Зависимость структуры медных анодов от состава противопригарных покрытий и способа их нанесения. Часть II

Автор: Бородин А.Д., Крупнов Л.В., Ванюкова Н.Д., Величко В.В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 2 т.18, 2025 года.
Бесплатный доступ
Статья является продолжением проводимых исследований [1] и раскрывает особенности структуры и химического состава медных анодов, полученных в лабораторных условиях. В качестве замены шамотного мертеля при отливке медных анодов в количестве 50 % были использованы природный и синтетический обжиговый ангидрит. Партия природного ангидрита доставлена с шихты «Ангидрит», и произведён отсев фракции -0,071 мм, далее используемой для приготовления противопригарного покрытия. Синтетический ангидрит получен путём нейтрализации пульпы известняка карьера «Мокулаевский» крепкой серной кислотой и последующей фильтрацией, сушкой и обжигом двуводного гипса. Для отливки анодов с данными материалами использовали толщину покрытия на изложнице 0,1 мм, ввиду того что в предыдущих опытах были получены приемлемые результаты по газонасыщению и заработке примесей. Выполнено 2 опыта: 1 - смесь природного ангидрита и шамотного мертеля в соотношении 50/50; 2 - смесь обжигового ангидрита и шамотного мертеля в соотношении 50/50. Для каждого опыта получены 4 медных образца. Состав отлитых анодов определяли методом микрорентгеноспектрального анализа на сканирующем электронном микроскопе Tescan TIMA 3 с интегрированной системой микроанализа Oxford X-Act. Состав порошкообразных компонентов определяли при помощи дифрактометра Rigaku MiniFlex. Полученные результаты свидетельствуют о возможности использования синтетического и природного ангидрита в процессе разливки анодной меди. Подробно изучены 2 ключевые области отливок из анодной меди - пограничный слой между телом анода и изложницей и само тело, в результате которых определено, что основная масса примесей с противопригарного покрытия накапливается на поверхности, создавая проблемы для проникновения электрического тока в процессе электрорафинирования
Огневое рафинирование, анодная медь, литье, изложница, противопригарные покрытия, углерод, шамотный мертель, синтетический ангидрит, нейтрализация серной кислоты, двуводный гипс, обжиговый ангидрит
Короткий адрес: https://sciup.org/146283092
IDR: 146283092 | УДК: 621.74
Dependence of the structure of copper anodes on the composition of non-stick coatings and the method of their application. Part II
The article is a continuation of the research conducted [1] and reveals the features of the structure and chemical composition of copper anodes obtained in laboratory conditions. Natural and synthetic calcined anhydrite were used as a replacement for chamotte mortar when casting copper anodes in an amount of 50 %. A batch of natural anhydrite was delivered from the “Anhydrite” batch and the -0.071 mm fraction was screened out, then used to prepare a non-stick coating. Synthetic anhydrite was obtained by neutralizing limestone pulp from the “Mokulaevsky” quarry with strong sulfuric acid and subsequent filtration, drying and calcination of dihydrate gypsum. To cast anodes with these materials, a coating thickness of 0.1 mm on the mold was used due to the fact that acceptable results for gas saturation and impurity production were obtained in previous experiments. Two experiments were performed: 1 - a mixture of natural anhydrite and fireclay mortar in a 50/50 ratio; 2 - a mixture of calcined anhydrite and fireclay mortar in a 50/50 ratio. Four copper samples were obtained for each experiment. The composition of the cast anodes was determined by micro-X-ray spectral analysis using a Tescan TIMA 3 scanning electron microscope with an Oxford X-Act integrated microanalysis system. The composition of the powder components was determined using a Rigaku MiniFlex diffractometer. The obtained results indicate the possibility of using synthetic and natural anhydrite in the process of casting anode copper. Two key areas of anode copper castings were studied in detail - the boundary layer between the anode body and the mold and the body itself, as a result of which it was determined that the bulk of impurities from the non-stick coating accumulates on the surface, creating problems for the penetration of electric current during the electrorefining process.
Текст научной статьи Зависимость структуры медных анодов от состава противопригарных покрытий и способа их нанесения. Часть II
В предыдущей статье были описаны основные проблемы, присущие текущей технологии производства анодной меди на Медном заводе ЗФ ПАО «ГМК «Норильский никель» (далее – МЗ ЗФ «НН») [1–3], описана методика моделирования процесса разливки анодной меди с различными составами противопригарных покрытий и приведены результаты исследований, которые доказали возможность использования синтетического ангидрита, полученного путем нейтрализации серной кислоты сухим измельчённым известняком, как в чистом виде, так и в смеси с сухим углеродистым остатком и шамотным мертелем. Восстановительный эффект углеродсодержащих отходов пиролизной установки доказывался снижением количества примесей. Вместе с тем достигалась возможность снижения расхода самого покрытия за счёт нанесения тонкого слоя 0,1 мм, в отличие от шамотного мертеля, для которого оптимальной толщиной является 1,0 мм, позволяющего нивелировать процесс газовыделения [4].
В качестве опробуемых компонентов противопригарных покрытий использованы ангидриты природного и техногенного происхождения. Получение последнего состоит из двух основных стадий – нейтрализация серной кислоты пульпой известняка, фильтрация и сушка двуводного гипса, и последующий обжиг двуводного гипса [5].
