Зависимость рентгеновского излучения от положения луча относительно стыка при различной степени фокусировки в процессе электронно-лучевой сварки

Автор: Браверман Владимир Яковлевич, Белозерцев Владимир Семенович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 (28), 2010 года.
Бесплатный доступ
Рассматривается зависимость рентгеновского излучения от положения луча относительно стыка при различной фокусировке в процессе электронно-лучевой сварки. Результаты используются для синтеза систем автоматического направления луча.
Электронно-лучевая сварка, рентгеновское излучение, математическое ожидание, плотность распределения электронов
Короткий адрес: https://sciup.org/148176167
IDR: 148176167 | УДК: 621.791.72
Dependence of X-ray radiation from beam position against joint with different focusing degree in the process of electron beam welding
The article considers dependence of X-ray emission from the position of the beam against joint at different focus in the process of electron-beam welding. The results are used for the synthesis of systems of automatic direction of beam.
Текст научной статьи Зависимость рентгеновского излучения от положения луча относительно стыка при различной степени фокусировки в процессе электронно-лучевой сварки
При электронно-лучевой сварке (ЭЛС) сходящимися электронными пучками положение фокуса луча относительно свариваемых поверхностей является одним из определяющих технологических параметров процесса [1]. Кроме того, степень фокусировки влияет как на чувствительность систем управления положением луча относительно стыка, так и на их устойчивость.
Зависимость рентгеновского излучения (РИ) от положения луча относительно стыка свариваемых деталей описывается следующим выражением [2]:
J отн
1 * 2
< 1--[ exp gV 2n ; x
( * -e )2
2 g2

где e - математическое ожидание (положение луча относительно стыка); X – координата оси стыка, х = 0; х1 и х2 – координаты кромок стыка (разность х1 и х2 определяет зазор в стыке).
Представление в выражении (1) плотности распределения электронов в виде среднеквадратического отклонения g носит принципиальный характер и не отражает связи с параметрами электронно-оптических систем электронно-лучевых пушек и зависимости от смещения поверхности свариваемых деталей относительно плоскости острой фокусировки. В связи с этим предлагается следующее определение среднеквадратического отклонения:
g = go +|Ag(A b )|+|Ag(aIф )|, где g0 - минимальное g; Ag(Ab) - приращение g в зависимости от смещения Ab поверхности свариваемых деталей относительно пло ско сти острой фокусировки; Ag(AIф) - приращение у в зависимости от приращения тока (AIф) фокусирующей системы относительно тока острой фокусировки.
Допустим, при токе фокусирующей системы (ФС) I ф1 электронный луч сфокусирован на поверхности свариваемых деталей (СД) с фокусным расстоянием, равным f 1 (рис. 1). При значении тока фокусирующей системы I ф2 изменится положение фокуса луча и окажется на расстоянии f2 . Изменение тока фокуса на A I ф приводит к увеличению у на Ag .
Согласно рис. 1 можно найти следующее:
Ag(aiф ) = R_ f - f2 f/ где R 1 - средний радиус рассеяния электронов в объеме фокусирующей системы.
Отсюда
средний радиус обмотки. С учетом этого получим следующее:
Aa(AIф )= R,
( IФ 1 +A I ф ) 2
I ф12
( f 1 ag(aiф ) = Rjf- -11.
Абсолютное значение Ag ( A I ф ) свидетельствует о том, что изменение тока фокусирующей системы A I ф относительно тока острой фокусировки приводит к увеличению g относительно минимального а 0 .
