Алгоритмизация технологических процессов в организации производства гнутолистовых профилей в целях совершенствования управленческих процедур

Автор: Кулаков В.Г., Махитько В.П., Антипова И.В., Фдоров А.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.13, 2011 года.
Бесплатный доступ
Авторы представляют разработку рекомендаций по совершенствованию организации производства гнутолистовых профилей; разрабатывают технологические требования к конструкции деталей, которые изготавливаются методом интенсивного деформирования; формируют математические модели разбиения сечений профилей для реализации способа интенсивного формообразования в положении нейтрального слоя с использованием теоремы Ильюшина и др.
Организация производства, гнутолистовые профили, конструкция, метод интенсивного деформирования, математические модели, теорема ильюшина
Короткий адрес: https://sciup.org/148200143
IDR: 148200143 | УДК: 621.981.1:629.73.002.2
Algorithmization of technological processes in the organization of manufacture bent of structures with a view of perfection of administrative procedures
Authors represent development of recommendations on perfection of the organization of manufacture гнутолистовых structures; develop technology requirements to a design of details which are made by a method of intensive deformation; form mathematical models of splitting of sections of structures for realization of a way intensive формообразования in position of a neutral layer with use of the theorem of Ilyushin, etc.
Текст научной статьи Алгоритмизация технологических процессов в организации производства гнутолистовых профилей в целях совершенствования управленческих процедур
Фёдоров Александр Александрович, кандидат технических наук, заместитель директора.
изложенными в ЕСТД и ЕСКД, предъявляемыми к конструкции изделия с учетом особенности процесса формообразования, а также согласовывать с конструкторами.
Значения параметров зоны сгиба профилей рекомендуется назначать по экспериментальным зависимостям в соответствии с руководящими материалами исходя из пластических характеристик материала.
Ниже перечислены общие технологические требования к конструкции деталей, подлежащих изготовлению методом интенсивного деформирования:
-
1. Механические свойства листового материала должны обладать временным сопротивлением разрыву до 390 МПа, относительное удлинение должно быть не менее 6%;
-
2. следует стремиться к снижению металлоемкости конструкции детали, за счет применения ребер жесткости, отбортовок и т.п.;
-
3. стремиться уменьшать ассортимент применяемых толщин листового материала (предпочтительный ряд толщин: 0.6, 0.8, 1.2, 1.5, 1.8, 2.0, 2.5 мм);
-
4. обязательно учитывать, что конструкция профиля открытого типа более предпочтительна, чем конструкция профиля закрытого и полузакрытого типов;
-
5. допуски на размеры поперечного сечения профилируемых деталей должны соответствовать точности процесса профилирования (10-14-й ква-литет). Допуск на длину детали нецелесообразно назначать менее +2мм;
-
6. желательно избегать сложных конфигураций перфорированных отверстий с узкими и длинными вырезами (b > 2s);
-
7. расстояние между перфорированными отверстиями должно быть в пределах (2-3)s;
-
8. расстояние от края перфорированного отверстия до края профилируемой полосы не должно быть менее (3-5)s;
-
9. суммарная площадь перфорированных отверстий в поперечном сечении профилируемой полосы не должна превышать 50-70% от площади заготовки в поперечном сечении;
-
10. необходимо учитывать, что минимально допустимые внутренние радиусы гибки составляют, как правило, 0.5s и назначать их следует только при конструктивной необходимости;
-
11. нужно учитывать, что минимально допустимая высота отбортовок составляет, как правило, 2s и назначать минимальные значения следует только при конструктивной необходимости.
Точностные характеристики формы поперечного сечения гнутых профилей, будут определяться:
-
- выбранным методом профилирования и схемой формообразования;
-
- параметрами формующего инструмента и заготовки;
-
- жесткостью и настройкой оборудования.
Практически исключается пружинение материала при волочении профилей через свободно вращающиеся роликовые фильеры в условиях стесненного изгиба. Уменьшение количества переходов также способствует повышению точностных характеристик профилей; выбор геометрии калибра и запас материала по ширине заготовки являются определяющими. В результате при волочении профиля его параметры соответствуют по точности 7-11 квалитетам, а при процессах сочетания волочения и прокатки – 9-12 квалитетам.
Жесткость определит выдерживание параметров рабочего калибра постоянными вне зависимости от марки материала принятого значения ширины заготовки, а настройка оборудования - заданное положение оси профилирования и оптимальные параметры рабочего калибра роликовых пар.
