Анализ деформационно-структурных характеристик модифицированной системы инструмента холодной штамповки «подложка-покрытие»

Автор: Мишов Н.В., Кокорин В.Н., Унянин А.Н., Морозов О.И., Титов Ю.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.26, 2024 года.
Бесплатный доступ
Проведен анализ уровня остаточных напряжений третьего рода в системе «подложка-покрытие» инструмента холодной штамповки в зависимости от характера структурно-деформационных характеристик предварительной холодной деформации образцов из стали 20Х13 с износостойким покрытием. Проведена оценка характера интенсивности изменения величин остаточных напряжений как в металле модифицированных образцов, так и на покрытии в зависимости от ППД.
Ппд, деформация, износостойкость, покрытие, подложка, субмикроскопические напряжения третьего рода
Короткий адрес: https://sciup.org/148328446
IDR: 148328446 | УДК: 621.981 | DOI: 10.37313/1990-5378-2024-26-1-46-52
Analysis of the deformation and structural characteristics of the modified cold stamping tool system “substrate-coating”
The analysis of the level of residual stresses of the third kind in the “substrate-coating” system of a cold stamping tool is carried out, depending on the nature of the structural and deformation characteristics of the preliminary cold deformation of 20X13 steel samples with a wear-resistant coating. An assessment of the nature of the intensity of changes in the values of residual stresses both in the metal of the modified samples and on the coating, depending on the PPD, was carried out.
Текст научной статьи Анализ деформационно-структурных характеристик модифицированной системы инструмента холодной штамповки «подложка-покрытие»
EDN: JMYRNB
Повышение эффективности процессов обработки металлов давлением (ОМД) обеспечивается улучшением эксплуатационных характеристик поверхности штампового инструмента, которые определяются как структурно-деформационным упрочнением металла, так и уровнем контактных напряжений на рабочей поверхности оснастки.
Вопросы повышения стойкости рабочего инструмента изучаются в Ульяновском государственном техническом университете, в частности, процессы повышения стойкости модифицированной поверхности инструмента за счет предварительной пластической деформации (ППД) с последующим нанесение износостойких покрытий методом ионно-плазменного напыления. Наработана достаточная научно-прикладная основа применительно к процессам листовой штамповки (формоизменяющим и разделительным операциям) [1].
Установлено, что использование модифицированной рабочей поверхности повышает работоспособность тяжелонагруженного инструмента (пуансонов и матриц), как за счет использования износостойкого покрытия, так и за
счет создания благоприятных схем остаточных напряжений на контактной поверхности инструмента, что определяет существенное расширение технологических возможностей процессов обработки металлов давлением (ОМД), в частности, процессов холодной объемной штамповки [2].
Известно, что одной из основных причин выхода из строя рабочей поверхности штампов процессов ОМД, является их разрушение в виде сколов, усталостного разрушения и образования трещин, имеющих как хрупкий, так и вязкий характер. Механика и интенсивность процессов разрушения и износа, в свою очередь, напрямую зависят от значительных контактных напряжений, наличия знакопеременных и растягивающих напряжений, возникающих на рабочих поверхностях инструмента в процессе эксплуатации.
Повысить стойкость инструмента можно посредством управления напряженно-деформированным состоянием (НДС) материала рабочей поверхности оснастки путем минимизации растягивающих и увеличения сжимающих напряжений [3].
Следует так же отметить, что до настоящего времени эти вопросы ввиду сложности, нелинейности и недостаточной изученности не имеют корректного и полного аналитического описания.
В рамках технологического алгоритма реализации процесса ионно-плазменного напыления с использованием установки «Булат» использован адсорбционный процесс осаждения дискретных капель расплава нитрида титана (TiN) на подложку, подвергнутую предварительной модификации, заключающейся в предварительном холодном деформационном упрочнении поверхностного слоя (рис. 1).