Цель проводимых исследований – определение принципиальной возможности использования двух видов ангидрита в чистом виде и в смеси с шамотным мертелем в качестве противопригарного покрытия и выделение наиболее эффективного для медного производства.
Методика проведения исследований
Методики нанесения суспензии покрытия, его сушки и последующей отливки медных пластин, применяемые в рамках исследования, описаны в предыдущей публикации [1]. В настоящей работе фигурируют 3 основных компонента – шамотный мертель, природный и обжиговый ангидрит со следующими составами:
-
– Состав № 1 – Шамотный мертель + Обжиговый ангидрит в соотношении 1:1;
-
– Состав № 2 – Шамотный мертель + Природный ангидрит в соотношении 1:1;
-
– Состав № 3 – Обжиговый ангидрит;
-
– Состав № 4 – Природный ангидрит.
Шамотный мертель порошкообразный использовали из партии, применявшейся для получения отливок в предыдущих опытах. Природный ангидрит поступил с шахты «Ангидрит» рудника «Кайерканский». Известно применение природных ангидритов в качестве вяжущих в строительстве [6] наряду с синтетическим [7]. Партию ангидрита подвергали дроблению в щековой дробилке и измельчению в истирателе с отсевом фракции –0,071 мм.
Для производства двуводного гипса смоделирована установка, повторяющая процесс нейтрализации серной кислоты на Надеждинском металлургическом заводе им. Б. И. Колесникова [8, 9].
Навеску известняка переносили в стакан с расчётом 120 г на 1 дм 3 , пульпу перемешивали при помощи электромеханического устройства со скоростью 800 об/мин до установки pH на постоянном уровне. Дозировку серной кислоты с использованием перистальтического насоса осуществляли со скоростью 6,6 мл/мин до установки pH на уровне 5,5 ед, затем выкручивали пульпу без подачи серной кислоты в течение 20 минут, после чего останавливали перемешивание. Пульпу фильтровали с помощью воронки Бюхнера, фильтров «Синяя лента» и колбы Бунзена с применением вакуума. Отфильтрованный гипсовый кек высушивали в сушильном шкафу при температуре 60 °C.
Установка нейтрализации серной кислоты известняковым молоком в сборе демонстрируется на рис. 1.
Обжиг двуводного гипса проводили в тигельной печи. Навеску гипса помещали в алун-довый тигель, который устанавливали в печь и затем каждый час производили ступенчатое поднятие температуры с помощью терморегулятора на 200 °C вплоть до 1000 °C. Длительность обжига – 3 часа при 1000 °C с периодическим перемешиванием продукта в тигле керамической палочкой. По окончании процесса печь отключают и охлаждают до комнатной температуры, после чего извлекают ангидрит и герметично упаковывают.
Рентгенофазовый анализ (РФА) проводили с использованием дифрактометра Rigaku MiniFlex 600 при напряжении 40 кВ и токе трубки 15 мА. Идентификация выполнялась сравнением полученного массива рефлексов с эталонными дифрактограммами индивидуальных соединений (содержащихся в международной базе дифракционных стандартов ICDD интегрированная в программный пакет PDXL2 Rigaku). Количественное определение соединений в образцах и уточнение параметров минералов проводилось средствами программного комплекса
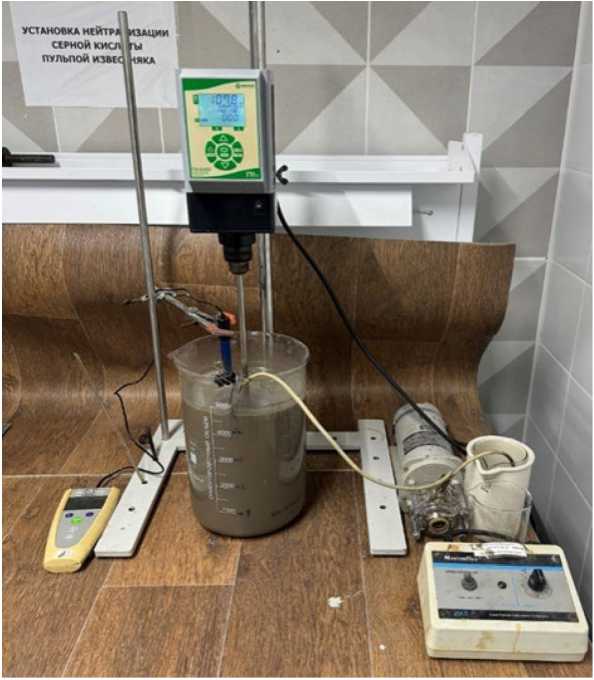
Рис. 1. Лабораторная установка нейтрализации серной кислоты пульпой известняка с получением пульпы двуводного гипса
Fig. 1. Laboratory installation of sulphuric acid neutralization with limestone pulp to produce dihydrate gypsum pulp
PDXL2 Rigaku по методу Ритвельда путем моделирования экспериментальной дифрактограм-мы с наилучшим приближением «теория-эксперимент».
