Анализ графиков предельного формоизменения тонких фольг из биоматериала Nickel 200: экспериментальные данные

Автор: Сангави Н., Широдкар И.Д., Кулкарни О., Какандикар Г.
Журнал: Российский журнал биомеханики @journal-biomech
Статья в выпуске: 1 т.30, 2026 года.
Бесплатный доступ
Кривая предельного формоизменения – это характеристика материала, отражающая предельную деформацию, при которой происходит разрушение в виде сужения по направлению линии деформирования. В статье рассматриваются пределы пластической деформации и разрушения в месте сужения, а также утолщение очень тонких металлических листов. Работа с материалами толщиной менее 100 микрон представляет собой сложную задачу и требует выской точности. Термин «микроформовка» используется для описания такого рода миниатюризации в процессе формовки, в результате которой получаются детали размером всего в несколько миллиметров. При преобразовании макропроцесса в микропроцесс наблюдаются значительные изменения в физике процесса и характеристиках материалов. Для построения графиков пределов деформируемости было проведено экспериментальное испытание тонкого листа Nickel 200 толщиной 50 мкм с различными углами наклона относительно направления прокатки (0°, 45°, 90°). В соответствии со стандартом ASTM221814 испытание на полусферическое микроформование проводится с использованием образцов с одноосной, промежуточной одноосной, двухосной и плоской деформацией для определения деформаций. Экспериментальные значения были использованы для проверки численных результатов. Выполнено численное моделирования процесса микроформования и получены кривые предельного формоизменения. Численные результаты были валидированы с помощью экспериментальных наблюдений.
Микроформовка, тест Накаджима, Ni200, FLC, FEA
Короткий адрес: https://sciup.org/146283277
IDR: 146283277 | УДК: 531/534: [57+61] | DOI: 10.15593/RZhBiomeh/2026.1.06
Forming limit curves analysis of thin nickel 200 biomaterial foils: experimental insights
The forming limit curve is a feature of the material that represents the limiting strains that lead to failure of the necking with respect to the direction of deformation strain. It displays the ductile damage & onsite necking failure limits, thickening of metal sheets that are very thin. Few-er than 100 microns, is challenging and demands greater accuracy. Micro-forming is the term used to describe this kind of miniaturisation in the forming process, which produces components with dimensions as small as a few millimetres. When a macro process is transformed into a mi-cro process, there are significant variations in the physics of the process and the characteristics of the materials. In order to identify the forming limit curves, an experimental test on a thin Nickel 200 sheet with a 50 m thickness was conducted with varied orientations to rolling directions (0o, 45o, and 90o). According to the test standard ASTM-2218-14, the hemispherical microform punch test is performed using uniaxial, intermediate-uniaxial, biaxial and plane strain specimens to determine the strains. Experimental values have been used to validate numerical findings. Nu-merical analysis is used to model the micro-forming process, and forming limit curves are shown. Numerical results have been validated using experimental observations.
Текст научной статьи Анализ графиков предельного формоизменения тонких фольг из биоматериала Nickel 200: экспериментальные данные
RUSSIAN JOURNAL OF BIOMECHANICS
Современные сплавы биоматериалов, такие как титановые сплавы (например, Ti6Al4V [1; 2]) и сплавы с эффектом «памяти формы» на основе никелида титана [3; 4], активно применяются в медицине – например, для изготовления имплантов [5] и ортопедических конструкций. Их ключевое преимущество заключается в биосовместимости, высокой прочности и устойчивости к коррозии в агрессивной биологической среде. Благо- даря продуманному подбору легирующих элементов удаётся добиться оптимального баланса между механическими свойствами и способностью материала интегрироваться с живыми тканями — что подтверждается исследованиями механического поведения таких материалов при различных нагрузках [6; 7]. При этом технологии обработки таких сплавов постоянно совершенствуются, чтобы обеспечить точность изготовления сложных форм и соответствие строгим медицинским стандартам: например, активно развиваются аддитив-
0009-0007-9532-0347
0000-0003-2375-959X
0000-0003-3120-4009


Эта статья доступна в соответствии с условиями лицензии Creative Commons Attribution-NonCommercial 4.0 International
License (CC BY-NC 4.0)
This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License (CC BY-NC 4.0)
ные технологии для создания ячеистых структур [8; 9] и методы микроформовки [10; 11]. Одним из перспективных методов формообразования является штамповка листового металла: она позволяет эффективно производить заготовки и детали из тонких листов биосовмести-мых сплавов с высокой точностью и повторяемостью, минимизируя отходы и сокращая необходимость в последующей механической обработке. Эффективность подобных технологий подтверждается экспериментальными и численными исследованиями процессов микроформовки нержавеющих сталей (например, SS 304 и SS 316L) [10; 11], которые также могут находить применение в биомедицинских задачах.
