Зависимость шероховатости поверхности малых отверстий от типа рабочей среды и режимов электроэрозионной обработки

Автор: Блинова Т.А., Погонин А.А., Бойко А.Ф.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
Рассмотрены вопросы, связанные с обеспечением требований, предъявляемых к качеству обработанной поверхности малых отверстий в заготовках из стали 12Х18Н10Т, позволяющие повысить конкурентоспособность изделий. Установлена зависимость шероховатости поверхности малых отверстий, полученных электроэрозионной обработкой, от межэлектродной среды (вода и керосин), энергии и частоты импульсов.
Электроэрозионная обработка, малые отверстия, шероховатость
Короткий адрес: https://sciup.org/148198927
IDR: 148198927 | УДК: 621.762.27
Dependence of the surface roughness of small apertures on type of the working environment and modes of electroerosive processing
The questions connected with maintenance the requirements, shown to the quality of processed surface of small apertures in preforms from steel 12Х18Н10Т are considered, allowing to raise competitiveness of products. Dependence of the surface roughness of small apertures received by electroerosive processing, on the interelectrode environment (water and kerosene), energy and frequency of impulses is established.
Текст научной статьи Зависимость шероховатости поверхности малых отверстий от типа рабочей среды и режимов электроэрозионной обработки
В настоящее время в машиностроении для ответственных деталей машин часто применяют высоколегированные, в том числе нержавеющие стали, обработка которых традиционными механическими методами затруднена. Особенно проблематичным является получение точных малых отверстий. Для этого случая наиболее эффективным является применение электроэро-зионного способа прошивки отверстия [2]. Одной из важнейших характеристик данного способа обработки малых отверстий является качество обработанной поверхности детали. В результате воздействия электрических разрядов обработанная поверхность приобретает характерные неровности. Поверхностные слои заготовки претерпевают структурные и химические превращения. Основным показателем качества обработанной поверхности является шероховатость. При прошивании малых отверстий шероховатость обработанной поверхности зависит от энергии и частоты импульсов, а так же от рабочей среды [1].
Исследования проводились на электроэро-зионном станке 04ЭП-10М. В качестве материала электрода-инструмента использовался вольфрам, материал детали – коррозионно-стойкая жаропрочная сталь 12Х18Н10Т. Электроэрози-онная обработка осуществлялась с использованием транзисторного генератора коротких импульсов (а.с. №884923). В качестве межэлектродной среды использовалась вода и керосин. Полученная шероховатость была замерена на профилографе-профилометре АБРИС-ПМ7. Перед
Погонин Анатолий Алексеевич, доктор технических наук, профессор, заведующий кафедрой технологии машиностроения
Бойко Анатолий Федорович, кандидат технических наук, доцент кафедры технологии машиностроения замером калибровка прибора была осуществлена на прилагаемом к нему образце шероховатости, отклонение составило 0,3%.
В результате экспериментов и применения статистического метода обработки полученных результатов были установлены зависимости величины шероховатости от рабочей среды, энергии и частоты импульсов станка 04ЭП-10М. Все остальные настраиваемые режимы станка оставались постоянными. При этом не только каждый фактор в отдельности оказывает воздействие на выходную величину, но и во взаимодействии с другим. Были получены эмпирические зависимости шероховатости поверхности от исследуемых факторов. После сравнения вычисленных коэффициентов уравнений 1 и 2 с доверительными интервалами коэффициенты признаны значимыми, а проверка полученных моделей по F-критерию Фишера показала их адекватность.
Математическая модель, описывающая зависимость при использовании в качестве рабочей жидкости воду, имеет вид (1):
Ra = 0,11 ⋅ Е 0,66 ⋅ f -0,26
где E – энергия импульсов, мкДж; f – частота импульсов, кГц.
Для полного исследования процесса обработки был проведен анализ влияния каждого фактора на качество поверхности по полученной формуле. На рис. 1 приведен график зависимости шероховатости от энергии импульсов в сочетании с уровнями варьирования другого фактора, а на рис . 2 показан график зависимости шероховатости от частоты импульсов. Для данной математической модели на рис. 3 представлена поверхность образованная графиками двух переменных модели 1.