Электронно-микроскопические исследования проводили на сканирующем электронном микроскопе Tescan TIMA 3 X LMH в Лаборатории вещественно-химического анализа (ЛВХА) Центра инженерного сопровождения производства (ЦИСП) с помощью энергодисперсионного детектора Oxford X–Max. Из полученных проб медных пластин из средней и двух близлежащих зон части выпиливали фрагменты ≈10х10х10 мм, устанавливали в шайбу, заливали эпоксидным составом и затем шлифовали и полировали поверхность до зеркального блеска использованием вспомогательного оборудования – шлифовально-полировального комплекса Digiset-Digimat-Dispomat. Обработку вели с помощью программного обеспечения Aztec.
Результаты и их обсуждение
Компонентные составы известняка, двуводного гипса и обжигового ангидрита, определенные методом РФА, приведены в табл. 1–3. На рис. 2–3 показан внешний вид двуводного гипса и обжигового ангидрита.
Исходя из результатов анализов в табл. 1–3, видно, что по мере протекания физикохимических превращений при нейтрализации происходит замещение CO2 сульфат-ионом с получением сульфата кальция, а во время обжига при температуре 1000 °C осуществляет-
Таблица 1. Компонентный состав известняка, определенный методом РФА,% (масс.)
Table 1. The component composition of limestone, determined by XRFA,% (wt.)
|
Кальцит CaCO 3 |
99,1 |
|
Кварц SiO 2 |
0,9 |
Таблица 2. Компонентный состав двуводного гипса, определенный методом РФА,% (масс.)
Table 2. The component composition of dihydrate gypsum, determined by XRFA,% (wt.)
|
Гипс CaSO 4 (H 2 O) 2 |
94,2 |
|
Кальцит CaCO3 |
4,9 |
|
Кварц SiO2 |
0,9 |
Таблица 3. Компонентный состав обжигового ангидрита, определенный методом РФА,% (масс.)
Table 3. The component composition of calcined anhydrite, determined by XRFA,% (wt.)
|
Ангидрит CaSO4 |
89,6 |
|
Портландит Ca(OH)2 |
6,2 |
|
CaO |
2,6 |
|
Кварц SiO 2 |
1,6 |

Рис. 3. Внешний вид обжигового ангидрита
Fig. 3. Appearance of calcined anhydrite
Рис. 2. Внешний вид двуводного гипса, высушенного при температуре 60 °C
Fig. 2. Appearance of dihydrate gypsum, dried at 60 °C ся частичное разложение гипса до ангидрита и свободной извести. Часть извести успела прореагировать с влагой воздуха, в результате чего была образована щёлочь – гашёная известь. Из литературных источников известно, что гашёная известь считается отличным связующим в строительной отрасли [10, 11] вследствие быстрой гидратации и твердения.
Внешний вид порошкообразного природного ангидрита, измельчённого до фракции –0,071 мм с использованием щековой дробилки и истирателя, демонстрируется на рис. 4, а его фазовый состав – в табл. 4.
Из данных табл. 4 стоит отметить, что из ключевого компонента – ангидрита – вещество состоит на 56,1 %, в то время как породы шахты «Ангидрит», используемые для производства закладочных смесей, состоят из CaSO 4 на 80 % и более, что говорит о неравномерности фазового распределения в горной породе. Известно, что доломитовые породы также используются для приготовления строительных вяжущих.
В ходе проведения опытов по отливке анодов были протестированы составы № 3 и № 4 – ангидриты в чистом виде, однако в ходе сушки происходило отслоение покрытий от изложни-

Рис. 4. Внешний вид измельчённого природного ангидрита фракции –0,071 мм
Fig. 4. Appearance of crushed natural anhydrite with a fraction –0,071 mm
Таблица 4. Компонентный состав природного ангидрита, определенный методом РФА,% (масс.)
Table 4. The component composition of natural anhydrite, determined by XRFA,% (wt.)
На рис. 5 демонстрируется внешний вид медных пластин (анодов), отлитых с использованием состава № 1 – смеси шамотного мертеля и обжигового ангидрита в соотношении 1:1. Видно, что на всех пробах имеются следы противопригарного покрытия и следы куприта, где медь подвергалась наиболее интенсивному окислению.
На рис. 6–13 представлены результаты рентгеноспектрального микроанализа. В табл. 9–12 представлен химический состав в областях сканирования основного тела и пограничного слоя.
При рассмотрении рис. 6–13 видно, что пограничный слой представляет собой неоднородную структуру, состоящую из сростков и дефектов поверхности.
Из табл. 5–8 следует, что области анализа основного тела анода характеризуются повышенным содержанием меди и имеют минимальное содержание примесей, в отличие от пограничного слоя, зачастую отделённого от основного анода и представляющего собой отдельный продукт.