Штамповка листового металла представляет собой ключевой производственный метод, при котором под действием приложенной силы листовой металл принимает заданную форму без удаления материала, что позволяет изготавливать сложные детали с помощью таких технологий, как гибка, растяжение и глубокая вытяжка [12]. Данный метод особенно востребован в таких отраслях, как автомобилестроение, аэрокосмическая промышленность и электроника, где он позволяет получать легкие, но прочные детали, отличающиеся высокой точностью. Тем не менее, по мере того как промышленные требования развиваются в сторону все более миниатюрных компонентов, традиционные методы формовки сталкиваются с ограничениями при производстве деталей субмиллиметрового масштаба, что требует развития специализированных технологий микроформовки [13]. Микроформовка ставит перед нами особые задачи, которые значительно отличаются от процессов макромасштаба, что в основном объясняется эффектами размера, изменяющими поведение материала при уменьшенных размерах. По мере того как размеры заготовки приближаются к размеру зерен материала, механические свойства демонстрируют анизотропное поведение, а картины деформации становятся все более неоднородными, что приводит к непредсказуемым результатам формовки. Более того, шероховатость поверхности и эффекты трения заметно усиливаются в микромасштабах, что еще больше усложняет процесс формовки и часто приводит к дефектам, таким как уши, трещины и складки, которые влияют на целостность изделия [14].
Для решения этих задач ученые сосредоточили свои усилия на разработке передовых методов микроформовки и специализированного оборудования, способного обеспечить соблюдение строгих технических требований, присущих производству в микромасштабе. В отличие от традиционных процессов формовки, микроформовка не предполагает использования специализированного промышленного оборудования, что обусловливает необходимость создания индивидуальных конфигураций, адаптированных к конкретным задачам. Например, Akhtar Razul Razali и Yi Qin [15] исследовали ключевые проблемы в области микроформовки, а их исследовательская группа разработала высокоточную систему подачи, работающую без механической передачи, что обеспечивает улучшенный контроль над по- током материала во время процесса формовки. Аналогичным образом, Yasunori Saotome et. al [16] исследовали возможности микроглубокой вытяжки, показав, что традиционные модели формования неадекватно предсказывают поведение материала в уменьшенных масштабах, что требует внедрения новых аналитических методологий. Эти достижения подчеркивают критическую важность понимания эффектов размера и анизотропии материала в микроформовке для достижения стабильных и надежных производственных результатов.