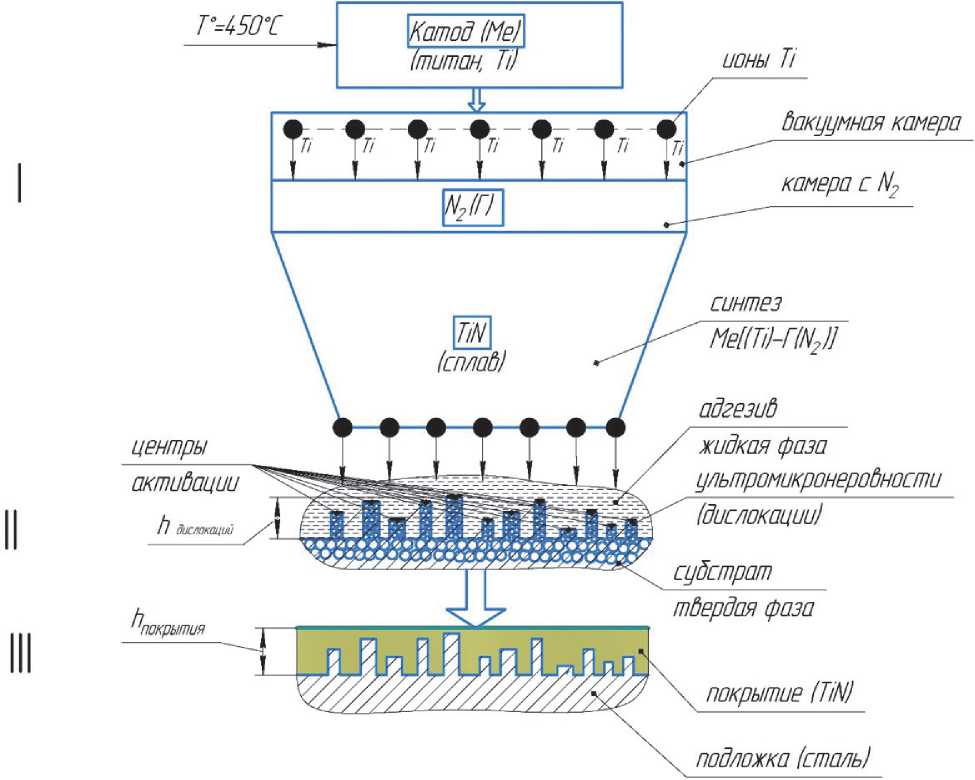
Рис. 1 – Структурно-технологический алгоритм нанесения износостойкого покрытия TiN в процессе ионно-плазменного напыления на стальную подложку с модифицированным поверхностным слоем:
1 – Блок получения капельного расплава TiN;
2 – Блок термодинамических процессов при нанесении жидкой фазы на твердую модифицированную подложку; 3 – Блок кристаллизации покрытия
Известно, что сжимающие напряжения способствуют повышению стойкости участка поверхностного слоя металла. Таким образом, выявляется задача оценить влияние нанесенного покрытия и модифицированной структуры подложки на величину остаточных напряжений третьего рода (ст 0 ^ т ), при этом, справедливым является положение, что рост сжимающих напряжений увеличивает стойкость поверхности инструмента.
Для решения данной задачи были проведены экспериментальных исследования, в рамках которых был выполнен анализ изменения остаточных напряжений третьего рода в системе «подложка-покрытие» в зависимости от уровня остаточной (накопленной) деформации поверхностного слоя.
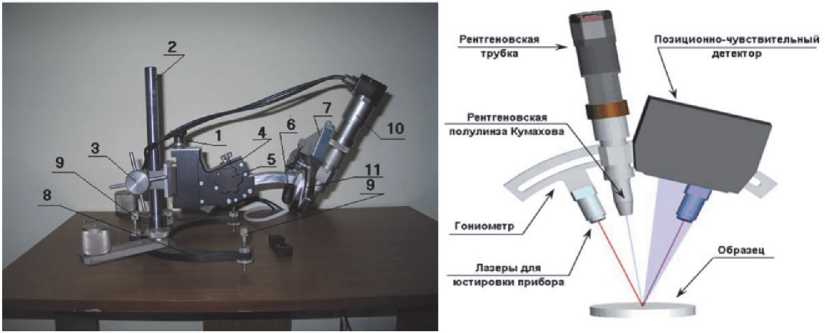
Для определения субмикроскопических остаточных напряжений третьего рода был использован портативный рентгеновский дифрактометр РИКОР-4 [4], предназначенный для определения угловых положений интерференционных максимумов, возникающих вследствие дифракции рентгеновского излучения на кристаллической решетке материала (рис. 2).