Рис. 5. Внешний вид медных пластин, отлитых в изложницу, обработанную составом № 1
Fig. 5. The appearance of copper plates cast in a mold treated with compound No. 1
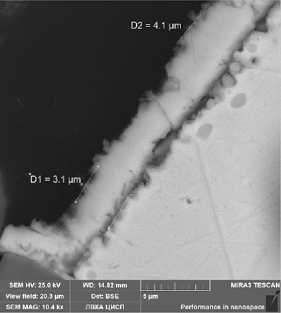
Рис. 6. Результаты РСМА. Состав № 1. Образец № 1. Поле зрения – 20,3 мкм
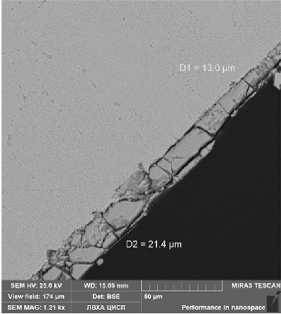
Рис. 7. Результаты РСМА. Состав № 1. Образец № 1. Поле зрения – 174 мкм
Fig. 6. Results of X-ray microanalysis. Field of view – 20,3 μm
Fig. 7. Results of X-ray microanalysis. Field of view – 174 μm
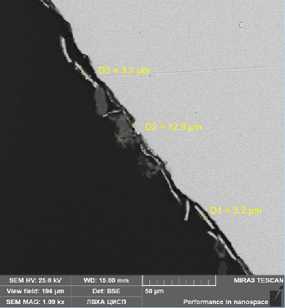
Рис. 8. Результаты РСМА. Состав № 1. Образец № 2. Поле зрения – 194 мкм
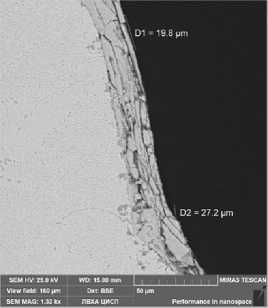
Рис. 9. Результаты РСМА. Состав № 1. Образец № 2. Поле зрения – 160 мкм
Fig. 8. Results of X-ray microanalysis. Field of view – 194 μm
Fig. 9. Results of X-ray microanalysis. Field of view – 160 μm
Таблица 5. Состав основного тела и пограничного слоя анода. Образец № 1, Состав 1,% масс.
Table 5. Composition of the main body and the boundary layer of the anode. Sample 1, Composition 1,% wt.
|
Cu |
S |
O |
Al |
Ca |
|
Основное тело |
||||
|
96,0 |
1,2 |
2,8 |
||
|
90,6 |
1 |
8,5 |
||
|
98,8 |
1,2 |
|||
|
97,6 |
1 |
1,3 |
||
|
Пограничный слой |
||||
|
80,6 |
8,7 |
10,7 |
||
Таблица 5 продолжение
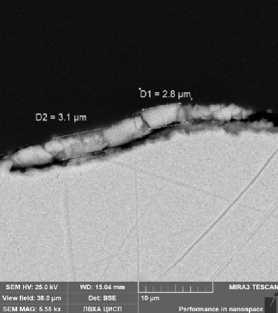
Рис. 10. Результаты РСМА. Состав № 1. Образец № 3. Поле зрения – 38 мкм
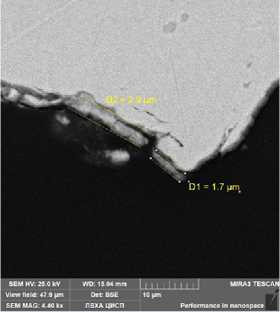
Рис. 11. Результаты РСМА. Состав № 1. Образец № 3. Поле зрения – 47,9 мкм
-
Fig. 10. Results of X-ray microanalysis. Field of view – 38 μm
-
Fig. 11. Results of X-ray microanalysis. Field of view – 47,9 μm
Table 5 Continued
|
Cu |
S |
O |
Al |
Ca |
|
82,1 |
7,2 |
10,8 |
||
|
83,7 |
10,2 |
6,1 |
||
|
86,0 |
8,5 |
5,4 |
||
|
88,2 |
0,3 |
11,3 |
0,2 |
|
|
91,9 |
8,1 |
|||
|
89,3 |
9,5 |
1,2 |
||
|
89,1 |
9,6 |
1,2 |
Таблица 6. Состав основного тела и пограничного слоя анода. Образец № 2, Состав 1,% масс.
Table 6. Composition of the main body and the boundary layer of the anode. Sample 2, Composition 1,% wt.
|
Содержание,% |
|||||||||||
|
Cu |
Fe |
S |
O |
Al |
Si |
Ca |
Mg |
Ti |
Na |
K |
Cl |
|
Основное тело |
|||||||||||
|
97,9 |
1,1 |
0,9 |
|||||||||
|
98,4 |
1,6 |
||||||||||
|
99,1 |
0,9 |
||||||||||
|
98,8 |
1,2 |
||||||||||
|
98,7 |
1,3 |
||||||||||
|
Пограничный слой |
|||||||||||
|
87,2 |
11 |
1,4 |
0,4 |
||||||||
|
79,8 |
16,1 |
3,4 |
0,4 |
0,3 |
|||||||
|
73,5 |
0,4 |
25,8 |
0,3 |
||||||||
Таблица 6 продолжение
Table 6 Continued
|
Содержание,% |
|||||||||||
|
Cu |
Fe |
S |
O |
Al |
Si |
Ca |
Mg |
Ti |
Na |
K |
Cl |
|
87 |
0,2 |
11,3 |
1,1 |
0,3 |
|||||||
|
89,3 |
10,4 |
0,3 |
|||||||||
|
2,8 |
0,8 |
42 |
24,9 |
25,7 |
0,7 |
1,6 |
0,6 |
0,8 |
|||
|
90.4 |
9,6 |
||||||||||
|
90.5 |
9,5 |
||||||||||
|
84,3 |
0,2 |
15,3 |
0,2 |
||||||||
|
90,5 |
9,3 |
0,2 |
|||||||||
|
83,7 |
0,4 |
9,5 |
1,0 |
2,5 |
2,9 |
||||||
|
95,2 |
4,8 |
||||||||||
|
87,8 |
0,2 |
11,5 |
0,3 |
0,2 |
|||||||
|
87 |
0,2 |
12,3 |
0,2 |
0,2 |
|||||||
Таблица 7. Состав основного тела и пограничного слоя анода. Образец № 3, Состав 1,% масс.