Важнейшим инструментом для оценки формуемости, как при традиционной, так и при микромасштабной обработке листового металла, является FLC (кривая предельного формоизменения – forming limit curve ), которая наглядно отображает комбинации минимальной и максимальной главных деформаций, где материал может держать нагрузку вплоть до момента разрушения [17; 18]. Горизонтальная и вертикальная оси обозначают минимальную и максимальную главные деформации, испытываемые исследуемыми образцами, как показано на рис. 1. Область, расположенная выше красной линии, классифицируется как красная зона, обозначающая зону разрушения, в которой может возникнуть любой вид дефекта. И наоборот, область ниже красной линии обозначается как зеленая зона, представляющая собой безопасную зону, в которой разрушение не ожидается, и в пределах этой области материал способен испытывать деформации, не подвергаясь разрушению [19]. Построение FLC может осуществляться с помощью экспериментальных, численных и аналитических методов. В методологической экспериментальной постановке на поверхность заготовки наносится сетка из маленьких окружностей диаметром 1 или 2 мм, при этом расстояние между центрами окружностей остается в пределах одного и того же диапазона размеров. В ходе процесса деформации эти круглые фигуры преобразуются в эллиптические формы в зависимости от заданных траекторий деформации [20]. Из полученных эллипсов можно вычислить как максимальную, так и минимальную главную деформацию, а, используя принцип постоянства объема, после определения поверхностных деформаций можно впоследствии определить толщину. Значения вдоль минимальной и максимальной главных осей деформации, особенно в точках локального растрескивания, можно соотнести с графиком FLC [21]. Область, расположенная выше этой кривой, обозначается как зона разрушения, тогда как область ниже нее классифицируется как безопасная зона. Samuel et al. [22] использовали как экспериментальные, так и численные методы для определения FLC с использованием различных моделей. Численные результаты с использованием метода конечных элементов ( FEA ) получены на MARC K 7.1–3 D с применением определяющих соотношений жестко-пластического течения. Эта численная модель используется для прогнозирования состояния деформации, FLC и распределения толщины листов из высококачественной стали и алюминиевых сплавов,
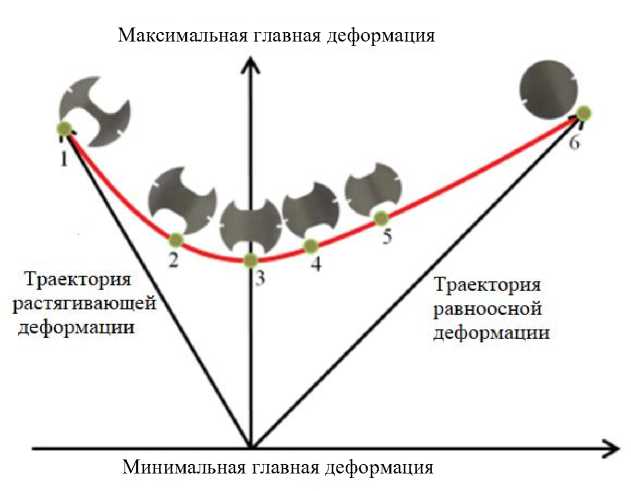
Рис. 1. Диаграмма FLC (кривая предельного формоизменения – forming limit curve ) [17]
предназначенных для глубокой вытяжки. Muhammad Ali Ablat и Ala Qattawi [23] провели всесторонний обзор численных моделей, относящихся к процессу формования листового металла. Они проанализировали достижения в области методов моделирования, а также их преимущества и недостатки. Использовали две категории экспериментальных методов: тест Марчиниака (испытание с плоским пуансоном) и тест Накадзимы (испытание с полусферическим пуансоном). Faramarz Djavanroodi и Ali Derogar провели оценку FLC для листов из титана Ti 6 Al 4 V и алюминиевого сплава A l6061- T 6 [2].Влияние технологических параметров на FLC было проанализировано и смоделировано с использованием ABAQUS / Standard . Теоретические модели FLC Hill-Swift и NADDRG ( North american deep drawing research group ) используются для определения начала разрушения в рамках метода конечных элементов, что демонстрирует превосходную прогнозирующую способность модели Hill-Swift . Ряд исследователей также установили пределы формования для тонких листов. Авторы статьи [20] получили FLC для стальных листов толщиной 200 мкм, дополнительно исследуя влияние размера круговой сетки, ориентации листа, размеров пуансона и скорости деформации. В том же духе Jambeswar Sahu и Sushil Mishra внесли вклад в область микродеформирования с помощью испытания на предельную высоту купола [24].
Цель исследования заключается в изучении способности биоматериала nickel 200 принимать форму с использованием одного из методов исследования, а именно FLC. Толщина биоматериала, использованного в настоящем исследовании, составляет 50 микрон. Методологический подход, принятый для исследования, является экспериментальным и использует тест Накадзимы со стандартными размерами образцов в соответствии со стандартами ASTM-2218-14, при этом результаты валидируются с численной моделью. Устройство, разработанное для проведения экспериментов, имеет полусферическую головку диаметром 4 мм. Микроструктурные исследования проводились с использованием как оптической микроскопии, так и сканирующей электронной микроскопии, причем результаты этих анализов раскрывают характеристики формуемости материала. Разработан и изготовлен инновационный инструмент для облегчения проведения экспериментов в соответствии с тестом Накадзимы. Исследование направлено на определение FLC для Ni200 и подтверждение поведения материала посредством микроструктурного анализа.
