Абразивно-струйная обработка крупногабаритных заготовок

Автор: Бочкарев Петр Юрьевич, Захаров Олег Владимирович, Скляров Игорь Анатольевич
Рубрика: Технология
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Абразивно-струйная обработка крупногабаритных заготовок, особенно внутренних или фасонных поверхностей, имеет ряд технологических сложностей. В первую очередь, это связано с труднодоступностью зоны обработки и обеспечением высокой производительности. Обоснован новый способ абразивно-струйной обработки, отличающийся тем, что формирование абразивной смеси происходит непосредственно в зоне обработки. Такое решение позволяет создать герметичную зону, тем самым снижает расход абразива и повышает производительность. Эффективной областью применения разработанного способа будет обработка внутренних поверхностей трубных заготовок большого диаметра. Данная технология нашла применение для очистки внутренних поверхностей газопроводов для последующего диагностирования дефектов.
Абразивно-струйная обработка, крупногабаритные заготовки, обработка внутренних поверхностей
Короткий адрес: https://sciup.org/147151699
IDR: 147151699 | УДК: 621.923
Abrasive blasting of the large workpieces
Abrasive blasting of the large workpieces, particularly internal or shaped surfaces, has a number of technological difficulties. Primarily, this is due to the inaccessibility of the treatment area and not ensure high performance. Scientific substantiation a new method for abrasive blasting, characterized in that the formation of the abrasive mixture occurs directly in the processing zone. This solution allows you to create a sealed area, thereby reducing the abrasive consumption and improves performance. The effective area of application of the developed method is the machining for large diameter of internal surfaces of pipe billets. This technology has been applied to clean the inside surfaces of the pipeline for later diagnosis of defects.
Текст научной статьи Абразивно-струйная обработка крупногабаритных заготовок
Обработка внутренних цилиндрических поверхностей имеет ряд сложностей, связанных с ограниченным доступом в зону обработки, а также с обеспечением высокой производительности и экономичности. Детали, к которым предъявляются высокие требования по качеству поверхности, в первую очередь содержат поверхности, работающие в условиях трения скольжения или качения – детали двигателя автомобиля, подшипники и др. [1–7]. Примером крупногабаритных деталей выступают трубные заготовки различного целевого назначения. В частности, нефтяные и газовые трубопроводы требуют высокого качества поверхности под нанесение антикоррозионных покрытий или проведения диагностики внутренних дефектов.
В настоящее время окончательная обработка преимущественно производится с применением абразивных инструментов или сред. К методам обработки деталей свободным абразивом относят: вибрационную обработку, центробежно-ротационную обработку, струйно-абразивную обработку, турбоабразивную обработку, обработку свободным абразивом, уплотненным инерционными силами, магнитно-абразивное полирование и галтовку. Классифицировать методы обработки свободными абразивами в зависимости от технологических параметров можно по ряду признаков: типу абразивной среды, необходимости закрепления заготовок, главному движению, количеству одновременно обрабатываемых заготовок, характеру воздействия инструмента, направлению следов обработки [8].
Способ объемной центробежно-ротационной обработки [9–11] заключается в том, что гранулированная обрабатывающая среда и заготовки приводятся во вращение вокруг вертикальной оси таким образом, что приобретают форму тора, в котором частицы движутся по спиральным траекториям. Обрабатываемые заготовки загружаются в рабочую камеру «в навал» и перемещаются вместе с рабочей средой. Съем металла осуществляется за счет относительного перемещения и взаимодействия абразивных гранул и заготовок, смачиваемых жидкостью, непрерывно подаваемой в рабочую камеру.
Одним из перспективных является метод струйно-абразивной обработки, сущность которого заключается в использовании эффекта удара частиц обрабатывающего материала об обрабатываемую поверхность [12–15]. Физическая картина процесса аналогична изнашиванию материалов, находящихся под действием потока частиц. Кроме съема металла с поверхности наблюдается ее упрочнение и изменение микрогеометрии, а в тонких поверхностных слоях возникают остаточные напряжения сжатия. Другая разновидность метода – турбоабразивная обработка основана на использовании техники псевдоожижения сыпучих материалов и заключается в создании абра- зивного кипящего (псевдоожиженного) слоя, в который помещают обрабатываемую деталь, задавая в зависимости от ее формы различные виды движения.
Методы обработки свободными абразивами имеют общие особенности, основные из которых следующие:
-
1) отсутствие жесткой кинематической связи инструмента и заготовки;
-
2) низкотемпературный характер обработки;
-
3) возможность обработки заготовок сложной формы;
-
4) «безразмерный» характер обработки;
-
5) повышение микротвердости поверхностного слоя после обработки.
