Абразивно-экструзионная обработка алюминиевых сплавов

Бесплатный доступ
Проанализированы конструктивно-технологические особенности деталей летательных аппаратов, изготавливаемых из алюминиевых сплавов, и сделан вывод о целесообразности использования абразивно-экструзионной обработки сложнопрофильных и труднодоступных поверхностей таких деталей. Рассмотрены особенности абразивно-экструзионной обработки и характеристики инструмента для данного вида финишной обработки. Приведена схема опытно-промышленной установки для абразивно-экструзионной обработки. Определены цель и задачи исследования. Описана методика проведения экспериментальных исследований и используемое оборудование. Исследование проведено в два этапа. На первом этапе исследована зависимость глубины царапины от геометрических характеристик и вида абразивного зерна при абразивно-экструзионной обработке деталей из алюминиевых сплавов. Эксперимент проведен на установке, имитирующей процесс микрорезания единичным абразивным зерном. Полученные результаты позволяют определить вид, зернистость абразива на каждом этапе обработке, а также предварительно определить требуемое усилие прижатия единичного абразивного зерна к обрабатываемой поверхности. На втором этапе рассмотрена и экспериментально проверена возможность абразивно-экструзионной обработки деталей из алюминиевых сплавов. Эксперимент проведен на опытно-промышленной установке экструзионного шлифования. В результате определено влияние состава рабочей среды (зернистости и концентрации абразива) на эффективность обработки (интенсивность съема металла), что позволяет выбирать оптимальную зернистость абразива и его концентрацию. Определено количество циклов обработки, необходимое для удаления дефектного слоя с деталей, изготавливаемых литьем по выплавляемым моделям, при использовании различного вида абразива. Даны рекомендации по выбору состава рабочей среды и режимов абразивно-экструзионной обработки деталей из алюминиевых сплавов. Определены дальнейшие направления исследований.
Алюминиевый сплав, абразивно-экструзионная обработка, рабочая среда, активное абразивное зерно, микрорезание
Короткий адрес: https://sciup.org/147151688
IDR: 147151688 | УДК: 621.923.9
Abrasive flow machining of the aluminium alloys
The constructive-technological features of aircraft details made of aluminium alloys are analyzed in this article. Conclusion about expediency of use the Abrasive Flow Machining for processing details with complex-profile and hard to get surface of such details is made. The features of the Abrasive Flow Machining and characteristic of the tool are considered. The design of the equipment for Abrasive Flow Machining is given. The purpose and research problems are determined. The technique of the experimental researches realization and used equipment is described. The research is carried out in two stages. The dependence of the scratch depth on the geometrical characteristics and kind of an abrasive grain at Abrasive Flow Machining of aluminium alloy details is investigated at the first stage. The experiment is carried out on the equipment simulating process of microcutting by individual abrasive grain. The received results allow to define a kind, abrasive granularity at each machining stage, and also previously to define required pressing force of individual abrasive grain to a machined surface. The possibility of using the Abrasive Flow Machining for aluminium alloys treatment is considered and checked experimentally up at the second stage. As the result the influence of work medium composition structure (granularity and abrasive concentration) on efficiency of treatment (intensity of metal cutting) is investigated. It allows choosing optimum granularity and concentration of abrasive in the medium. The quantity of operation cycles necessary for removal of a defective layer from details made by casting by the lost-wax process at use of a various kind of abrasive grains is determined. The recommendations at the choice of work medium composition and modes of the Abrasive Flow Machining for details from aluminium alloys are given. The further directions of researches are determined.
Текст научной статьи Абразивно-экструзионная обработка алюминиевых сплавов
При эксплуатации летательных аппаратов (ЛА) преждевременное разрушение деталей (потеря работоспособности) носит усталостный характер, вызванный высокими циклическими напряжениями изгиба и кручения вследствие воздействия газового и гидравлического потоков в условиях высоких температур и агрессивных сред. Подобному воздействию подвергаются фасонные поверхности большинства объемных сложнопрофильных деталей (лопатки турбин, компрессоров и вентиляторов, роторы винтовых компрессоров, крыльчатки насосов) [1].