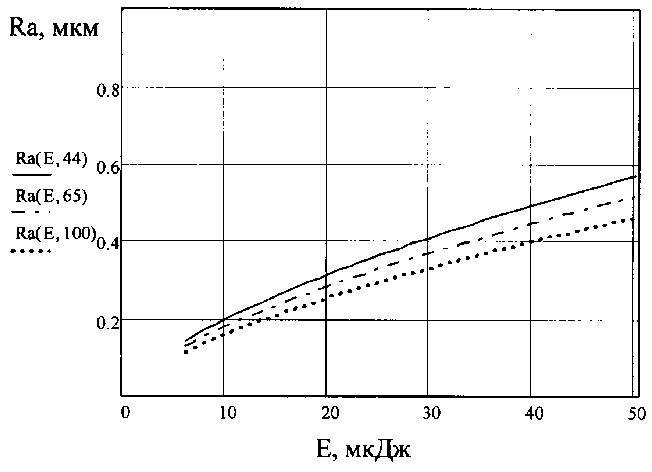
Рис. 1. График зависимости шероховатости поверхности изделия от энергии импульсов
при использовании воды
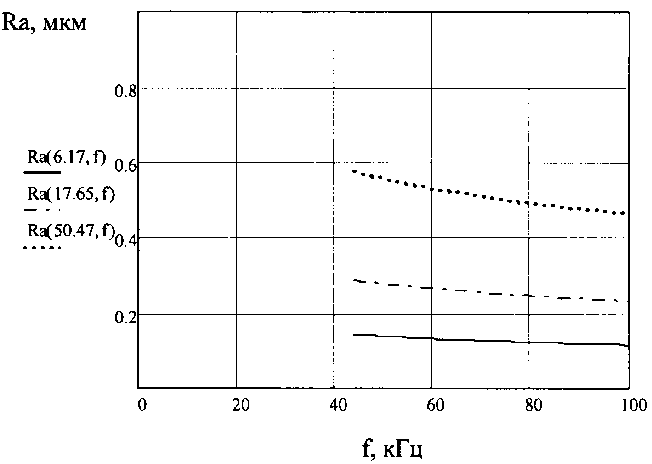
Рис. 2. Графики зависимости шероховатости поверхности изделия от частоты импульсов при использовании воды
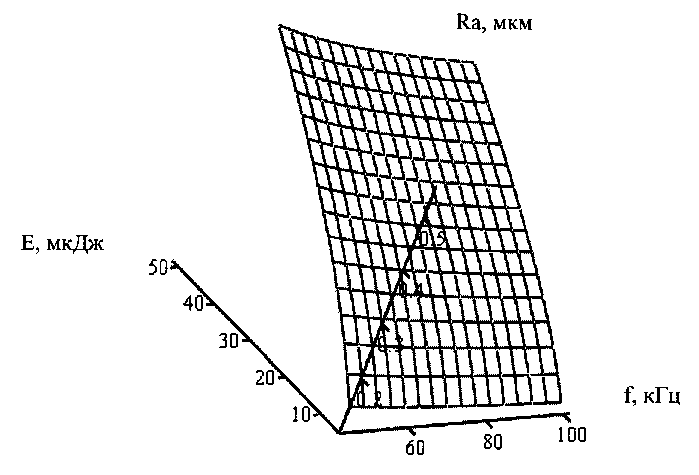
Рис. 3. График зависимости шероховатости от энергии импульсов и частоты импульсов при условии использования воды
Вторая полученная математическая модель, описывающая зависимость шероховатости поверхности от энергии и частоты импульсов при использовании в качестве рабочей жидкости керосина, имеет вид (2):
Ra =0,67⋅ Е0,42⋅ f -0,65
,
Для полного исследования процесса электроэрозионной обработки по полученной формуле 2 также был проведен анализ влияния каждого фактора на качество поверхности. На рис. 4 и 5 представлены графики зависимости шероховатости поверхности малого отверстия от частоты и энергии импульса при использовании в качестве рабочей жидкости керосина. На рис. 6 представлен для этого случая объемный график зависимости шероховатости от частоты и энергии импульсов.
Из графиков видно, что, как и при обработке в воде, так и в керосине малая шероховатость наблюдается в области малых энергий импульсов и высоких частот импульсов. Это объясняется тем, что объем и глубина лунки с увеличением энергии импульсов увеличивается, а при уменьшении частоты импульсов расстояние между лунками увеличивается, следовательно, будет наблюдаться рост шероховатости поверхности.