Ширину исходной заготовки определяют по формуле:
В ЗАГ =L ПР +ΔВ , (1) где LПР – величина развертки профиля по средней линии;
ΔВ – припуск по ширине заготовки.
Величина ΔВ определяется следующей зависимостью:
ΔВ=К . S0 . n , (2) где К – коэффициент избытка ширины заготовки, определяется в зависимости от радиуса гибки и пластичности материала;
-
S0 – исходная толщина заготовки;
n – число зон сгиба профиля.
Для определения величины развертки профиля рассчитывается сумма длин прямолинейных и криволинейных участков (рис. 1):
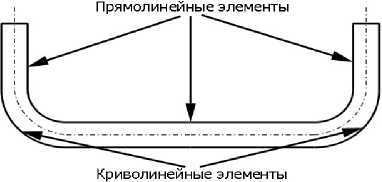
Рис. 1. Разбиение поперечного сечения профиля на элементы
L ПР =∑ b ni +∑ b ki , (3)
где bni – длина прямолинейных элементов; bki – длина криволинейных элементов. Длину криволинейных участков определяют по средней линии зоны сгиба:
π⋅ ρ⋅α
b k = 180 o , (4) где r – радиус нейтрального слоя.
При применении метода интенсивного деформирования НСН не изменяет своего начального положения (рис. 2), поэтому радиус нейтрального слоя можно определить по формуле:
p = r + 5 /2, (5) где r – внутренний радиус гибки, мм; S – толщина заготовки, мм.
На базе ролика окончательного формообразования решается вопрос о необходимых запасах материала по ширине. Чем больше этот запас, тем больше утолщение, тем меньше радиусы можем получить.
Запас материала для создания профиля определяет потребную ширину заготовки из расчёта:
ВЗ/ВТ=1,04 – 1,06 , (6) где ВТ – теоретический контур по средней линии.
Значения Взаг можно округлять до 0,5 мм, как правило в меньшую сторону, допуск по ширине заготовки не менее ±0,2 мм.
Количество переходов формообразования, в зависимости от сложности формы поперечного сечения профиля, свойств материала и других параметров, рекомендуется принимать в диапазоне от четырех до шести.
Для определения необходимого числа переходов можно воспользоваться формулой:
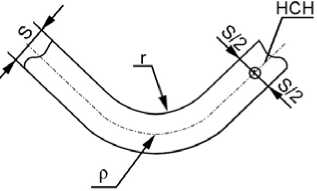
Рис. 2. Положение нейтрального слоя напряжений при реализации способа интенсивного формообразования
N = F *
L M; * 2 * b * (1 - cos a ) * Г R ' V C L m * n ^ 7 rB * 5 ,
, (7)
где F – функция формы; LМ – межклетьевое расстояние профилегибочного станка, мм; b – ширина подгибаемой полки, мм; a - суммарный угол подгибки боковых полок, град; С – ширина дна профиля, мм; R – средний радиус гиба, соответствующий 95% уровню охвата зоны сгиба пластическими деформациями, мм; rВ – внутренний радиус зоны сгиба, мм; S – толщина заготовки, мм; n – число зон сгиба профиля.
Исходными данными для проектирования переходов формообразования являются: форма профиля, параметры его поперечного сечения, материал и требования к качеству профиля. Данные признаки являются интегральными показателями (рис. 3).
Проектирование переходов формообразования следует осуществлять последовательно в направлении от готового профиля к первому переходу, т.е. начинать проектирование рекомендуется с последнего перехода, определяя необходимые параметры на каждом переходе.
Окончательный переход формообразования составляется по чертежу профиля, с учетом пружинения.
Величина изменения размера определяется на основе теоремы Ильюшина о разгрузке с учетом особенностей интенсивного деформирования:
3 * k * ^Т- * ( r + 1/2 ) 2
A L =------ E -----------* 5 , (8)
1 + 6 * — * ( r + 1/2) )
E где k - коэффициент; стТ, E - предел текучести и модуль Юнга материала соответственно, МПа; r, S – внутренний радиус зоны сгиба и толщина заготовки соответственно, мм.
После установления количества, последовательности и характера переходов приступают к разработке технологической оснастки, используя соответствующие руководяще технические материалы.
Определение энергосиловых параметров процесса следует производить в случае, когда имеют место предельные характеристики исходной заготовки ( 5®3мм , L^300 мм) и материал профиля имеет высокие прочностные характеристики.