Частично критерии работоспособности обеспечиваются на этапе разработки конструкции и выбора материала детали. Критерии прочности и надежности связаны с качеством деталей (величиной шероховатости, ее направлением и формой микронеровностей, полученных при механической обработке поверхности) и обеспечивается технологией их изготовления [2].
Существенное влияние шероховатости поверхности на сопротивление усталости связано с тем, что оставшиеся после обработки микронеровности поверхности являются концентраторами напряжений в поверхностном слое и под действием циклических нагрузок приводят к возникновению и развитию усталостных трещин. Анализ конструкций деталей ЛА показал, что требования по шероховатости поверхности варьируются в диапазоне Ra = 1,25^2,5 мкм для деталей сопловых аппаратов до Ra = 0,32^0,63 мкм для поверхностей проточной части турбин [3]. Высокие требования к шероховатости поверхности приводят к необходимости операций финишной обработки.
Формообразование и последующая финишная обработка сложнопрофильных и труднодоступных поверхностей требуют сложных движений инструмента или использования фасонных инструментов. Зачастую формообразование может быть обеспечено только специальными методами литья и последующей электроэрозионной обработкой. Для таких заготовок характерно наличие дефектного слоя с высокими остаточными напряжениями, наклепом и микронеровностями. Например, величина дефектного слоя у деталей после литья по выплавляемым моделям составляет 0,1…0,8 мм, а шероховатость Ra = 20…40 мкм [4].
В ряде работ [1, 3] предложено использовать для обработки подобных деталей метод абразивно-экструзионной обработки (АЭО) и приведены результаты исследований по обработке деталей, изготавливаемых из жаропрочных, коррозионно-стойких легированных сталей. Но анализ конструкций ЛА показал, что велика доля деталей, изготавливаемых из алюминиевых сплавов (крыльчатки и корпуса насосов ТНА, детали автоматики и рулевых машин и др.) [5, 6]. Распространенность алюминия в самолето- и ракетостроении объясняется его физико-механическими свойствами: низкой плотностью и хорошими прочностными характеристиками его сплавов (например, твердость сплава АМг6 составляет 65 НВ, а предел кратковременной прочности σВ = 275…315 МПа при плотности 2640 кг/м3); хорошей коррозионной стойкостью в атмосфере и среде многих органических кислот из-за наличия сплошной тонкой и плотной оксидной пленки Al2O3); высокой тепло- и электропроводностью (удельная теплопроводность АМг6 С = 922 Дж/кг · К).
Исследование проведено с целью рассмотрения возможности использования метода АЭО для обработки деталей из алюминиевых сплавов, имеющих сложнопрофильные и труднодоступные для стандартных методов обработки поверхности.
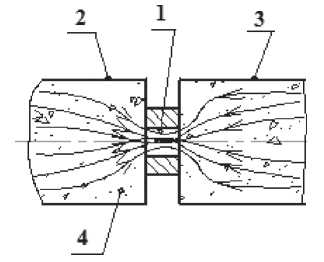
Рис. 1. Схема процесса двухнаправленной абразивно-экструзионной обработки
Суть метода АЭО заключается в экструзии вдоль обрабатываемой поверхности 1 вязкоупругой рабочей среды (РС) 4 наполненной абразивными зернами (АЗ), которая перепрессовывается под давлением при помощи цилиндров 2 и 3 (рис. 1) [7–9].
Под действием давления РС на входе в канал детали формируется сжатый абразивный «жгут», который при движении «отслеживает» контуры канала. На поверхности абразивного жгута находятся активные АЗ, контактирующие с поверхностью канала, вследствие чего при их движении микровыступами снимается определенный слой материала.
В качестве инструмента для АЭО используется рабочая среда (РС), состоящая из полимерной основы и рабочих частиц (например, АЗ) различной зернистости и в различной концентрации с добавлением пластификаторов и модификаторов, позволяющих варьировать физико-механические свойства среды [8, 10].