На рисунке 3 представлена принципиальная схема модифицированной подложки, а также системы «подложка-покрытие».
Для оценки влияния предварительного деформационного упрочнения подложки (рис. 4 а) на уровень остаточных напряжений третьего рода, а так же нанесенного покрытия (рис. 4 б) были использованы образцы из стали 20Х13 (материал покрытия – нитрид титана TiN, толщина 4 мкм). Образцы получены холодным деформированием по схеме осадки и имеют различные степени предварительной остаточной деформации: образец 1 – недеформированный, степень относительной деформации - 0% (£ отн = 0%); образец 2 – степень относительной деформации – 20% ( £ отн =20%); образец 3 - степень относительной деформации - 26% (£ отн =26%); образец 4 - сте-
a)
б)
Рис. 2 - Измерительный комплекс остаточных напряжений (о" 0 ? г ):
а) общий вид рентгеновского дифрактометра РИКОР-4;
б) Принципиальная схема устройства рентгеновского измерительного комплекса «РИКОР-4»
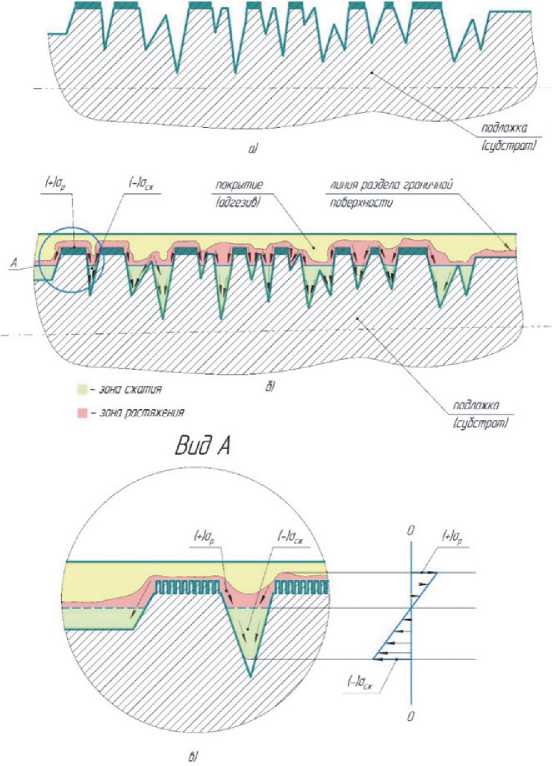
Рис. 3 - Схема формирования напряженно-деформированного состояния пограничного (промежуточного) поверхностного слоя адгезионного покрытия при использовании модифицированной подложки:
а) модифицированная подложка; б) система «адгезив- модифицированный субстрат»;
в) вынесенный элемент модифицированной структуры
пень относительной деформации - 36% ( £ отн = 36%); образец 5 - степень относительной деформации - 46% (£ отн =46%).
По результатам измерений установлен ха рактер распределения остаточных напряжений, характеризующих структурно-деформационное упрочнение модифицированной системы «подложка-покрытие» (табл. 1).

Рис. 4. - Используемые образцы для определения напряжений о о с т : 1 - £ отн =0%; 2 - £ отн =20%; 3 - £ отн =26%; 4 - £ отн =36%; 5 - г отн =46%; а) поверхность модифицированной подложки; б) поверхность покрытия
Таблица 1 - Влияние ППД и покрытия на уровень напряжений о о с т
|
№ п/п |
Степень относительной деформации, £отн % |
Остаточные напряжения подложки, О^ подл |
Остаточные напряжения покрытия, о о ® Тпокр |
Разность остаточных напряжений, А |
|
1 |
0 |
(+) 55 МПа (растяжение) |
(-) 135 МПа (сжатие) |
190 |
|
2 |
20 |
(-) 236 МПа (сжатие) |
(-) 401 МПа (сжатие) |
165 |
|
3 |
26 |
(-) 380 МПа (сжатие) |
(-) 534 МПа (сжатие) |
150 |
|
4 |
36 |
(-) 495 МПа (сжатие) |
(-) 752 МПа (сжатие) |
257 |
|
5 |
46 |
(-) 886 МПа (сжатие) |
(-) 1042 МПа (сжатие) |
156 |
Установлен рост интенсивности изменения уровня остаточных напряжений а ^ при £ отн =36%, что характеризует увеличение адгезионной способности системы «подложки-покрытия», данный эффект был экспериментально подтвержден при изучении стойкости покрытия в зависимости от уровня модификации подложки.