Качественный (кондиционный) гнутый профиль повышенной жесткости имеет минимальные отклонения по форме сечения, стабильную геометрию на всей длине, мелкозернистую структуру, оптимальные утолщения по зонам сгиба, стабильные механические и технологические свойства на всей протяженности. Для получения требуемого качества профиля, за мини-
ИСХОДНЫЕ ДАННЫЕ
|
Форма профиля |
Параметры поперечного сечения |
Материал |
Требования к качеству |
|
Уголок |
Ширина |
5 |
Геометрия
|
|
Швеллер |
Высота |
||
|
Корытообразный |
Толщина |
<7Т |
|
|
С-образный |
Размеры полок |
Твердость |
|
|
Z-образный |
Углы подгибки |
Покрытие |
|
|
Другие |
Другие |
Другие |
Качество поверхности |
|
Структура |
|||
|
Механические свойства |
|||
Рис. 3. Исходные данные по профилю
мальное количество переходов и осуществления последующих технологических операций (резка, пробивка отверстий, сварка и т.д.) с ним, необходимо выбрать оптимальное расположение профиля по отношению к основным валкам.
Также немаловажным фактором при формообразовании профиля является правильный выбор основной оси профиля (оси профилирования), от которого во многом зависит качество изготавливаемого профиля.
Основной осью профиля (рис. 4) называется прямая линия, проходящая вдоль заготовки через такую точку сечения профиля, которая на всех технологических переходах не изменяет своего начального положения. Как правило, основная ось профиля параллельна установочной базе профилегибочного стана.
Физически основная ось профиля принадлежит бесконечно узкой в поперечном направлении прямой полоске материала с высотой, равной толщине заготовки, проходящей вдоль всей длины заготовки.
Необходимо добиваться, чтобы основная ось профиля проходила через участок профиля, параллельный осям основных валов, была прямой и по возможности делила ширину заготовки пополам. При этом жесткости подгибаемых элементов по обе стороны основной оси должны быть по возможности одинаковыми. А для симметричных профилей ось профиля должна проходить через ось симметрии профиля.

Рис. 4. Положение основной оси профиля
Начало о здание да целесообр:
Конец
З^величение N целесообразно
Профиль технологичен?
Параметры о ответствуют?
Налпячепие режимов настройки оборудопания |
Есть ме гка^Ч^ способа пр ед отв .ращения КВ V
База данных по ГИС
Объявление параметров оборудования
Расчет ко личе ства технологическихходов N (4.6)
Расчет калибров]
Ввод исходных данных: тип профиля, основные размеры,, материал да да.
да да да да да.
Выбор основной оси профиля
Выбор расположения профиля по отношению — к осям основных валков
Выбор системы
— калибр овки и способа формовки
Определение критического угла подгибки ССкрит [154]|
I Определение углов подгибки по переходам CCj (2.15) |
| Расчет протяженности зоны плавного перехода Lj (1.8) |
Учет необходимо сти применения способов гредотвращения КВ
Анализ экономия с с кой целесообразности создания нового оборудования
Выбов способа:
- увеличение диаметров роликов - дополнительные устройства - настройка оборудования
Определение пружинения линейных размеров AL (4.7)