В отличие от резания закрепленным абразивом процесс АЭО обладает некоторыми особенностями: в контакте с обрабатываемой поверхностью находится часть сжатой под давлением РС, равная площади обрабатываемого канала; геометрическая форма инструмента и параметры резания изменяются в процессе движения абразивного «жгута» вдоль обрабатываемой поверхности вслед- ствие возможного изменения сечения канала и давления среды; активные зерна находятся в длительном контакте с обрабатываемой поверхностью [11]. В процессе обработки РС перепрессовыва-ется, вследствие чего происходит постоянная смена активных АЗ, находящихся в зоне контакта с обрабатываемой поверхностью, и переориентация их микровыступов и т. д. [3]. При этом в отличие от других видов струйной абразивной обработки при АЭО скорости течения РС невысоки, а сила резания определяется реологическими свойствами среды и давлением в системе.
Определение реологических характеристик РС (модуля Юнга, коэффициента Пуассона, эффективной вязкости, измеряемой при сдвиговом течении и пр.) производится в большинстве случаев экспериментально, вследствие сложности многокомпонентной полимерной системы, по методикам, предложенным в ряде работе [12–14].
Для расчета режимов резания необходимо определение нормальной и касательной состав- ляющих силы микрорезания, достаточной для удаления заданного слоя материала или снижения шероховатости (снятия гребешков микронеровностей) [15]. Исследование особенностей контактных взаимодействий при АЭО [16, 17] показало, что глубина царапины и вид взаимодействия (микрорезание, упругое или пластического деформирование) зависит от материала обрабатываемой детали, характеристик его поверхностного слоя, геометрических характеристик АЗ (зернистости, углов при вершине микро- и субмикровыступов, радиусов скруглений) и силы прижатия зерна к обрабатываемой поверхности.
Нами проведено исследование зависимости эффективности обработки от состава РС и режимов резания при АЭО деталей из алюминия и его сплавов. Исследование проводилось в два этапа. На первом этапе имитировался процесс микрорезания единичным АЗ с целью выявления зависимости эффективности резания от геометрических характеристик АЗ и режимов обработки, что позволило определить необходимый вид абразива. Второй этап, выполненный на установке для экструзионного шлифования УЭШ, позволил выявить влияние состава РС (зернистости АЗ и концентрации абразива) на эффективность АЭО.
Имитация контакта при микрорезании единичным АЗ выполнялась на установке МР-2 (рис. 2) со ступенчатым нагружением индентора. Геометрические параметры АЗ моделировались с помощью сменных конических инденторов, изготовленных из сплава Т15К6 с углами заточки, которые при анализе статистических данных [18] были выявлены в качестве наиболее характерных для углов микровыступов АЗ (рис. 3).
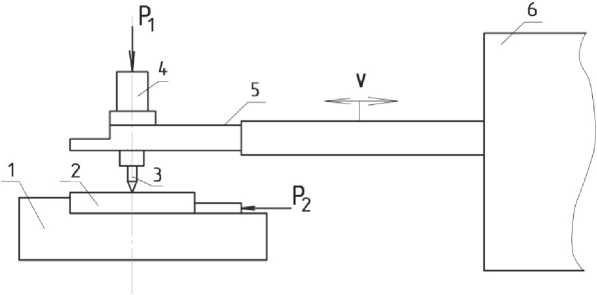
Рис. 2. Установка МР-2: 1 – приспособление; 2 – образец; 3 – индентор; 4 – сменный груз; 5 – шток; 6 –привод

а) б) в)
Рис. 3. Сменные инденторы (×100) с углами заточки: а – 60°; б – 90°; в – 120°
Эксперимент спланирован для двух факторов на трех уровнях варьирования (табл. 1), проведен на катанных образцах из сплава АМг6 твердостью 100 НВ. Эффективность резания оценивалась по глубине царапины h ц .
Расчет глубины царапины h ц проведен по ширине b ц (рис. 4, а) с учетом геометрических характеристик индентора, в том числе его радиуса скругления.
При резании образцов наблюдалось незначительное отделение стружки, зоны врезания в начале и пластического деформирования – в конце, а также навалы по длине царапины (рис. 4, б, в) из-за перераспределения материала вследствие пластического деформирования.
