, К; 1"- - скорость теплового движения электронов, м/с; .’.’0 - число атомов в единице объема; .; - период кристаллический решетки, м.
При механической обработке в зоне резания одновременно действуют значительные усилия резания, создающие наклеп, и температура, вызывающая разупрочнение металла при достижении определённого значения. Так же под влиянием пластической деформации изменяется кристаллическая решетка (параметр d ), что, в свою очередь, должно привести к изменению электропроводности. Поэтому для контроля механических характеристик алюминиевых сплавов можно применить вихретоковый метод неразрушающего контроля с использованием измерителей удельной электрической проводимости [6].
Целью, описанного в данной работе исследования, является определение зависимости электропроводности от таких параметров процесса резания, как сила резания F и температура детали Тп.д . Зависимость электропроводности от параметров резания показана в предыдущей работе.
В качестве исследуемых материалов были выбраны фрагменты горячекатаных плит алюминиевых сплавов В95очТ2, 1933Т2 и 1163Т. Химический состав и механические свойства данных сплавов приведены в табл. 1, 2. Работы проводились на фрезерном обрабатывающем центре DMGHSC75 Linear.
Измерение электропроводности выполнялось прибором Sigmatest 2.069 [7]в связке с программным обеспечением Sigmatest 2.069 Data Acquisition Program, которое позволяет измерять параметр электропроводности в режиме сканирования, не отрывая датчик от детали. Для этого была разработана карта измерения электропроводности на плоскости (рис. 1).
Измерения температуры выполняли с помощью инфракрасной камеры FlirSC7000. Измерения проводились непосредственно на выходе обрабатываемой детали из зоны резания (рис. 2). Такой подход в измерении температуры обусловлен требованиями, изложенными в нормативной документации, используемой на отечественных авиастроительных предприятиях. Указанная нормативная документация регламентирует температуру обрабатываемой детали, а не температуру в зоне резания, как в большинстве классических опытов. Запаздывание по времени момента измерения, зависящее от расстояния до действительной зоны резания и подачи инструмента, составляло около 0,2 с, поэтому действительную температуру поверхности детали определяли методом экстраполяции на основании кривой охлаждения (рис. 3). Кривая охлаждения была
Таблица 1. Химический состав алюминиевых сплавов
|
Сплав |
Fe |
Si |
Mn |
Zr |
Ni |
Ti |
Al |
Cu |
Mg |
Zn |
Примеси |
|
В95очТ2 |
0,05– 0,25 |
до 0,1 |
0,2– 0,6 |
- |
до 0,1 |
до 0,05 |
87,45– 91,45 |
1,4– 2 |
1,8– 2,8 |
5– 6,5 |
прочие, каждая 0,05; всего 0,1 |
|
1933Т2 |
0,06– 0,15 |
до 0,1 |
- |
0,1– 0,15 |
- |
до 0,06 |
88,8– 89,8 |
0,8– 1,2 |
1,6– 2,2 |
6,3– 7,2 |
|
|
1163Т |
0,15 |
до 0,1 |
0,4– 0,8 |
- |
- |
- |
93– 94,5 |
3,8– 4,5 |
1,2– 1,6 |
0,1 |
Таблица 2. Механические свойства алюминиевых сплавов
|
Сплав |
Y,% |
&,% |
о т ,МПа |
о в ,МПа |
о о.2 ,МПа |
Твердость HB |
|
В95очТ2 |
- |
10-12 |
- |
510-540 |
450-480 |
- |
|
1933Т2 |
- |
8 |
- |
450 |
390 |
- |
|
1163Т |
- |
12 |
- |
460 |
345 |
- |
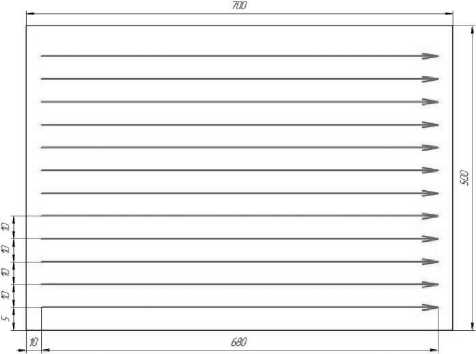
Рис. 1. Карта измерений электропроводности на плоскости получена опытным путём для сплава В95очТ2, но из-за незначительного отличия в теплопроводности сплавов В95очТ2, 1933Т2 и 1163Т, и из-за малого времени запаздывания момента измерения, данная кривая была применена для всех трех сплавов. При проведении измерений в процессе экспериментов тепловизионная камера располагалась на расстоянии 1200 мм от обрабатываемой детали.
Во время обработки выполнялись измерения сил резания с помощью 3-х компонентной динамометрической платформы Kistler Type 5070.