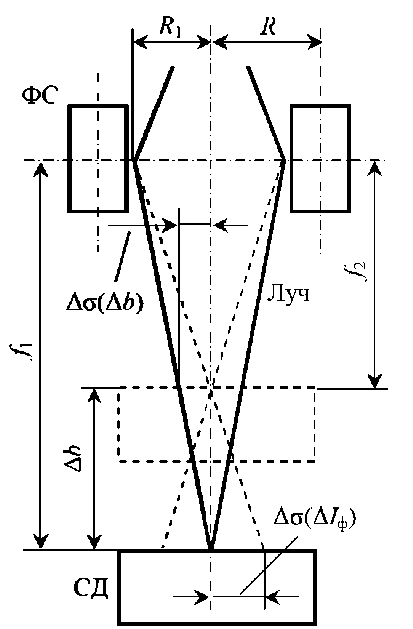
Рис. 1. К расчету зависимости а от A b и A I ф
где I ф2 = I ф1 + A I ф -
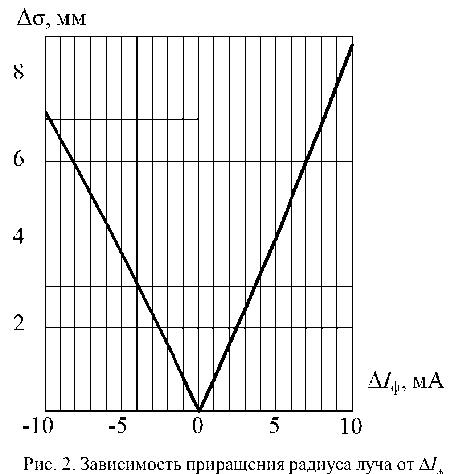
График зависимости (2) для электронно-лучевой пушки КЭП-2М ( R 1 » 10 мм; W = 5000; U = 25 кВ; I 50 мА) приведен на рис. 2.
Представляет интерес зависимость смещения плоскости острой фокусировки A b от приращения A I ф тока фокусирующей системы. Согласно рис. 1 можно найти следующее значение:
Ab = f - f^
DU
I ф1 ^
I ф1
( I ф1 —A I ф )
График зависимости (3) для электронно-лучевой пуш-
ки КЭП-2М представлен на рис. 3. Видно, что прираще-
ние тока фокусирующей системы на 1 мА приводит к смещению плоскости острой фокусировки почти на
40 мм. Это свидетельствует о необходимости стабилизации тока фокусирующей системы.
Зависимость Аа от A b можно определить следующим
образом:
Аа(А b) =
R A b f
или
Известно соотношение, связывающее фокусное расстояние с параметрами фокусирующей системы и током фокуса [3]:
Ag(A b) =
W R a b
DU
DU f ~ \2 ,
(I. W)
где I ф - ток фокусирующей системы; W - количество витков фокусирующей системы; U - ускоряющее напряжение; D ® 48 R - параметр фокусирующей системы; R -
График зависимости (4) приведен на рис. 4. Расчеты произведены для электронно-лучевой пушки КЭП-2М, с углами сходимости электронного пучка а п ® 0,01 + 0,03 рад.
Очевидно, что результаты ЭЛС электронно-лучевыми пучками с меньшими углами сходимости менее подвержены дестабилизирующим факторам.
Подставим уравнение (2) в (1):
J отн = 1
^^^^^^в
x 2
xjexp< x1
^^^^^^в
G o +
R 1
( I ф 1 +А ф ) 2
I ф 12
( x -s) 2
2 <
R 1
11-1 .
( 1Ф 1 +А ф ) 2
I ф 12
X
. \2п
Если в выражение (1) вместо у подставить (4), то получим характеристику интенсивности рентгеновского излучения в зависимости от положения луча относительно стыка и положения поверхности свариваемых деталей относительно пло скости острой фокусировки (рис. 6):
J отн 1
^^^^^^в
11-1 .
dx .
Соотношение (5) описывает зависимость интенсивности рентгеновского излучения от положения луча относительно стыка при различных токах расфокусировки электронного луча (рис. 5). При расчетах зазор в стыке А = х 2 - х 1 принят равным 0,1 мм, g 0 = 0,1 мм. Характер зависимостей аналогичен приведенным в литературе [2], где представлены характеристики интенсивности рентгеновского излучения в зависимости от положения луча относительно стыка при различных g . Этого следовало ожидать, так как изменение тока фокусирующей системы эквивалентно изменению g в соответствии с (5).
xjexp< x 1
^^^^^^в
Gn +
flu^ll^L А b
DU
( x -f)2
2 п
X
Go +
( I •L W^ А b
DU
.