Таблица 1
Факторы, уровни варьирования, матрица полного факторного эксперимента ПФЭ2 и результаты эксперимента
|
Фактор |
Уровень варьирования |
Шаг λ |
№ опыта |
х 1 |
х 2 |
у |
№ опыта |
х 1 |
х 2 |
у |
||
|
–1 |
0 |
1 |
||||||||||
|
х 1 – угол индентора γ, ° |
60 |
90 |
120 |
30 |
1 |
1 |
1 |
0,074 |
6 |
–1 |
0 |
0,157 |
|
х 2 – нагрузка, Н |
0 |
2,5 |
5,0 |
25 |
2 |
–1 |
1 |
0,263 |
7 |
0 |
1 |
0,116 |
|
y – глубина царапины h ц , мм |
3 |
1 |
–1 |
0,011 |
8 |
0 |
–1 |
0,095 |
||||
|
4 |
–1 |
–1 |
0,094 |
9 |
0 |
0 |
0,110 |
|||||
|
5 |
1 |
0 |
0,051 |
|||||||||
После математической обработки результатов эксперимента получена зависимость эффективности резания алюминиевого сплава от исследуемых параметров:
h ц = 0,535 - 0,84 ⋅ 10 - 2 ⋅γ+ 0,0172 ⋅ Р + 0,4 ⋅ 10 - 4 ⋅γ 2 + 0,64 ⋅ 10 - 2 ⋅ Р 2 - 3,6 ⋅ 10 - 4 ⋅γ⋅ Р , которая позволяет определить зернистость абразива и силу прижатия единичного абразивного зерна Р (нормальную составляющую силы резания).
Эксперимент показал (рис. 5), что глубина царапины при микрорезании возрастает с уменьшением угла заточки индентора и увеличением силы прижатия единичного АЗ к обрабатываемой поверхности. Замечено также, что при резании индентором с острым углом образование царапины происходит за счет микрорезания, а с увеличением угла заточки наблюдается увеличение доли пластического деформирования в объеме контактных взаимодействий.
Аналогичное исследование, проведенное на стальных образцах, и теоретические расчеты [3] показали, что при царапании индентором с углом 60° для образования царапины глубиной 0,01 мм необходима сила 0,4 Н (сталь 45), 0,45 Н (Х18Н10Т) и 0,5 Н (ХН70Ю). При царапании образца из алюминиевого сплава мы наблюдаем образование царапины глубиной на порядок выше.
Следовательно, при обработке алюминиевых сплавов для снятия определенного слоя материала давление в системе должно быть ниже, чем при обработке стальных заготовок. Для уточнения соотношения давления в системе и в зоне обработки при использовании различных составов РС необходимы дополнительные экспериментальные исследования.
В ходе проведенных ранее исследований установлено ориентировочное соотношение величин давления в системе и в зоне обработки для РС, приготовленной на основе каучука СКТ с добавлением мелкодисперсного фторопласта Ф40 и карбида кремния зернистостью F100 в концентрации 60 % [3]. Полученные данные позволяют с учетом этого соотношения построить ориентировочный график зависимости глубины снятого за один цикл (перепрессование РС в прямом и обратном направлении) обработки металла от давления в системе при использовании различного вида абразива (рис. 6). График показывает, что минимальное давление в системе, необходимое для начала обработки с учетом условий обеспечения сдвигового течения РС с указанной концентрацией абразива, должно составлять 4 МПа. Диапазон исследуемых давлений ограничен максимальным давлением, обеспечиваемым гидросистемой установки.
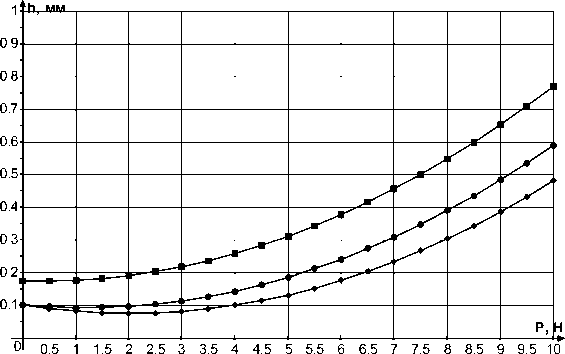
Рис. 5. Зависимость глубины царапины h ц от силы прижатия Р и угла заточки индентора γ: 1 – 60°; 2 – 90°; 3 – 120°
Проведенные расчеты позволяют ориентировочно определить количество циклов обработки необходимых для удаления дефектного слоя с поверхности деталей, изготовленных из алюминиевых сплавов, при обработке различным видом абразива на различных режимах (рис. 7).