Для обработки плоскостей в эксперименте были задействованы следующие типы фрез: торцевая сборная фреза Sandvik для обработки прямоугольных уступов R590-080HA06-11M (рис. 4) с пластинами R590-110504H-NL Н10 и концевая сборная фреза Sandvik R790-050HA06S1-16M (рис. 5) с пластиной R790-160408PH-NL Н13А.
Диапазоны режимов резания используемых в работе фрез указаны в табл. 3.
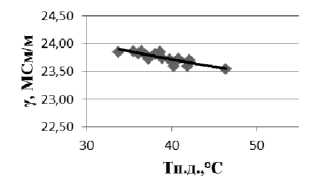
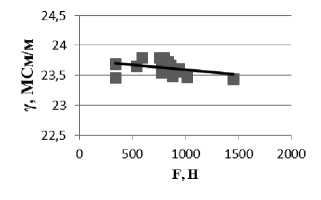
Получены корреляционные зависимости удельной электрической проводимости от температуры детали после обработки и сил резания (рис. 6-9). С помощью программы Excel графики были аппроксимированы.
В настоящей работе проведены исследования по возможности контроля механических характеристик алюминиевых сплавов вихретоковым методом неразрушающего контроля с использованием измерителя удельной электрической проводимости.
Анализ полученных зависимостей показывает:
1)рассмотренные в данной работе режимы обработки не влияют значительным образом на значения электропроводности заготовки, и могут применяться при обработке алюминиевых сплавов 1163Т, 1933Т2 и В95Т2 на производстве
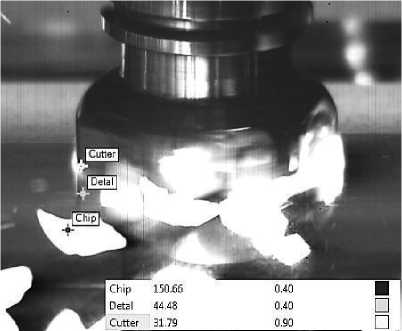
Рис. 2. Схема измерения температуры
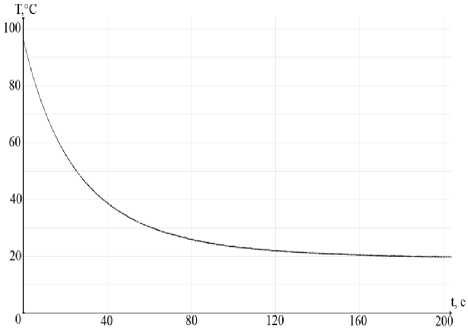
Рис. 3. Кривая охлаждения алюминиевых сплавов
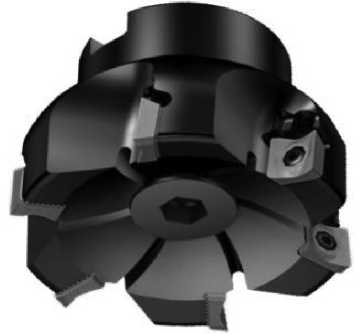
Рис. 4. Фреза типа R590

Рис. 5. Фреза типа R790
Таблица 3. Диапазоны режимов резания
|
Фреза |
D c |
z |
V c |
a e |
a p |
n |
f z |
|
Обработка плоскости |
|||||||
|
R590-080HA06-11M |
80 |
6 |
1000 – 3000 |
30 – 70 |
1 – 5 |
3979 – 11936 |
0,1 – 0,4 |
|
R790-025HA06S2-16L |
50 |
3 |
1000 – 3000 |
20 – 45 |
1 – 5 |
6366 – 19098 |
0,1 – 0,4 |
Примечание: Dc – диаметр инструмента, мм;z – число зубьев инструмента; Vc – скорость резания, м/мин; ae – ширина фрезерования, мм; ap – глубина фрезерования, мм; n – число оборотов шпинделя, мин-1; Vf – минутная подача, мм/мин; fz – подача, мм/зуб; Q – объем снимаемой стружки, см3/мин
а)
б)
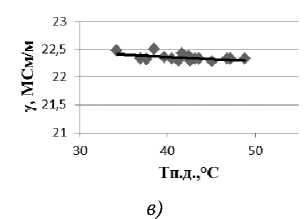
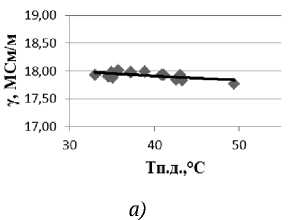
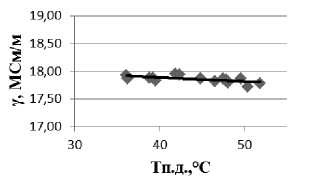
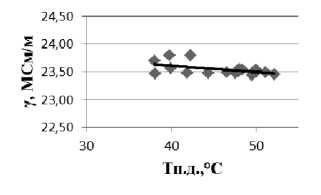
Рис. 6. Корреляционные зависимости между γ и Tп.д. для разных сплавов при обработке плоскости фрезой R590-080HA06-11M:
а – сплав 1163Т; б – сплав 1933Т2; в – сплав В95очТ2
б)
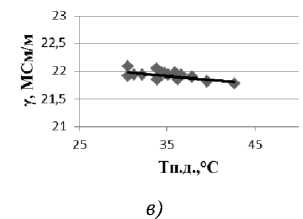
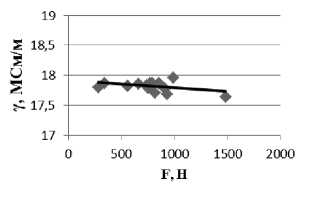
Рис. 7. Корреляционные зависимости между γ и Tп.д. для разных сплавов при обработке плоскости фрезой R790-025HA06S2-16L:
а – сплав 1163Т; б – сплав 1933Т2; в – сплав В95очТ2
а) б) в)