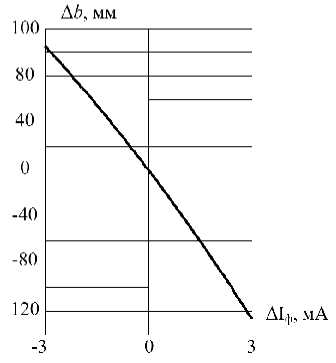
Рис. 3. Зависимость смещения плоскости острой фокусировки от А1ф
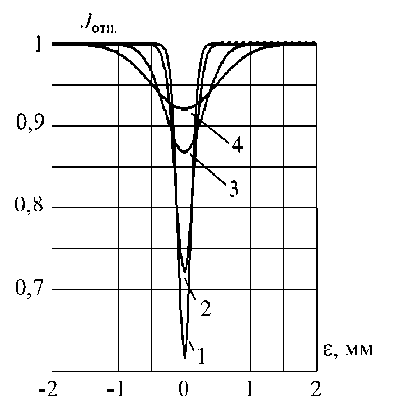
Рис. 5. Зависимость РИ от е при различных токах расфокусировки: 1 - А 1 ф = 0; 2 - А1 ф = 0,1; 3 - А1 ф = 0,5;
4 - А 1, = 1 мА
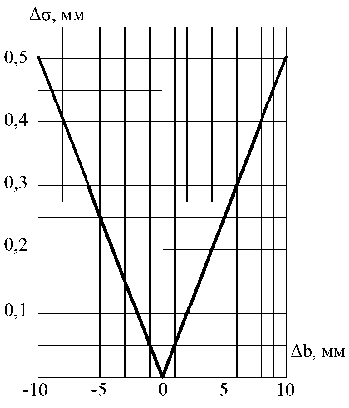
Рис. 4. Зависимость приращения радиуса луча от смещения плоскости свариваемых деталей
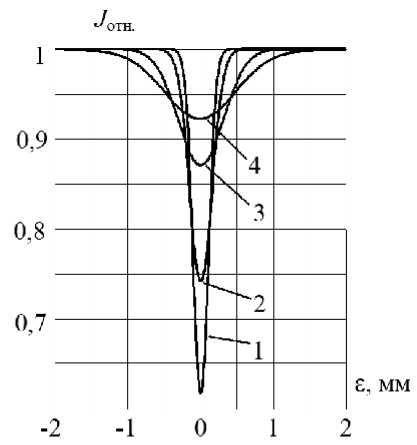
Рис. 6. Зависимость РИ от s при различных уровнях свариваемых поверхностей относительно плоскости острой фокусировки: 1 - А b = 0; 2 - А b = 5,3; 3 - А b = 15;
4 - А b = 40 мм
Когда луч находится на стыке ( е = 0), то интенсивность рентгеновского излучения минимальна при минимальном радиусе луча, т. е. при A I ф = 0 и A b = 0 (рис. 5,6). При этом относительное изменение интенсивности рентгеновского излучения при смещении луча относительно стыка максимально.
При расфокусировке луча ( A I ф * 0 и A b * 0) относительное изменение интенсивности рентгеновского излучения уменьшается, ветви характеристик становятся более пологими. Можно сказать, что датчик рентгеновского излучения становится менее чувствительным к смещению луча относительно стыка.
Зависимости интенсивности рентгеновского излучения от степени расфокусировки ( A I ф ) при различных положениях луча ( е ) относительно стыка представлены на рис. 7. Характеристики рассчитаны по формуле (5) для электронно-лучевой пушки КЭП 2М при а 0 = A = 0,1 мм.
При больших значениях расфокусировки величина интенсивности рентгеновского излучения стремится к значению интенсивности излучения, возникающего на чистом металле (без зазора). Очевидно, что при смещении сфокусированного луча ( A I ф = 0) относительно стыка, интенсивность рентгеновского излучения повышается (рис. 7, кривые 2 - 5 ), но характер его изменения при расфокусировке не одинаков.