Материалы и методы
Nickel 200
Nickel 200 – это сплав, отличающийся составом из коммерчески чистого никеля, который ценится за исключительные механические свойства и устойчивость к коррозионным средам, что делает его пригодным для широкого спектра промышленных применений. Он особенно востребован в условиях, требующих устойчивости к воздействию щелочных растворов, о чем свидетельствует его использование в нефтехимической отрасли. Тем не менее, его эффективность может варьироваться в зависимости от конкретных параметров окружающей среды и применяемых технологических процессов. Nickel 200 демонстрирует превосходную коррозионную стойкость в щелочных средах по сравнению со сталью, покрытой химическим никелем, со скоростью коррозии от 4,7 до 5,2 мкм/год при 25°C и от 7,0 до 9,9 мкм/год при 85°C, что ниже, чем у сталей с покрытием [26]. Nickel 200 используется в сердечнососудистых имплантатах благодаря способности стиму- лировать рост эндотелиальных клеток, снижая образование тромбов. Химический состав Nickel 200 приведен в табл. 1.
Эксперимент
Для определения FLC будут использованы шесть траекторий деформации, характеризующих пластическое разрушение. В данном разделе представлены подробности проведения эксперимента, включая подготовку испытательных образцов, проектирование и настройку микроформовочного оборудования, а также процедуры, соблюдавшиеся в ходе испытаний. Траектории деформации включают одноосное, промежуточное одноосное, плоское, двухосное и промежуточное двухосное деформирование.
Подготовка образцов
Образцы подготовлены с использованием нанесения круговой сетки. Круговая сетка наносится с помощью метода электрохимического травления. При этом методе используется трафарет для маркировки, имеющий круглое отверстие диаметром 1 мм и расстояние 2 мм между соседними отверстиями. В ходе основной процедуры травления с помощью трафарета на материал наносится круговая сетка, как показано на рис. 2. В ходе экспериментального процесса листовой металл подвергается деформации, в результате чего круговые сетки принимают эллиптическую форму. Эта деформация позволяет определить минимальную и максимальную главные деформации, которые необходимы для построения FLC
Таблица 1
Химический состав Ni 200
Настройка оборудования для проведения экспериментов
Разработана и изготовлена новая специализированная установка, предназначенная для проведения экспериментов по микроформовке, как показано на рис. 4. Установка состоит из двух комплектов штампов, а именно верхнего и нижнего штампов, с промежуточной полостью, предназначенной для размещения фрикционных или прижимных пластин, а также пространством

Двуосное
Плоское
Одноосное промежуточное
Одноосное
Двуосное промежуточное
Рис. 3. Подготовка испытательного образца для теста Накадзимы
Рис. 2. Образец с нанесенной сеткой
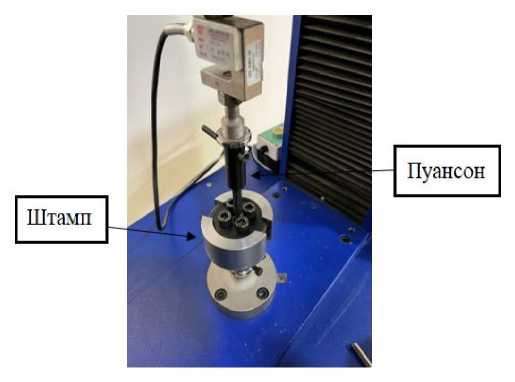
Рис. 5. Конфигурация специализированной установки
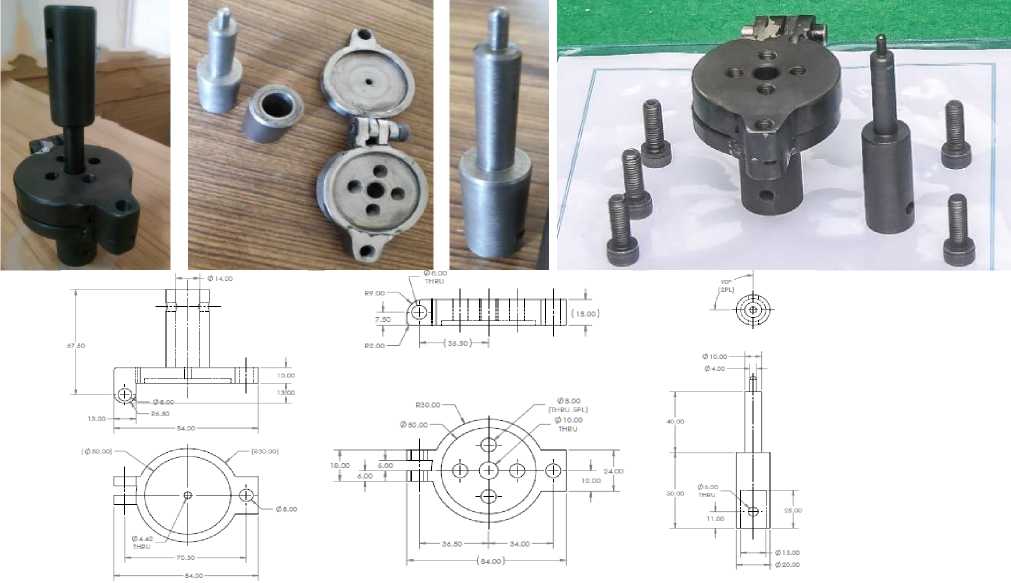
Рис. 4. Специализированная установка, разработанная для микроформовки