Ана ш гз техно логине ской целесообразности увеличения N
Учет необходимости грименения способов гр ед отвращения КВ
Анализ технологично сти конструкции детали
Учет необходимости грименения способов предотвращения КВ
Определение межклетьевого расстояния LM= max{L }
Выбор станка из базы данных по о б о руд ов amпо
Расчет ширины исходной заготовки 6^(4.4)
Определение утлов пружинения [180]
Расчет энергосиловых параметров [62]
Разработка ТЗ на новое оборудование
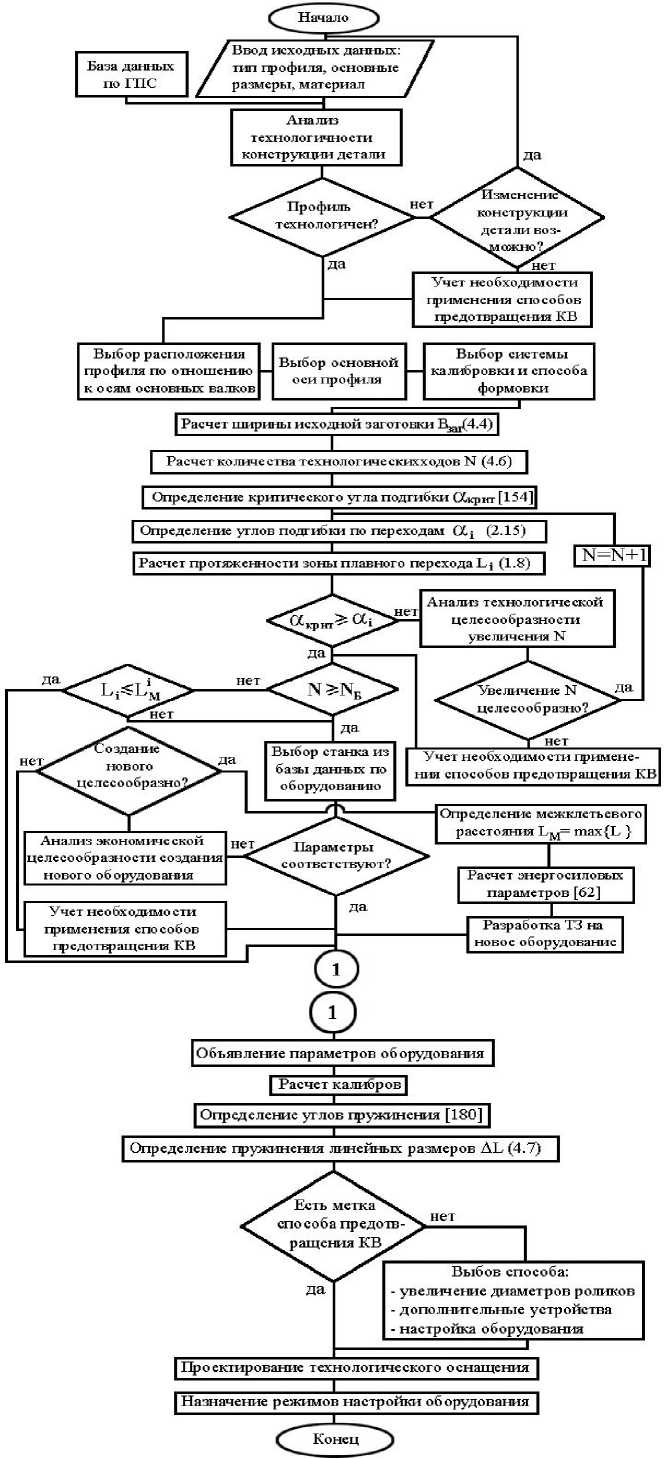
Рис. 5. Алгоритм разработки организации производства по технологии изготовления профилей
Для несимметричных профилей определение основного участка профиля более предпочтительно, чем выбор только основной оси профиля. Это обусловлено тем, что основной участок профиля как бы удерживает заготовку от боковых и вертикальных смещений, и влияет на предупреждение скручивания в продольном направлении, в то время как выбор основной оси профиля определяет преимущественно смещение заготовки в вертикальной плоскости.
На рис. 5 приведен укрупненный алгоритм разработки организации производства по технологии изготовления тонкостенного профиля на основе метода интенсивного деформирования, охватывающий все этапы проектирования и принятия решений до стадии изготовления оснастки. Данный алгоритм предусматривает определенную последовательность этапов разработки технологии, выраженной в соответствующих совокупностях его блоков.
Приведенный алгоритм включает практически все полученные в работе модели и при более подробной разработке и формализации некоторых проектных процедур может быть использован в системе автоматизированного проектирования техноло- гии метода интенсивного деформирования.
Таким образом, разработанный выше оптимальный алгоритм проектирования технологии, включающий результаты теоретических и экспериментальных исследований, позволяет создавать эффективные технологии производства гнутых профилей методом интенсивного деформирования.
Список литературы Алгоритмизация технологических процессов в организации производства гнутолистовых профилей в целях совершенствования управленческих процедур
- О.В.Перфильев. Совершенствование технологии изготовления гнутолистовых профилей авиационных конструкций стесненным изгибом. Диссертация на соискание ученой степени кандидата технических наук по специальности 05.07.02 -«Проектирование, конструкция и производство летательных аппаратов». СГАУ имени академика С.П.Королёва. Самара. 2011. С.164.
- С.Г.Рыжаков. Повышение эффективности технологических процессов при изготовлении трубчатых и крупногабаритных листовых деталей летательных аппаратов. Диссертация на соискание ученой степени кандидата технических наук по специальности 05.07.02 -«Проектирование, конструкция и производство летательных аппаратов». СГАУ имени академика С.П.Королёва. Самара. 2011. С. 148.
- Н.Н.Сосов. Разработка и исследование технологических процессов пластического формообразования пологих панелей и обшивок летательных аппаратов методами свободной гибки и обтяжки. Национальный институт авиационных технологий. Москва. 2010. С. 164.