Table 7. Composition of the main body and the boundary layer of the anode. Sample 3, Composition 1,% wt.
|
Cu |
O |
Al |
Si |
Ca |
|
Основное тело |
||||
|
98,5 |
1,5 |
|||
|
99,1 |
0,9 |
|||
|
100 |
||||
|
99,2 |
0,8 |
|||
|
96,8 |
3,2 |
|||
|
94,4 |
5,6 |
|||
|
96 |
0,7 |
3,4 |
||
|
Пограничный слой |
||||
|
93,5 |
4,3 |
2,2 |
||
|
89,2 |
9,5 |
1,3 |
||
|
90,8 |
8,2 |
1,0 |
||
|
95,5 |
4,5 |
|||
|
94,2 |
5,8 |
|||
|
75,9 |
16,5 |
1,5 |
3 |
3,1 |
|
92,8 |
6,5 |
0,6 |
||
|
85,5 |
12,8 |
0,9 |
0,3 |
0,5 |
|
89,4 |
7,1 |
1,9 |
1,6 |
|
|
99 |
1 |
|||
|
91,8 |
8,2 |
|||
|
93,5 |
1,1 |
5,4 |
||
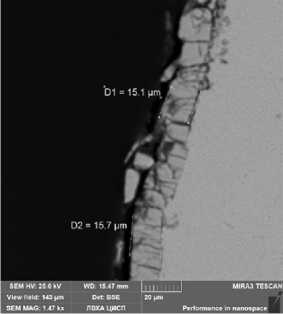
Рис. 12. Результаты РСМА. Состав № 1. Образец № 4. Поле зрения – 143 мкм

Рис. 13. Результаты РСМА. Состав № 1. Образец № 4. Поле зрения – 30,4 мкм
-
Fig. 12. Results of X-ray microanalysis. Field of view – 143 μm
-
Fig. 13. Results of X-ray microanalysis. Field of view – 30,4 μm
Таблица 8. Состав основного тела и пограничного слоя анода. Образец № 4, Состав 1,% масс.
Table 8. Composition of the main body and the boundary layer of the anode. Sample 2, Composition 1,% wt.
|
Содержание,% |
|||
|
Cu |
O |
Al |
Ca |
|
Основное тело |
|||
|
95,4 |
1 |
3,6 |
|
|
96,4 |
1,4 |
2,3 |
|
|
98,8 |
1,2 |
||
|
98,8 |
1,2 |
||
|
98,2 |
1,8 |
||
|
97,6 |
1,1 |
1,3 |
|
|
Пограничный слой |
|||
|
87 |
8,8 |
4,2 |
|
|
87,2 |
9,5 |
3,4 |
|
|
82,5 |
15,4 |
1,9 |
0,2 |
|
87,3 |
12,7 |
||
|
93,8 |
5,3 |
0,9 |
|
|
87,6 |
12,2 |
0,2 |
|
|
79,2 |
20,7 |
0,1 |
|
|
90,8 |
8 |
1,2 |
|
Также из результатов следует, что основными примесями в 3 из 4 образцов являются Ca, Al и Si, источником поступления которых служат шамотный мертель и ангидрит, и лишь в 1 из 4 образцов было отмечено наличие таких компонентов, как Mg, Ti, Cl, Na, которые могли находиться в составе фрагментов анодной меди из анодного передела МЗ, использованных для их расплавления и последующей отливки медных пластин.
Необходимо отметить, что в составе основного тела кроме оксида меди присутствует только лишь Al, что свидетельствует о наиболее высокой вероятности его заработки в процессе разливки, в то время как основные примеси, в том числе и Al, концентрируются в основном в пограничном слое в процессе гетерогенной кристаллизации, в особенности на участках с неравномерным распределением зёрен покрытия (зародышей кристаллизации) [12].
На рис. 14 представлен внешний вид образцов, отлитых по составу № 2 (смесь природного ангидрита и шамотного мертеля). В первом приближении остатков противопригарного покрытия меньше, чем на анодах, отлитых по составу № 1. При этом области с купритом регистрируются на 2 из 4 образцов.
На рис. 15–20 представлены результаты рентгеноспектрального микроанализа. В табл. 9–12 представлен химический состав в областях сканирования основного тела и пограничного слоя.
При анализе табл. 9–12 необходимо выделить основные примеси, присущие медным пластинам – Al, Si, Ca и Cl. Источником поступления последнего способны быть как природный ангидрит, так и шамотный мертель. При этом незначительные количества хлора не оказывают негативного эффекта на процесс электрорафинирования, поскольку в процессе анодного растворения в состав электролита вводят хлор-ион для повышения плотности электрического тока.