Был построен график изменения остаточных напряжений третьего рода о^ в зависимости от степени предварительной деформации материала подложки, так же был определен угол наклона кривых изменения интенсивности остаточных напряжений а0^ (рис. 5).
На основании полученных результатов было выявлено следующее:
-
- для подложки: наблюдается монотонный рост о ^ металла подложки, причем, характер роста соответствует увеличению степени
относительной деформации £, находящийся в диапазоне значений £ отн = (0 ... 46)% (вид напряжений, при данном диапазоне деформаций -сжимающие, что определяет пластическое нагружение - сдвиг). Отмечено, что исходный образец имеет остаточные напряжения: о ^ = +55 МПа (растяжение), что можно объяснить характером подготовки поверхности образцов перед испытаниями (шлифование и полирование);
-
- для покрытия: наблюдается монотонный рост о ^ в покрытии на основе нитрида титана (TiN) на всех исследуемых образцах, характер роста уровня сжимающих напряжений также соответствует увеличению степени относительной деформации £ отн , находящийся в диапазоне значений £ отн = (0 ... 46)%.
Для определения угла наклона (< а ) характерных участков кривых (рис. 5) была проведена оценка интенсивности изменения функции:
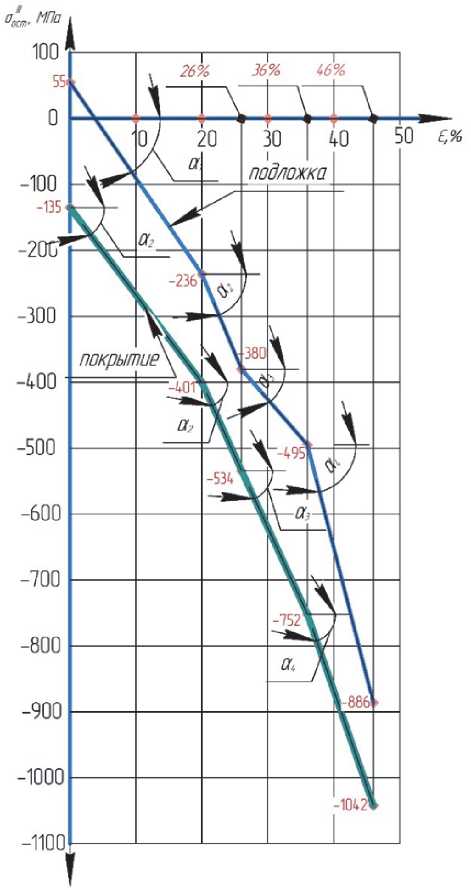
Рис. 5 – Характер изменения остаточных напряжений на модифицированной подложки
и покрытия системы «подложка-покрытие»
о ш п0СТ
= /(£ oth )
п^ = / (£ oth ) в системе «подложка-покрытие». Оценка интенсивности изменения угла наклона производилась путем определения коэффициента интенсивности (Кинт).
К = -^
^ ИНТ QQO 1 (1) где а ; - текущий угол наклона в характерных точках графика.
В таблице 2 представлены результаты расчета интенсивности изменения угла наклона остаточных напряжений п оССТ подложки и покрытия, определяющих уровень искажения кристаллической решетки при реализации сдвига в процессе модифицирования подложки, а также коэффициента интенсивности в зависимости от относительной степени деформации подложки.
На основе полученных данных был построен график угла наклона характерных участков кривых, характеризующий степень интенсивности изменения остаточных напряжений третьего рода (п оССТ ) в диапазоне прикладываемых деформаций (рис. 6).
ВЫВОДЫ
-
1. Анализ проведенных испытаний показывает наибольшее увеличение интенсивности изменения остаточных напряжений третьего рода на участке s = (36^46)%, что характеризует сделанный ранее вывод о максимальном структурно-деформационном упрочнении при сдвиге [5].
-
2. Установлено, что в диапазоне прикладываемых степеней деформации s = (26...46)% наблюдается некоторое снижение структурно-деформационных характеристик, что объясняется «насыщением» процесса искажения кристаллической решетки при увеличении уровня накопленной деформации.