Анализ шероховатости обработанной поверхности материала 12Х18Н10Т с применением в качестве рабочей среды воды и керосина показал, что ее параметры в керосине на 20% меньше, а, следовательно, поверхность малых отверстий при использовании керосина качественнее и способствует повышению конкурентоспособности изделий. При этом производительность обработки в керосине, по сравнению с производительностью обработки в воде, в 2 раза ниже.
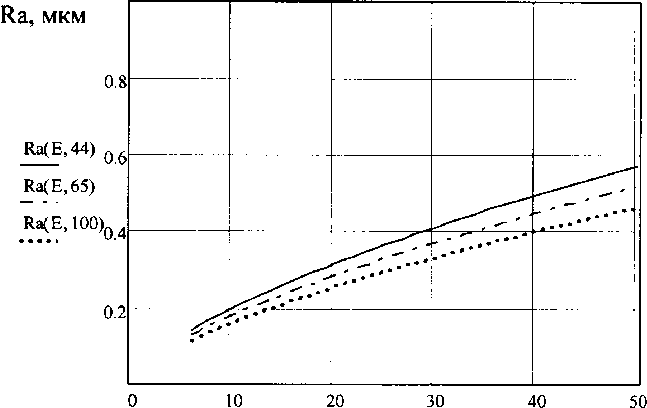
Е, мкДж
Рис. 4. График зависимости шероховатости поверхности изделия от энергии импульсов при использовании керосина
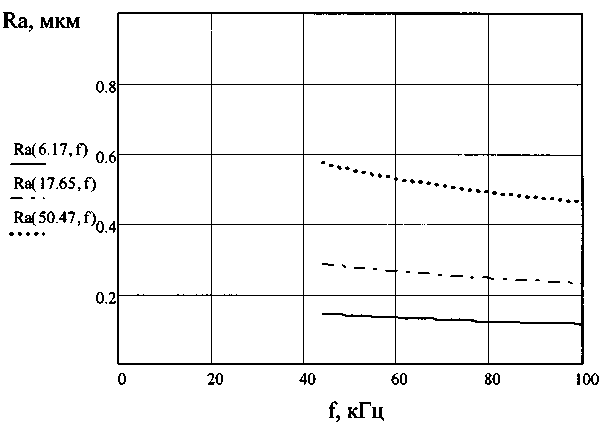
Рис. 5. График зависимости шероховатости поверхности изделия от частоты импульсов при использовании керосина
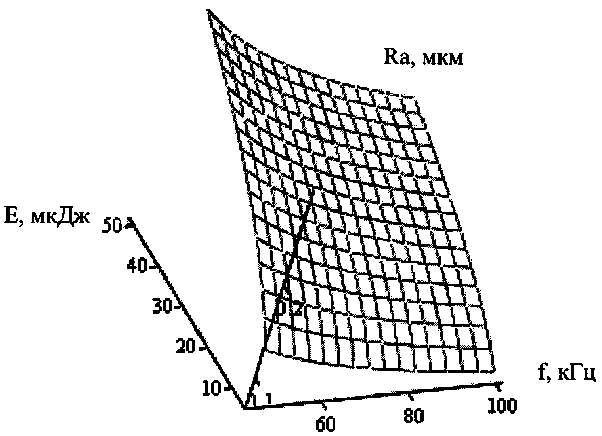
Рис. 6. График зависимости шероховатости от энергии импульсов и частоты импульсов при условии использования керосина
Вывод: обработку с использованием керосина в качестве рабочей жидкости целесообразно применять для получения малых отверстий с повышенными требованиями к качеству поверхности и незначительными к производительности.
Список литературы Зависимость шероховатости поверхности малых отверстий от типа рабочей среды и режимов электроэрозионной обработки
- Артамонов, Б.А. Размерная электрическая обработка металлов: Учебное пособие для студентов вузов/Б.А. Артамонов, А.Л. Вишневский, Ю.С. Волков, А.В. Глазков. Под ред. А.В. Глазкова. -М.: Высш. школа, 1978. -336 с.
- Левинсон, Е.М. Отверстия малых размеров (методы получения)/Е.М. Левинсон. -Л.: Машиностроение, 1977. -152 с.
- Ставицкий, Б.И. К вопросу об электрической эрозии токопроводящих материалов при искровых разрядах малой энергии и длительности/Б.И. Ставицкий//Электронная обработка. -1969. -№1. -С. 11-14.