Среди двух составов только в 1 из 4 пластин, отлитых по составу № 2, в основном теле обнаружен Si, при этом в отливках по составу № 1 Si в основном теле не обнаружен. Это объясняется тем, что образование сплавов Cu-Al происходит при более низких температурах, чем у сплавов Cu-Si [13]. Присутствие никеля является нормой для анодной меди производства МЗ ЗФ [14].
Таким образом, по результатам определения локального химического состава методом РСМА содержание примесей в анодах с использованием двух составов находится сравнительно на одном уровне. Также стоит отметить, что накопление примесей в основном характерно

Рис. 14. Внешний вид медных пластин, отлитых в изложницу, обработанную составом № 2
Fig. 14. The appearance of copper plates cast in a mold treated with compound No. 2
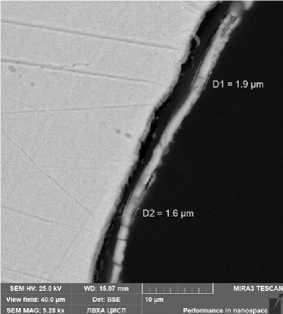
Рис. 15. Результаты РСМА. Состав № 2. Образец № 1. Поле зрения – 40 мкм

Рис. 16. Результаты РСМА. Состав № 2. Образец № 1. Поле зрения – 59,8 мкм
Fig. 15. Results of X-ray microanalysis. Field of view – 40 μm
Fig. 16. Results of X-ray microanalysis. Field of view – 59,8 μm
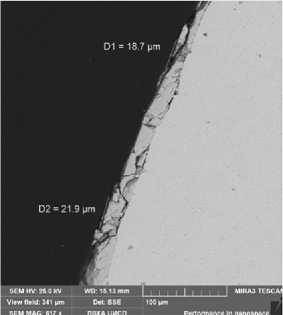
Рис. 17. Результаты РСМА. Состав № 2. Образец № 2. Поле зрения – 341 мкм
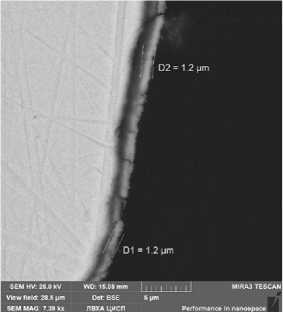
Рис. 18. Результаты РСМА. Состав № 2. Образец № 2. Поле зрения – 28,5 мкм
Fig. 17. Results of X-ray microanalysis. Field of view – 341 μm
Fig. 18. Results of X-ray microanalysis. Field of
view – 28,5 μm
Таблица 9. Состав основного тела и пограничного слоя анода. Образец № 1, Состав 2,% масс.
Table 9. Composition of the main body and the boundary layer of the anode. Sample 1, Composition 2,% wt.
|
Содержание,% |
|||||
|
Cu |
S |
O |
Al |
Ca |
Cl |
|
Основное тело |
|||||
|
100 |
|||||
|
98,9 |
1,1 |
||||
|
94,4 |
0,8 |
4,8 |
|||
|
Пограничный слой |
|||||
|
89,5 |
10,3 |
0,2 |
|||
|
92,5 |
7,5 |
||||
Таблица 9 продолжение
Table 9 Continued
|
Содержание,% |
|||||
|
Cu |
S |
O |
Al |
Ca |
Cl |
|
96,6 |
2,3 |
1,1 |
|||
|
95,5 |
3,3 |
1,1 |
0,2 |
||
|
90,2 |
0,2 |
1,8 |
7,4 |
0,3 |
0,1 |
|
86,1 |
0,5 |
3,7 |
8,1 |
1,4 |
0,2 |
Таблица 10. Состав основного тела и пограничного слоя анода. Образец № 2, Состав 2,% масс.
Table 10. Composition of the main body and the boundary layer of the anode. Sample 2, Composition 2,% wt.
|
Содержание,% |
|||||
|
Cu |
O |
Al |
Si |
Ti |
Cl |
|
Основное тело |
|||||
|
96 |
1,3 |
2,8 |
|||
|
98,4 |
1,6 |
||||
|
99 |
1 |
||||
|
99,4 |
0,6 |
||||
|
95,6 |
1,4 |
3 |
|||
|
Пограничный слой |
|||||
|
87,7 |
9,1 |
3,2 |
|||
|
87,6 |
9,5 |
2,9 |
|||
|
87,8 |
10 |
0,6 |
1,2 |
0,4 |
|
|
88,7 |
10,9 |
0,5 |
|||
|
91,1 |
8,9 |
||||
|
91 |
9 |
||||
|
89,7 |
10,3 |
||||
|
89,4 |
10,5 |
0,1 |
|||
|
88,3 |
9 |
2,7 |
|||
|
87,9 |
9,6 |
2,4 |
|||
Таблица 11. Состав основного тела и пограничного слоя анода. Образец № 3, Состав 2,% масс.