Абразивно-струйная обработка не имеет альтернативы при обработке внутренних поверхностей или фасонных поверхностей с труднодоступными элементами. В этом случае данный метод абразивной обработки становится хорошей заменой шлифованию, хонингованию или суперфинишированию [16, 17].
На основании проведенного анализа поставлена задача – повышение производительности и экономичности абразивно-струйной обработки внутренних цилиндрических поверхностей крупногабаритных заготовок.
1. Схема абразивно-струйной обработки
Практическое применение получили несколько схем абразивно-струйной обработки. Известен способ и реализующее его устройство для обработки деталей в псевдоожиженном слое абразива [18]. Данный способ предназначен для обработки деталей типа колец подшипников в закрытой рабочей камере с абразивной средой, в которую подается сжатый воздух через сопла в роликах с отверстиями. Способ не может быть напрямую использован для обработки внутренних поверхностей, так как реализуется только для обработки наружных поверхностей изделий. Другой разновидностью способа является камерная обработка свободным абразивом [19].
На практике используются способ и реализующая его установка для струйной обработки внутренней поверхности трубных заготовок [20]. Для этого создают накопительно-расходный узел, содержащий два отдельно расположенных бункера со встроенными внутри струйными аппаратами, и система трубопроводов рабочего тела, к которым последовательно прикрепляют обрабатываемые заготовки. В бункерах формируется абразивно-воздушная смесь, которая затем циркулирует внутри обрабатываемых изделий и отводится через систему трубопроводов. Недостатками данного способа являются невозможность его использования для обработки крупногабаритных изделий или магистральных трубопроводов, а также сложность конструктивной реализации.
Другой известный способ абразивно-струйной очистки поверхностей металлов [21] включает подачу сжатого воздуха под давлением, образование абразивно-воздушной смеси, подачу ее в сопло для ускорения и выброса на обрабатываемую поверхность. Отличительная особенность способа заключается в добавлении азота в воздушную смесь перед образованием абразивновоздушной смеси. Недостаток указанного способа при обработке внутренних поверхностей связан с невысокой производительностью за счет использования одного сопла для подачи сжатого воздуха и его ручного перемещения вдоль обрабатываемой поверхности. Также недостатком является высокая стоимость реализации способа, так как требуется камера закрытого типа с рециркуляцией воздуха и баллоны с газообразным азотом. Присутствие оператора в зоне обработки не в полной мере удовлетворяет требованиям экологической безопасности.
Для повышения производительности и экономичности абразивно-струйной обработки внутренних цилиндрических поверхностей крупногабаритных заготовок обоснована новая схема. Ее отличительная особенность заключается в том, что внутри обрабатываемой цилиндрической поверхности на части заготовки 1 создают герметичную рабочую зону посредством двух заслонок 2, внутрь которой помещают абразивный материал, а подачу сжатого воздуха осуществляют через сопла 3 (рис. 1). Образующаяся абразивно-воздушная смесь 4 постоянно циркулирует внутри рабочей зоны и производит обработку поверхности заготовки 1. Клапан для отвода воздуха из закрытой полости условно не показан. Таким образом обеспечиваются нормы экологической безопасности, так как оператор не находится непосредственно в зоне обработки.
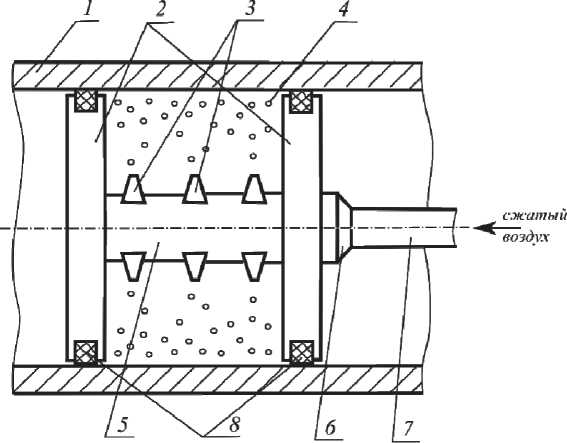
Рис. 1. Принципиальная схема обработки: 1 – заготовка, 2 – заслонки, 3 – сопла, 4 – абразивно-воздушная смесь, 5 – стержень, 6 – штуцер, 7 – шланг, 8 – уплотнения
Для обеспечения постоянной циркуляции абразивно-воздушной смеси 4 сопла 3 располагают симметрично по центру рабочей зоны. Сжатый воздух в рабочую зону подают через одну из заслонок 2 под давлением через стержень 5, штуцер 6 и шланг 7. Величину давления сжатого воздуха выбирают в зависимости от диаметра обрабатываемой поверхности и т ребуемой производительности обработки из диапазона 3–10 ат. Циркуляция абразивно-возду ш ной смеси 4 внутри герметичной рабочей зоны, возможность изменения давления и применен и е нескольких сопел 3 для подачи сжатого воздуха под давлением способ с твуют повышению производительности обработки.