В качестве исходных данных для расчетов взята глубина дефектного слоя h = 0,8 и шероховатость Ra = 40 мкм, что соответствует характеристикам поверхностного слоя деталей, изготавливаемых литьем по выплавляемым моделям [19].
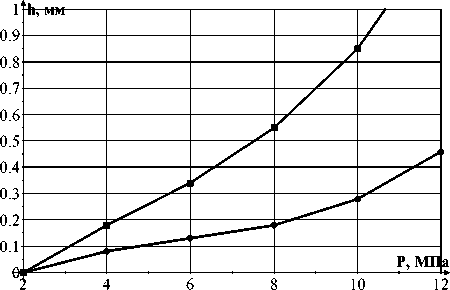
электрокорунд нормальный карбид кремния черный
Рис. 6. Зависимость величины снятого слоя h от управляющего давления в цилиндре на 1 цикл обработки
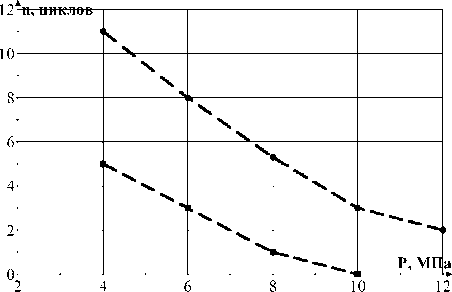
электрокорунд нормальный карбид кремния черный
Рис. 7. Зависимость количества циклов обработки n , необходимых для удаления дефектного слоя от давления масла в управляющем цилиндре
Полученные расчетные данные необходимо подтвердить экспериментальными исследованиями. Необходимо также определить зависимость величины снимаемого за один цикл металла от давления в системе и состава РС (зернистости абразива, концентрации модификатора и рабочих элементов). Проведение подобного исследования необходимо для разработки методики выбора состава РС для различных характеристик поверхностного слоя детали и этапов обработки.
С целью апробации возможности и установления параметров АЭО алюминиевых сплавов проведено исследование влияния состава РС на эффективность обработки.
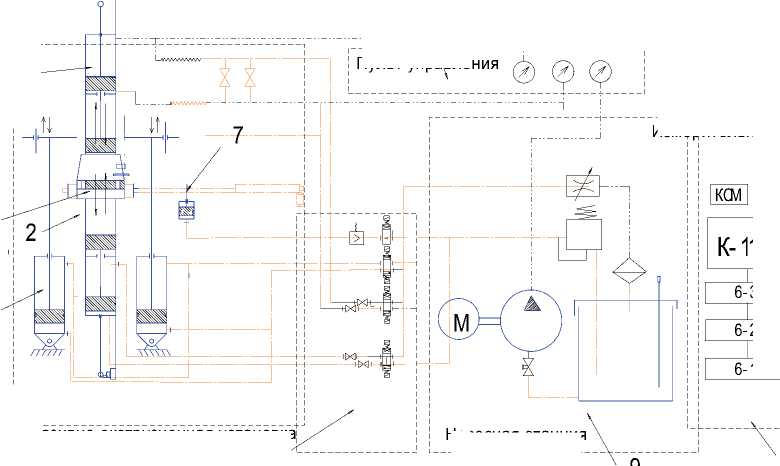
Эксперименты выполнены на установке УЭШ-100. Опытно-промышленная установка двунаправленного действия УЭШ-100 (рис. 8, 9) имеет два гидроцилиндра с рабочими камерами 2 и 5, между которыми устанавливают приспособление 3, обеспечивающее монтаж и герметичное соединение детали (образца) между рабочими камерами.

Рис. 8. Общий вид установки УЭШ-100
Верхний гидроцилиндр 5 прикреплен к траве р се 4, которая посредством встроенных гидроблоков 1 имеет возможность перемещаться вверх и вниз по направ л яющим. Установка имеет гидравлическую 10 и электрическую 6 систему управления. Управление возможно в ручном и автоматическом режимах.