Table 11. Composition of the main body and the boundary layer of the anode. Sample 3, Composition 2,% wt.
|
Cu |
O |
Al |
Si |
Cl |
|
Основное тело |
||||
|
97,8 |
1,3 |
0,9 |
||
|
100 |
||||
|
98,1 |
1,9 |
|||
|
99 |
1 |
|||
Таблица 11 продолжение
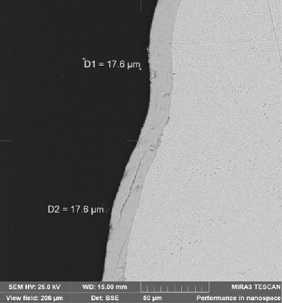
Рис. 19. Результаты РСМА. Состав № 2. Образец № 3. Поле зрения – 208 мкм
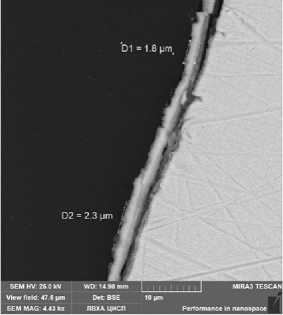
Рис. 20. Результаты РСМА. Состав № 2. Образец № 3. Поле зрения – 47,6 мкм
Fig. 19. Results of X-ray microanalysis. Field of view – 208 μm
Fig. 20. Results of X-ray microanalysis. Field of view –
47,6 μm
Table 11 Continued
|
97,7 |
1,2 |
1,1 |
||
|
Пограничный слой |
||||
|
89,8 |
9,2 |
1 |
||
|
89,8 |
9 |
1,2 |
||
|
88,1 |
11,3 |
0,4 |
0,2 |
|
|
88 |
11,6 |
0,3 |
||
|
90,7 |
9,3 |
|||
|
87,7 |
10,5 |
1,1 |
0,7 |
|
|
92,9 |
7,1 |
|||
|
90,7 |
8,8 |
0,4 |
||
|
90,6 |
8,3 |
1 |
||
|
90,2 |
8,5 |
1,1 |
0,2 |
|
Таблица 12. Состав основного тела и пограничного слоя анода. Образец № 4, Состав 2,% масс.
Table 12. Composition of the main body and the boundary layer of the anode. Sample 4, Composition 2,% wt.
|
Cu |
Ni |
O |
Al |
Si |
Ca |
Cl |
|
Основное тело |
||||||
|
97,7 |
1,6 |
0,7 |
||||
|
98,8 |
0,9 |
0,3 |
||||
|
98,2 |
1,8 |
|||||
|
99,3 |
0,7 |
|||||
|
Пограничный слой |
||||||
|
90,6 |
9,4 |
|||||
Таблица 12 продолжение
Table 12 Continued
В табл. 13 и на вышеприведённых микроснимках отражены значения толщины приграничного слоя, образованного в процессе контакта расплава с поверхностью изложницы, обработанной противопригарными покрытиями двух составов. Измерения толщины проводили локально в 11 областях. Рассмотрение проводили в поле зрения от 10,6 до 353 мкм, с целью точной фиксации границ фрагментов, подвергавшихся отслоению от основного тела анода. Как правило, увеличение области зрения проводили для фиксации фрагментов с более широкими границами фрагментов (более 13 мкм).
При анализе табл. 13 отмечено следующее:
-
– толщина, отмеченная как 0 мкм, означает, что при рассмотрении области пограничных слоёв не было обнаружено отслоившихся фрагментов и поверхность представляет собой основное тело медного анода;
Таблица 13. Значения толщины приграничного слоя в образцах по двум составам, мкм
Table 13. Values of the boundary layer thickness in samples for two compositions, µm
|
№ области |
Состав № 1 – Шамотный мертель + Обжиговый ангидрит |
Состав № 2 – Шамотный мертель + Обжиговый ангидрит |
||||||
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
№ 1 |
№ 2 |
№ 3 |
№ 4 |
|
|
1 |
4,1 |
3,1 |
3,3 |
15,1 |
1,8 |
19,3 |
6,2 |
19,2 |
|
3,1 |
2,9 |
4,2 |
15,7 |
1,8 |
24,2 |
3,7 |
22,6 |
|
|
- |
2,8 |
- |
- |
- |
- |
- |
- |
|
|
2 |
3 |
3,2 |
3 |
1,6 |
1,9 |
18,7 |
4 |
15,5 |
|
3,6 |
12,9 |
4,2 |
- |
1,6 |
21,9 |
5,5 |
17,9 |
|
|
- |
3,2 |
- |
- |
- |
- |
- |
- |
|
|
3 |
3,3 |
20 |
1,4 |
1 |
3,3 |
1,4 |
1,3 |
2 |
|
3,7 |
19,6 |
2,7 |
1,2 |
3,6 |
1 |
1 |
1,6 |
|
|
4 |
3,9 |
19,8 |
2,8 |
15,1 |
5,5 |
1,2 |
1,3 |
1,4 |
|
3,4 |
27,2 |
3,1 |
15,7 |
3,2 |
1,2 |
1,8 |
||
|
5 |
20,9 |
2,8 |
3 |
1,6 |
1,8 |
1,2 |
2,3 |
18 |
|
20,5 |
1,9 |
2,7 |
- |
1,5 |
- |
2,2 |
17,1 |
|
|
- |
1,8 |
- |
- |
- |
- |
- |
- |
|
|
6 |
13 |
2,1 |
2,9 |
1 |
1,9 |
15,8 |
3,9 |
18,4 |
|
21,4 |
2,1 |
1,7 |
1,2 |
1,5 |
17 |
2,7 |
8,5 |
|
|
- |
3,4 |
- |
- |
- |
- |
- |
- |
|
|
7 |
0 |
15 |
2,7 |
1,6 |
0 |
17,6 |
14,2 |
1,6 |
|
- |
17,7 |
- |
- |
- |
17,6 |
14,4 |
1,7 |
|
|
8 |
0 |
20,3 |
0 |
1,4 |
0 |
1,4 |
15 |
1,9 |
|
- |
19,1 |
- |
1,5 |
- |
1,3 |
15,6 |
2,1 |
|
|
9 |
0 |
2,2 |
0 |
14,3 |
0 |
1,8 |
13,4 |
0 |
|
- |
2,4 |
- |
19,7 |
- |
2,3 |
4,5 |
- |
|
|
- |
- |
- |
- |
- |
- |
7,8 |
- |
|
|
10 |
0 |
2,2 |
0 |
0 |
0 |
14,2 |
11,6 |
0 |
|
- |
1,8 |
- |
- |
- |
15,3 |
11,7 |
- |
|
|
11 |
0 |
0 |
0 |
0 |
0 |
15,1 |
0 |
0 |
|
- |
- |
- |
- |
- |
14,8 |
- |
- |
|
|
Средняя толщина образцов |
6,1 |
8,4 |