Когда смещение луча е не превышает A , характеристики имеют экстремум-минимум в точке A I ф = 0 (кривые 1 , 2 ), т. е. значение интенсивности излучения минимально при сфокусированном луче.
Если смещение е > A, то при AIф = 0 интенсивность оказывается больше, чем в окрестностях этой точки. При расфокусировке она начинает уменьшаться, а затем увеличиваться до максимального значения (кривые 3-5). Это можно объяснить следующим образом. Когда луч смещен на величину е < A, то большая часть электронов, попадая в зазор, не участвует в создании рентгеновского излучения. При расфокусировке эта часть электронов уменьшается, и поэтому интенсивность излучения сразу начинает возрастать. Если же луч смещен на величину, превышающую A (е > A), то в этом случае большая часть электронов участвует в создании рентгеновского излучения. Когда диаметр луча начинает увеличиваться, возрастает число электронов, попадающих в зазор, и интенсивность излучения начинает уменьшаться. При дальнейшей расфокусировке количество электронов, попадающих на поверхность изделия возрастает быстрее, чем количество электронов, проникающих в зазор, и интенсивность излучения возрастает.
Явление изменения интенсивности излучения при расфокусировке луча можно использовать для контроля и управления положением фокуса луча относительно поверхности свариваемых деталей.
С другой стороны, необходимо учитывать это явление при реализации средств позиционирования луча по стыку Из графиков видно, что заметные изменения интенсивности излучения происходят уже при токах расфокусировки, составляющих доли 1 мА. Поэтому нестабильность тока фокусирующей системы может стать причиной ложных «срабатываний» - изменение интенсивности рентгеновского излучения в то время, когда положение луча относительно стыка постоянно.
В связи с этим представляет интерес возможность определения причины изменения интенсивности рентгеновского излучения (изменение положения луча или изменение положения острой фокусировки луча). Такую возможность дает, например, частотная селекция сигнала рентгеновского датчика при наличии в параметрах электронного луча периодических составляющих с известными частотами.
Максимальное относительное изменение интенсивности рентгеновского излучения при перемещении луча относительно стыка может служить критерием фокусировки луча на поверхности свариваемых деталей при регистрации излучения без оплавления кромок, а также критерием максимальной чувствительности датчика к перемещению луча относительно стыка.
Полученные соотношения, определяющие связь тока фокусирующей системы с параметрами луча, позволили произвести анализ зависимости интенсивности рентгеновского излучения от изменения тока фокусировки и уровня поверхности свариваемых деталей.
Явление изменения интенсивности рентгеновского излучения при изменении уровня фокусировки луча можно использовать для контроля и управления положе -нием фокуса луча относительно поверхности свариваемых деталей, однако необходимо различать причину изменения интенсивности, чтобы осуществлять управление по требуемому параметру (по положению луча, фокуса, диаметру луча).
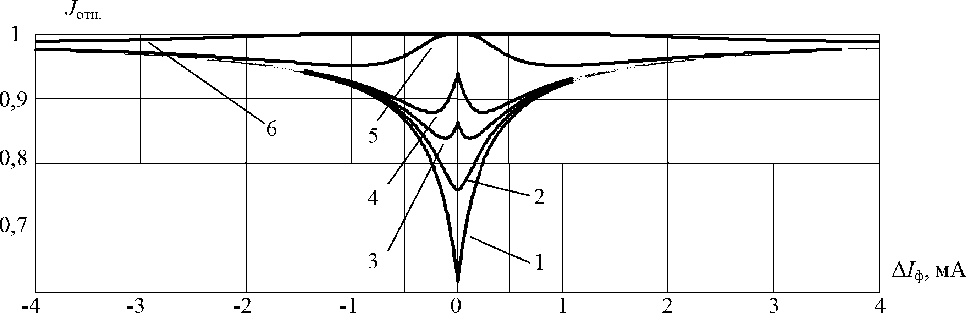
Рис. 7. Зависимость РИ от степени расфокусировки при различных положениях е электронного луча относительно стыка:
1 - е = 0; 2 - е = 0,1; 3 - е = 0,15; 4 - е = 0,2; 5 - е = 0,5; 6 - е = 2 мм