-
3. Таким образом, по результатам проведенных исследований выявлен устойчивый харак-
- Таблица 2 – Характер изменения интенсивности угла наклона
П 'с кривых остаточных напряжений подложки и покрытия (ап0кР = /(eoth) )
|
№ п/п |
Степень относительной деформации, eoth % |
Угол наклона кривых |
Интенсивность изменения |
||
|
подложка |
покрытие |
подложка |
покрытие |
||
|
0 аП0ДЛ |
„ о апокр |
V- ПОДЛ ^ ИНТ . |
у. покр ^ ИНТ . |
||
|
1 |
0 |
55 |
52 |
0,61 |
0,57 |
|
2 |
20 |
55 |
52 |
0,61 |
0,57 |
|
3 |
26 |
67 |
65 |
0,74 |
0,72 |
|
4 |
36 |
41 |
65 |
0,45 |
0,72 |
|
5 |
46 |
75 |
70 |
0,83 |
0,77 |
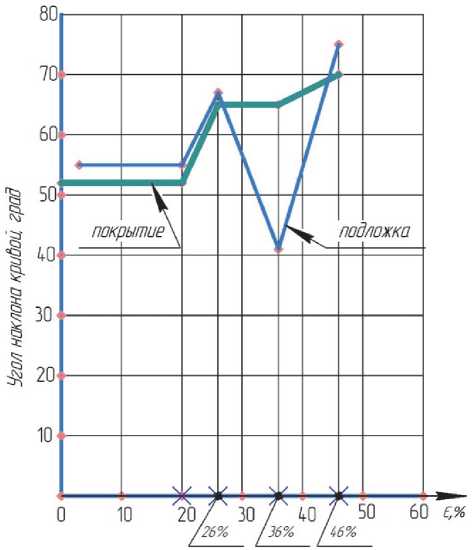
Рис. 6 - Угол наклона кривых изменения остаточных напряжений третьего рода, аа ° = т
тер повышения уровня сжимающих остаточных напряжений третьего рода системы «подложка-покрытие» в условиях реализации процесса предварительного упрочнения поверхностного слоя пластической деформацией, что приводит 3 к улучшению физико-механических и адгези- .
онных свойств системы «подложка-покрытие» при обеспечении, таким образом, комплексного повышения эксплуатационной стойкости штам- 4. пового инструмента с покрытием, нанесенным методом ионно-плазменного напыления.
Список литературы Анализ деформационно-структурных характеристик модифицированной системы инструмента холодной штамповки «подложка-покрытие»
- Морозов, О.И. Исследование эффективности рабочего инструмента листовой штамповки с износостойкими покрытиями / О.И. Морозов, В.П. Табаков, В.Н. Кокорин, Д.И. Морозов, М.В. Илюшкин, Л.В. Корняков // Упрочняющие технологии и покрытия. - 2022. - Т. 18. - № 7(211). - С. 302-306. EDN: LHKLFB
- Кокорин, В.Н. Анализ промышленных испытаний деформирующего холодновысадочного инструмента / В.Н. Кокорин, О.И. Морозов, Н.В. Мишов, А.Ю. Трещев, П.П. Шариков, О.С. Тякунов // Известия Тульского государственного университета. Технические науки. - 2023. - № 12. - С. 611-616. EDN: QUBFQG
- Навроцкий, Г.А. Холодная объемная штамповка. Справочник [под редакцией д.т.н., проф Г.А. Навроцкого] / Г.А. Навроцкий. - М.: Машиностроение, 1974. - 496 с.
- Федотов, В.В. К оценке взаимосвязи условий шлифования цементированных заготовок с параметрами качества поверхностного слоя / В.В. Федотов, А.Ю. Полубанов, Е.С. Киселёв, А.Н. Унянин // Прогрессивные технологии и системы машиностроения. - 2023. - № 4(83). - С. 57-64. EDN: FFAEPK
- Морозов, О.И. Повышение стойкости рабочих поверхностей деталей штампов при использовании комплексной модификации / О.И. Морозов, В.Н. Кокорин, В.П. Табаков, Д.И. Сагитов, М.В. Илюшкин, Н.А. Ширманов // Известия Тульского государственного университета. Технические науки. - 2018. - № 8. - С. 261-273. EDN: SIMHSF