Гидравлическая система обеспечивает создание давления масла насосной станцией от 9 до 12 МПа и дистанционную подачу масла в гидроцилин д ры через трубопроводы от гидрозолотников, а электрическая систе м а позволяет управлять элементами гидросистемы и контролировать их срабатывание (включение и выключение н асосной станции, гидр о золотников, конечны х выключателей и др.). Параметры системы контролируют по манометрам, контрольным лампам на панели пу л ьта управления 6 с записью параметров на осциллогр а ф К-115 и самопишущие прибор ы системы измерения 8.
Образцы изготовлены из алюмин и евого сплава АМг6 после фрезерования с шероховатостью пов е рхности Ra = 6,3 мкм. Режимы обработки: управляющее д авление масла в системе Р = 10 МПа; количество циклов n = 10. РС приготовле н а на основе каучука синтетического термостойкого высокомолекулярного СКТ (ТУ 38.103694-89) с добавлением 12 % мелкодисперсного фторопласта Ф40 (ТУ 301-05-17) и карбида кремния ч е рного марки 54С с варьированием зернистости и концентрации абразива с реализацией плана Коно m = 2.
Пульт упр
Измерительный ком п лекс
3ZZ
2 zz
Абразивно-экструзионная установка
Насосная станция
УЭШ-100
Шкаф управления
Рис. 9. Схема функциональная установки УЭШ-100
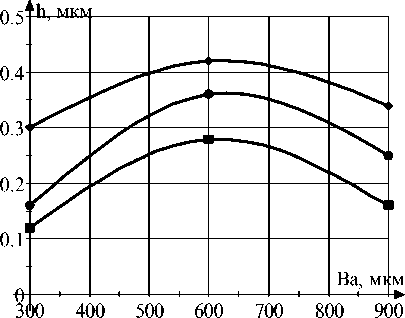
В результате эксперимента было выявлено, что с возрастанием концентрации абразива в РС растет интенсивность съема металла с поверхности (рис. 10, 11).
Увеличение концентрации рабочих частиц приводит к увеличению жесткости РС, и соответственно, к увеличению нормальных напряжений, усилив а ющих прижатие активного зерна к поверхности при постоянном давлении в системе [20]. Помимо этого увеличивается количество активных АЗ – зерен, находящихся в зоне контакта с обрабатыв а емой поверхностью и производя щ их резание. Соответственно, увеличивается производительность снятия материала с поверхности.
Ka = 50%
Ka = 65%
Ka = 80%
^^^^^^^я Ka = 50%
^^я ^^ Ka = 65%
Ka = 80%
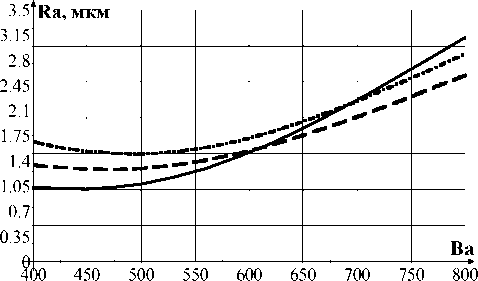
Рис. 11. Зависимость шероховатости Ra от состава РС (зернистости абразива Ва и его концентрации Kа )
Рис. 10. Зависимость интенсивности съема металла по высоте h при АЭО от состава РС (зернистости абразива Ва и его концентрации Kа )
Увеличение зернистости абразива первоначально также приводит к по в ышению интенсивности съема металла. При этом максимальный съем происходит при использовании абразива зернистостью F36. При дальнейшем увеличении зернистости происходит снижение производительности обработки, так как уменьшается площадь контакта единичного зерна с обрабатываемой поверхностью и количество активных зерен в зоне обработки, что обусловлено формой к ристаллов карбокорунда, имеющего небольшое количество режущих кромок (рис. 12). При этом наиболее интенсивный съем металла наблюдается на первых циклах обработки вследствие ударнодинамического характера перемещения зерна между выступами шероховатости, что у в еличивает скорость их перемещения вдоль обрабатываемой поверхности [3]. После у даления м и кронеровностей начинает формироваться направленная шероховатость.