Важная особенность способа также заключается в том, что образование абразивно-воздушной смеси 4 осуществляют непосредственно в рабочей зоне обработки путем смешивания абразивного материала и сжатого воздуха, тем самым предохраняя от изнашивания элементы пескоструйной установки и обеспечивая экономичность обработки.
Обработку протяженных цилиндрических пове р хностей по всей длине, например, магистральных трубопроводов выполняют перемещением герметичной рабочей зоны вдоль обрабатываемой поверхности.
Герметичная рабочая зона образуется конструк т ивно двумя заслонка м и 2 круглой формы, например, жестко насаженными на полый стержень 5. Сжатый воздух подают под давлением от источника энергии через стержень 5 и одну из заслонок 2. Для обеспечения герметичности рабочей зоны заслонки круглой формы снабжают уплотн е ниями 8 по периферии.
Технический результат предложенного решения заключается в повышении производительности и экономичности обработки внутренних цили н дрических поверхностей крупногабаритных заготовок за счет создания герметичной рабочей зо н ы, в которой постоянно циркулирует абразивно-воздушная смесь.
2. Экспериментальная проверка нового способа обработки
Предложенная схема абразивно-струйной обработки и реализующее ее устройство прошли экспериментальную проверку в производственны х условиях ОАО «Ор г энергогаз». Диаметр обрабатываемой трубы 200 мм. Исследования показали, что происходит не только уменьшение шероховатости поверхности, но и упрочнение поверхностных слоев. При этом ряд с к рытых дефектов в поверхностных слоях лучше обнаруживается ультразвуковым методом.
Основная проблема при реализации рассмотренной схемы обработки – обеспечение заданного объема снимаемого материала в единицу времени. Варьируемыми параметрами, помимо времени обработки, являются давление воздуха и характеристики абразивного материала. Для науч- но обоснованного выбора значений данных параметров необходимо создать физическую модель процесса абразивной обработки. Применяемый абразивный материал – электрокорунд зернистости 40 – обеспечил снятие необходимого припуска.
Для анализа физической картины абразивно-струйной обработки по новой схеме предлагается следующая феноменологическая модель. Абразивные зерна под действием струи сжатого воздуха ударяются об обрабатываемую поверхность, вследствие чего происходит съем металла. При этом возможны следующие варианты: а) частица внедряется под острым углом в материал; б) частица скользит вдоль поверхности и срезает микростружку; в) частица ударяется о другую частицу и передает ей часть энергии; г) частица, ударяя другую частицу, придает ей вращение вокруг центра масс.
Исследование приведенных вариантов взаимодействия абразивных частиц друг с другом и с обрабатываемой поверхностью позволяет сделать вывод, что эффективный съем металла происходит в вариантах б) и г). Реализовать эти варианты возможно за счет создания кругового вращения абразивно-воздушной смеси внутри обрабатываемой поверхности заготовки. Для этого следует решить аэродинамическую задачу, определив оптимальное расположение сопел, подающих воздух.
Выводы
-
1. Обоснована новая схема абразивно-струйной обработки для внутренних поверхностей крупногабаритных заготовок, позволяющая повысить производительность и уменьшить расход абразива.
-
2. Предложенная схема обработки и реализующее ее устройство отличаются от известных тем, что создается герметичная рабочая зона, в которой формируется и затем постоянно циркулирует абразивно-воздушная смесь.
-
3. Получение необходимых значений съема припуска и шероховатости обработанной поверхности обеспечивается подбором давления воздуха, времени обработки и количеством и конструктивным расположением сопел в устройстве.
-
4. Проведенные экспериментальные исследования подтвердили эффективность новой схемы абразивно-струйной обработки для очистки внутренних поверхностей труб газопровода.
-
5. Разработанная схема абразивно-струйной обработки в дальнейшем может найти применение для фасонных поверхностей.
Работа выполнена при финансовой поддержке ФЦП (проект № 2014-14-576-0050-065), госза-дания Минобрнауки России (контракт № 9.896.2014/K) и гранта Президента РФ (МД-1377.2014.8).
Список литературы Абразивно-струйная обработка крупногабаритных заготовок
- Виноградов, А.Н. Научные основы повышения некоторых эксплуатационных характеристик трибосопряжений автомобильной техники/А.Н. Виноградов//Вестник Саратов. гос. техн. ун-та. -2004. -Т. 1, № 1 (2). -С. 60-65.
- Korolev, A.V. Automatic superfinishing system//Russian Engineering Research/A.V. Korolev, I.G. Ivanov, M.K. Reshetnikov. -2011. -Vol. 31, no. 11. -P. 1137-1138.