2,2 |
6,3 |
1,7 |
11,2 |
6,5 |
8,0 |
|
Средняя толщина по составу |
6,0 |
7,0 |
||||||
-
– образцы, полученные при отливке образцов по составу № 1, варьируются по толщине отслоившихся фрагментов от 1 до 27,2 мкм. Средняя толщина по каждому образцу варьируется от 2,2 до 8,4 мкм для каждой области, по всем четырём образцам для состава № 1–6,0 мкм;
-
– образцы, полученные при отливке образцов по составу № 2, варьируются по толщине отслоившихся фрагментов от 1 до 24,2 мкм. При этом средняя толщина по каждому образцу
варьируется от 1,7 до 11,2 мкм для каждой области, а по всем четырём образцам для состава № 2–7,0 мкм.
Таким образом, по результатам измерения толщины стоит отметить, что при использовании состава № 2, представляющего собой смесь шамотного мертеля и природного ангидрита в соотношении 1:1, получаемые аноды после кристаллизации и охлаждения имеют толщину пограничного слоя между телом анода и изложницей на 1 мкм меньше (13,96 % отн.), чем при использовании состава № 1. Это позволяет сделать вывод о возможности протекания процессов электролиза с меньшей вероятностью пассивации анодов и необходимостью применения импульсного режима, что связано с расходом электроэнергии, т.к. при повышении плотности тока в импульсном режиме происходит увеличение расхода электроэнергии.
Выводы
-
1. В результате нейтрализации серной кислоты получен двуводный гипс и при последующем обжиге – синтетический ангидрит с содержанием сульфата кальция 89,6 %. Вследствие обжига при 1000 °C с частичным разложением до CaO и контактом с влагой воздуха образована гашёная известь.
-
2. Получены 8 образцов медных пластин, отлитых при использовании составов, содержащих шамотный мертель в смеси с ангидритами в соотношении 1:1. Использование чистых ангидритов не представилось возможным ввиду отсутствия адгезии получаемого покрытия с изложницей, выражаемого в виде отслоения при сушке.
-
3. Толщина приграничного слоя в среднем составила для состава с обжиговым ангидритом 6 мкм, а для состава с природным ангидритом – 7 мкм, что говорит о более высокой адгезии обжигового ангидрита к изложнице, очевидно, за счет содержания извести в составе ангидрита.
-
4. Природный ангидрит, использованный в составе № 2, помимо безводного сульфата кальция имеет в составе доломит, понижающий содержание кальция до 56,1 %. При этом данный факт не повлиял негативно на процесс разливки и позволил обеспечить содержание примесей в полученных анодах на уровне анодов, отлитых на составе № 1.
-
5. Изучено распределение примесей в медных анодах на микроуровне в зоне раздела двух основных фаз – тела анода и приграничного слоя, который характеризуется частичным или практически полным отслоением от тела анода. При этом накопление примесей происходит именно в приграничном слое.
-
6. Основное тело анода имеет тенденцию к накоплению алюминия, при этом остальные компоненты, такие как кремний, кальций, магний и др., не концентрируются в теле анода, что говорит о склонности алюминия к реакции с оксидами меди и металлической медью.
-
7. Резюмируя итоги по двум частям исследования, стоит сделать вывод, что наиболее приемлемым покрытием среди всех вариантов стоит признать составы «Шамотный мертель + Обжиговый ангидрит» и «Шамотный мертель + Природный ангидрит» по следующим факторам:
-
– экологический аспект – реализация невостребованного гипса, полученного в результате функционирования «Серной программы» Норникеля;
-
– минимальное накопление примесей в анодах, в основном – Ca, Si, Al. Примеси Mg, Na, K и прочие либо отсутствуют, либо содержатся лишь в единичных случаях;
-
– составы, содержащие безобжиговый ангидрит, имеют риск быть нереализованными в связи с отсутствием промышленного применения технологии нейтрализации серной кислоты сухим известняком и могут не обеспечить требуемых физико-химических характеристик при реализации технологии.