При использовании шлифовального зерна в качестве рабочих элементов и высоком давлении в системе наблюдается увеличение шероховатости с увеличением зернистости и кон ц ентрации абразива в РС. На поверхности образцов после обработки при максимальных значениях факторов наблюдаются царапины и следы внедрения отдельных абразивных зерен (рис. 13). Поэтому при обработке мягких металлов необходимо ограничить концентрацию абразива в РС и использовать шлифпорошки на последних этапах обработки, что позволит исключить возникновение новых царапин после удаления дефектного слоя sY .

Рис. 12. РС на основе СКТ и карбида кремния черного. Увеличение ×40
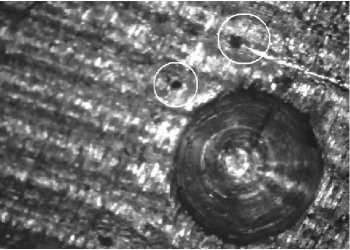
Рис. 13. Следы внедрения отдельных абразивных зерен (отмечены окружностями) в поверхность алюминиевого образца при АЭО. Увеличение ×40
Проведенные исследования позволяют сделать с л едующие выводы:
-
1) при обработке алюминиевых сплавов для уд а ления дефектного сло я необходимо использовать абразив с углами при вершине микровыступ о в менее 90°, что хара к терно, например, для
электрокорунда, а для уменьшения шероховатости поверхности – с углами 90…120° (например, карбид кремния) при силе прижатия единичного АЗ в диапазоне 0,02…0,04 Н, что позволит реализовать пластическое деформирование абразивной обработкой без удаления слоя материала;
-
2) на черновых операциях обработки для снятия основных гребешков микронеровностей после фрезерования, а также удаления дефектного слоя (на заготовках после фрезерования) возможно использование крупнозернистого абразива на умеренных режимах (давление 4…6 МПа). На последующих стадиях обработки зернистость абразива рекомендуется снижать и использовать шлифпорошки и микрошлифпорошки;
-
3) на заключительных стадиях обработки материалов с поверхностной твердостью до 65 НВ необходимо ограничивать содержание абразива в РС пятьюдесятью процентами, так как опыт приготовления РС показывает, что практически невозможно получить высокую концентрацию при использовании мелкозерного абразива (шлифпорошков и микрошлифпорошков). Увеличение концентрации абразива приводит к дополнительному увеличению давления в зоне обработки и вероятности появления дополнительных царапин на поверхности с уже удаленным дефектным слоем.
В настоящее время нами проводятся экспериментальные работы с целью уточнения зависимости сил прижатия АЗ от состава РС и режимов обработки, что позволит при разработке технологии АЭО деталей из алюминиевых сплавов выбирать значения давления в гидросистеме промышленной установки.
Список литературы Абразивно-экструзионная обработка алюминиевых сплавов
- Левко, В.А. Абразивно-экструзионная обработка: современный уровень и теоретические основы процесса: моногр./В.А. Левко; Сиб. гос. аэрокосм. ун-т. -Красноярск, 2007. -228 с.
- Основы расчета и конструирования деталей и механизмов летательных аппаратов: учеб. пособие для втузов/Н.А. Алексеева, Л.А. Бонч-Осмоловский, В.В. Волгин и др.; под ред. В.Н. Кестельмана, Г.И. Рощина. -М.: Машиностроение, 1989. -456 с.
- Сысоев, С.К. Экструзионное хонингование деталей летательных аппаратов: теория, исследования, практика: моногр./С.К. Сысоев, А.С. Сысоев; Сиб. гос. аэрокосм. ун-т. -Красноярск, 2005. -220 с.
- Chokkalingam, B. Analysis of casting defect through defect diagnostic study approach/B. Chokkalingam, S.S. Mohamed Nazirudeen//Journal of Engineering Annals of Faculty of Engineering Hunedoara. -2009. -Vol. 2. -P. 209-212.
- Гахун, Г.Г. Конструкция и проектирование жидкостных ракетных двигателей: учеб. для студентов вузов по специальности «Авиационные двигатели и энергетические установки»/Г.Г. Гахун, В.И. Баулин, В.А. Володин и др.; под общ. ред. Г.Г. Гахуна. -М.: Машиностроение, 1989. -424 с.