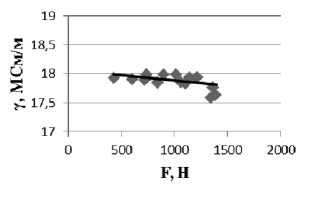
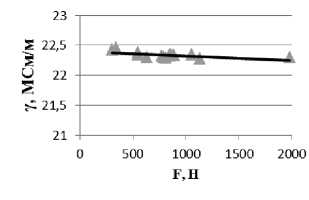
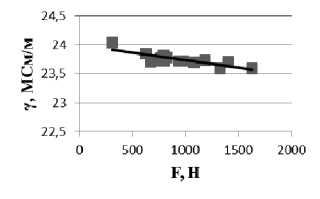
Рис. 8. Корреляционные зависимости между γ и F для разных сплавов при обработке плоскости фрезой R590-080HA06-11M: а – сплав 1163Т; б – сплав 1933Т2; в – сплав В95очТ2
-
а) б) в)
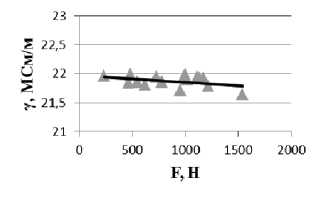
Рис. 9. Корреляционные зависимости между γ и F для разных сплавов при обработке плоскости фрезой R790-025HA06S2-16L:
а – сплав 1163Т; б – сплав 1933Т2; в – сплав В95очТ2
без нарушения микроструктуры данных сплавов;
-
2) во всех опытах замечена тенденция к снижению электропроводности при росте температуры на поверхности детали и увеличении сил резания при этом следует отметить, что не достигнута критическая, согласно НД, температура в 100 °С;
-
3) возможно, что изменение электропроводности, обусловленное изменением сил резания
и температуры сопоставимо с изменением электропроводности обусловленным неоднородностью материалов и их механических свойств [8].
Список литературы Зависимость электропроводности алюминиевых деталей от сил резания и температуры при высокопроизводительном фрезеровании
- Савилов А.В., Пятых А.С., Тимофеев С.А. Современные методы оптимизации высокопроизводительного фрезерования//Известия Самарского научного центра РАН. 2013. Т. 15. №6(2). С.476-479.
- Савилов А.В., Тимофеев С.А. Исследование зависимости электропроводности от параметров резания при высокопроизводительном фрезеровании алюминиевых сплавов//Вестник ИрГТУ. 2014. №2. С.55-60.
- Бакунов А.С., Мужицкий В.Ф., Попов Б.Е. Контроль механических свойств алюминиевых сплавов электромагнитным методом//Дефектоскопия. 1995. №2. С.61-67.
- Васильков С.Д., Александров А.С., Афанасьев И.В. Определение остаточных напряжений в поверхностном слое деталей из алюминиевого сплава после механической обработки//Инструмент и технологии. 2009. №30-31, С.26-29.
- Берестецкий В.Б., Лившиц Е.М., Питаевский Л.П. Квантовая электродинамика//Теоретическая физика в 10 томах, т.4. М.: Наука. 1989 -421 с.
- Кравченко Б.А., Кравченко А.Б. Влияние температуры резания на формирование остаточных напряжений//Современные методы повышения эффективности и качества механической обработки. Куйбышев: КПИ, 1989. С. 79-88.
- Тимофеев С.А. Высокопроизводительное фрезерование авиационных деталей из алюминиевых сплавов по критерию заданной электропроводности//Высокоэффективные технологии производства летательных аппаратов: сборник докладов. Иркутск: Изд-во ИрГТУ, 2012. С. 25-33.
- Замащиков Ю.И. Скоростные диаграммы резания, учитывающие сплошность материала//Вестник ИрГТУ. 2014. №3. С.33-40.