- Korolev, A.V. High-efficiency automated line for precise cold rolling of bearing rings/A.V. Korolev, A.A. Korolev, A.N. Vasin//Russian Engineering Research. -2010. -Vol. 30, no 7. -P. 751-752.
- Korolev, A.V. Roller bearings with rational working surfaces and their manufacture. Russian Engineering Research/A.V. Korolev, A.A. Korolev, A.N. Vasin. -2010. -Vol. 30, no. 8. -P. 847-849.
- Оценка качества методов обработки ППД без применения смазочно-охлаждающих жидкостей/Н.М. Бобровский, С.И. Барабанов, Н.Н. Максименко, И.Н. Бобровский//Изв. Самар. науч. центра Рос. акад. наук. -2008. -№ 6. -С. 37.
- Технологическое обеспечение трибологических свойств сальниковых шеек деталей машин/И.Н. Бобровский, П.А. Мельников, Н.М. Бобровский и др.//Изв. Самар. науч. центра Рос. акад. наук. -2012. -Т. 14, № 1-2. -С. 340-343.
- Технологическое обеспечение шероховатости при подготовке поверхностей деталей для восстановления/В.З. Зверовщиков, А.Е. Зверовщиков, Ю.И. Просвирнин, Е.В. Зотов//Ремонт, восстановление, модернизация. -2011. -№ 6. -С. 42-47.
- Мартынов, А.Н. Основы метода обработки деталей свободным абразивом, уплотненным инерционными силами/А.Н. Мартынов. -Саратов: Изд-во Саратовского ун-та, 1981. -218 с.
- Korolev, A.V. The cutting energy and the rate of removal of the margin in abrasive superfinishing/A.V. Korolev, A.A. Korolev, A.N. Tyurin//Russian Engineering Research. -2009. -Vol. 29, no. 5. -P. 477-479.
- Korolev, A.V. Probabilistic calculation of the stress within binder bridges in abrasives tools/A.V. Korolev, A.A. Korolev, A.N. Tyurin//Russian Engineering Research. -2009. -Vol. 29, no. 1. -P. 55-60.
- Зверовщиков, В.З. Повышение эффективности объемной центробежной отделочно-упрочняющей обработки деталей в контейнерах с планетарным вращением/В.З. Зверовщиков, А.Е. Зверовщиков, Е.А. Зверовщиков//Упрочняющие технологии и покрытия. -2007. -№ 12. -С. 3-7.
- Тамаркин, М.А. Повышение эффективности технологических процессов гидроабразивной обработки/М.А. Тамаркин, Э.Э. Тищенко, А.А. Тихонов//Автоматизация и современные технологии. -2013. -№ 4. -С. 35-43.
- Тамаркин, М.А. Оптимизация технологических процессов вибрационной отделочно-упрочняющей обработки/М.А. Тамаркин, М.В. Сухов, Э.Э. Тищенко//Автоматизация и современные технологии. -2007. -№ 2. -С. 38-43.
- Tamarkin, M.A. Metal removal in the abrasive machining of complex surfaces/M.A. Tamarkin, E.E. Tishchenko, O.A. Rozhnenko//Russian Engineering Research. -2013. -Vol. 33, no. 5. -P. 302-305.
- Tamarkin, M.A. Surface-layer quality in shot treatment/M.A. Tamarkin, E.E. Tishchenko, V.G. Lebedenko//Russian Engineering Research. -2010. -Vol. 30, no. 2. -P. 144-148.
- More effective centrifugal-rotary machining in an abrasive medium/M.A. Tamarkin, E.E. Ti-shchenko, Yu.V. Korol'kov, O.A. Rozhnenko//Russian Engineering Research. -2009. -Vol. 29, no. 5. -P. 518-521.
- Tamarkin, M.A. The optimization of technological processes of details processing by free abrasives/M.A. Tamarkin//Key Engineering Materials. -2005. -Vol. 291-292. -P. 319-322.
- Пат. 2210484 Российская Федерация. МПК B24В31/10, В24С3/12. Устройство для обработки деталей в псевдоожиженном слое абразива/П.Ю. Бочкарев, С.П. Еретин, В.М. Чистяков; опубл. 20.08.2003.
- Пат. 2302940 Российская Федерация. МПК B24B31/00. Способ камерной абразивной обработки и устройство для его осуществления/В.З. Зверовщиков, А.Е. Зверовщиков, Е.А. Зверовщиков; опубл.18.01.2006.
- Пат. 2353506 Российская Федерация. МПК B24C1/00, В 24 С 3/06. Способ очистки и упрочнения труб магистральных нефтегазовых трубопроводов/В.П. Кузнецов; опубл. 20.10.2008.
- Пат. 2463152 Российская Федерация. МПК B24C1/00. Способ абразивно-струйной очистки поверхностей металлов/А.В. Бобренко, А.Н. Солопов; опубл. 27.06.2012.