- Исследование, разработка и внедрение технологии и оборудования для экструзионного шлифования и полирования сложных каналов в крупногабаритных деталях от 200 до 600 мм (детали типа направляющий аппарат, крыльчатка и др.): отчет о НИР: 0-629-84/рук. С.К. Сысоев; испол.: В.А. Левко, М.А. Лубнин, Д.Б. Скороделов и др. -Красноярск, 1986. -392 с. -Рег. № 01850028567.
- Pat. 3521412 US, ISC B24B 1/00, 19/00. Method of honing by extruding/R.W. McCarty; 05.11.1965; 21.07.1970.
- Pat. US2006205329 US, Method and apparatus for abrading the region of intersection between a branch outlet and a passageway in a body/L.J. Rhoades (US); 14.09.2006; 27.02.2007.
- Pat. 105043 SG ISC B24C 3/00, 3/02, 3/04,7/00, 9/00. Abrasive flow machining apparatus, method and system/Y.M. Wan; 20.02.2009; 27.08.2009.
- Cherian, J. Advances in abrasive flow machining: an overview/J. Cherian, J. Missac//International Journal Metallurgical & Materials Science and Engineering (IJMMSE). -2014. -Vol. 4. -Iss. 1. -P. 15-24.
- Fang, L. Movement patterns of ellipsoidal particle in abrasive flow machining/L. Fang, J. Zhao, B. Li, K. Sun//Journal of Materials Processing Technology. -2009. -Vol. 209, no. 20. -P. 6048-6056.
- Левко, В.А. Особенности реологии рабочей среды при абразивно-экструзионной обработке/В.А. Левко//Вестник Сибир. гос. аэрокосм. ун-та им. акад. М.Ф. Решетнева. -2005. -№ 4. -С. 96-100.
- Снетков, П.А. Экспериментальное определение коэффициентов вязкости, упругости и пластичности рабочей среды при абразивно-экструзионной обработке/П.А. Снетков, В.А. Левко, Е.Б. Пшенко, М.А. Лубнин//Вестник Сибир. гос. аэрокосм. ун-та им. акад. М.Ф. Решетнева. -2009. -№ 4. -С. 134-138.
- Agrawal, A. Experimental determination of viscosity of abrasive flow machining media/A. Agrawal, V.K. Jain, K. Muralidhar//International Journal of Manufacturing Technology and Management. -2005. -Vol. 7, no. 2-4. -P. 142-156.
- Gorana, V.K. Forces prediction during material deformation in abrasive flow machining/V.K. Gorana, V.K. Jain, G.K. Lal//Wear. -2006. -Vol. 260. -P. 128-139.
- Левко, В.А. Контактные процессы при абразивно-экструзионной обработке/В.А. Левко//Металлообработка. -2008. -№ 3 (45). -С. 19-23.
- Anderson, D. Experimental and numerical investigations of single abrasive-grain cutting/D. Anderson, A. Warkentin, R. Bauer//International Journal of Machine Tools and Manufacture. -2011. -Vol. 51, no. 12. -P. 898-910.
- Ефимова, Т.С. Экспериментальное определение геометрических параметров единичной абразивной режущей кромки/Т.С. Ефимова, В.В. Федотов//Труды IV Всерос. конф.-семинара «Научно-техническое творчество: проблемы и перспективы», Сызрань 22 мая 2009 г. -Самара: Изд-во Самар. гос. техн. ун-та, 2009.
- Sysoeva, L.P. Surface-stress reduction in channels after electrospark machining by abrasion and extrusion/L.P. Sysoeva, A.S. Sysoev//Russian Engineering Research. -2013. -Т. 33. № 1. -С. 51-52.
- Левко, В.А. Влияние состава рабочей среды на технологические режимы абразивно-экструзионной обработки сложнопрофильных деталей/В.А. Левко, Е.Б. Пшенко//Вестник Сибир. гос. аэрокосм. ун-та им. акад. М.Ф. Решетнева. -2006. -№ 4. -С. 64-68.
