Абразивно-экструзионная обработка и силы прикладываемые к заготовке

Автор: Литвиненко Д.С.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 1-2 (29), 2019 года.
Бесплатный доступ
В данной работе рассмотрены механизм взаимодействия абразивных зерен с обрабатываемой поверхностью заготовки. По схожим свойствам абразивно-экструзионной обработки (АЭО) и шлифованием абразивным кругом определены некоторые свойства АЭО позволяющие оценить ряд величин. В результате работы выведена формула для определения силы, действующей на обрабатываемую со стороны абразивной смеси в зависимости от свойств рабочей среды и физических свойств материала заготовки.
Абразивно-экструзионная обработка, силы взаимодействия, усилия, активные абразивные зерна
Короткий адрес: https://sciup.org/140284779
IDR: 140284779
Abrasive flow machining and forces applied to the machined surfaces
This paper discusses the mechanism of interaction of abrasive grains with the workpiece surface. According to similar properties of abrasive-extrusion processing (AEO) and grinding with an abrasive wheel, some properties of AEO are defined, which allow to evaluate a number of values. As a result of the work, a formula for determining the force acting on the abrasive mixture to be processed depending on the properties of the working environment and the physical properties of the workpiece material is derived.
Текст научной статьи Абразивно-экструзионная обработка и силы прикладываемые к заготовке
На сегодняшний день для решения данной задачи проводится масса исследований, ведутся разработки режимов обработки, механизмов, позволяющих эффективно обрабатывать внутренние поверхности волноводных каналов. Одним из перспективных методов является метод абразивно-экструзионной обработки, при котором обработка внутренних поверхностей производится густой абразивной средой, продавливаемой через полости образованных обрабатываемыми поверхностями. В данном методе абразивная среда имеет высокую вязкость. Давление, с которым цилиндры продавливают данную смесь через волноводы, может достигать предельных допустимых значений, что часто приводит к разрыву волноводов.
Количество активных зерен при абразивно-экструзионной обработке можно оценить аналитически в зависимости от параметров процесса обработки. Активные зерна - это частицы абразивной смеси, непосредственно вступающие в контакт с обрабатываемой поверхностью. Распределение активных абразивных зерен в рабочей среде абразивноэкструзионной обработке можно сравнить с распределением на абразивном шлифовальном круге. Разница лишь в том, что шлифовальный круг представляет собой твердое тело, в то время как, при АЭО абразивные зерна находятся в вязко-эластичном полимере. Из этого вытекает следующее:
-
• не происходит износа абразивных зерен и отсутствует относительное смещение зерен в вязко-эластичной среде, особенно, в зоне обработки.
-
• каждое зерно абразивной смеси имеет только одну режущую кромку, имеет малые размеры;
-
• число абразивных зерен одинаково в любом сечении абразивной
среды, имеющих равную площадь;
-
• активные абразивные зерна находятся в контакте с обрабатываемой
поверхностью под давлением равным напряжению текучести материала заготовки;
в итоге, глубина внедрения абразивных зерен в материал обрабатываемой заготовки происходит на глубину h3 при этом значение данной величины распределяется от нуля до значения у, где d3-средний диаметр абразивных зерен. Глубину внедрения можно оценить по формуле:
Й з
2-n-S*
йз где йз-глубина внедрения; п-число абразивных зерен на единицу площади; S- площадь внутренней поверхности обрабатываемой заготовки.
Зная значение глубины, на которую абразивные зерна вдавливаются в поверхность заготовки, можно оценить силу, с которой абразивная смесь воздействует на поверхности обрабатываемой заготовки. Значение полная величина силы воздействия Fn является суммой сил воздействия каждого абразивного зерна т.е.:
Fn = SU Fi; (2)
где F i сила воздействия одного абразивного зерна на поверхность заготовки. С учетом количества активных абразивных зерен силу Fn можно теоретически оценить по формуле[2]:
F n =1-7T-d 3 -o--^ 3 -n2; (3)
где d3-диаметр абразивного зерна, ц-напряжение текучести материала заготовки, h3- глубина с которой активные абразивные зерна продавливаются в материал обрабатываемого участка заготовки, п -количество активных абразивных зерен.
Направление потока
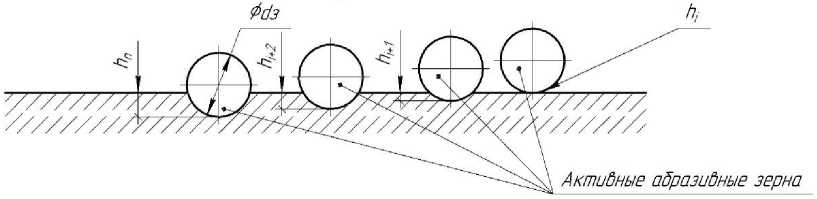
Рисунок 1 – Активные абразивные зерна при АЭО
Для упрощения подсчета числа активных абразивных зерен следует воспользоваться следующей теоретической формулой:
n = m^S, (4)
где ^v -отношение объема абразива к полному объему рабочей среды. Учитывая выражение (1) и выражение (4) формула (3) приобретает вид:
F = 1 • я • d3 • а —^з— • ^у 2 • S2;
п 4 3 2-^vS 2
F n = 1 • я • d32 • а • ^; (5)
Выражение (5) показывает зависимость силы воздействия абразивной среды на стенки обрабатываемой детали при абразивно-экструзионной обработке от диаметра абразивного зерна, от доли объема абразивного зерна в рабочей смеси и напряжение текучести материала заготовки. То есть для оценки данной величины необходимо знать состав рабочей среды и физические свойства материала заготовки.
Подводя итоги следует отметить, что данный подход позволяет избежать необходимости моделирования процесса абразивноэкструзионной обработки с целью узнать воздействия на стенки заготовки, что несомненно важно при изготовлении тонкостенных изделий таких как волновод, где толщина стенок составляет 1мм. Данный подход также становится очередным шагом на пути к созданию методик определения режимов обработки АЭО и отработке технологии.
Список литературы Абразивно-экструзионная обработка и силы прикладываемые к заготовке
- Tanaka Y, Ikawa N (1966) Cutting mechanism of the bronze-bonded diamond wheel. Ann CIRP XIII:433-440
- V. K. Gorana. V. K. Jain. G. K. Lal Prediction of surface roughness during abrasive flow machining Int J Adv Manuf Technol (2006) 31: 258-267
- Malkin S (1989) Grinding technology-Theory and application of machining with abrasives. Wiley, New York
- Левко В. А. Модель течения рабочей среды при абразивно-экструзионной обработке тонких осесимметричных каналов большой длины // Вестник ЧГПУ. Механика предельного состояния. 2008. № 2. С. 85-94.
- Виноградов Г. В., Малкин А. Я. Реология полимеров. М.: Химия, 1977. 438 с.