для образца. Устройство специально разработано с полусферической головкой диаметром 4 мм, в то время как диаметр наборов штампов составляет 4,5 мм. В качестве крепежных элементов для надежного соединения верхнего и нижнего штампов используются болты. Четыре внутренних болта служат для увеличения давления, оказываемого на прижимные пластины, что позволяет эффективно зафиксировать заготовку на месте. Заготовка стратегически располагается между прижимной пластиной и штампами.
Вся установка закреплена на универсальной испытательной машине грузоподъемностью 5 кН для проведения испытания по тесту Накадзима. Скорость перемещения траверсы на время проведения экспериментов настроена в диапазоне от 0,4 до 1,2 мм/мин. На рис. 5 показана установка в сборе.
Экспериментальное исследование
Оценка, проведенная в соответствии со стандартом ASTM 2218-14, а именно тест Накадзимы, выполнен на шести образцах. Использованные образцы были предварительно обработаны с нанесением круговой сетки с помощью EDM , как показано на рис. 3. Каждый образец прошел процесс, способствующий образованию единичной трещины на этапе деформации. В областях, где присутствовали трещины, были проведены измерения как максимальной, так и минимальной главных деформаций с использованием системы визуального измерения для повышения точности. Измерения были специально направлены на места, где появилось сужение. Максимальные и минимальные главные деформации определялись на соответствующих осях вблизи области сужения. Используя формулу для расчета деформации как отношения изменения длины к исходной длине, получены как максимальные, так и минимальные главные деформации. Эта методология играет важную роль в построении FLC для материала. Деформированные образцы показаны на рис. 6.
Испытание на растяжение
Испытание на растяжение является принципиально необходимым для определения внутренних свойств материала. Данные, полученные в результате проведен- ного испытания на растяжение, дают важную информацию о характеристиках материала, включая предел прочности при растяжении, относительное удлинение и угловое смещение при разрушении. Эта информация необходима в качестве входных данных для моделирования, используемого при реализации вышеупомянутой методики. Образец, используемый для испытания на растяжение, тщательно подготавливается в соответствии со стандартом ASTM E8/E8M-13a [28], представленным на рис. 7. При подготовке образца к испытанию на растяжение используется EDM с резанием проволокой для уменьшения концентрации напряжений. Оценка проводилась с использованием универсальной испытательной машины грузоподъемностью 5 кН, оснащенной специальным приспособлением, предназначенным для надежного удержания образца. Испытание проводилось с использованием тензодатчика 1500 Н при температуре 25°C, скорости 3 мм/мин и допустимой длине 25 мм. Максимальное удлинение составило 1,88 %.
Конечно-элементное моделирование
Конечно-элементное моделирование распределения полей деформаций и геометрии заготовки может значительно повысить точность прогнозов появления деформации. Благодаря применению метода конечных элементов численные модели стали преобладающей методологией в этой области. Такой подход позволит получить ценную информацию о процессе без необходимости проведения долгих экспериментальных испытаний.
Анализ микродеформаций проводился в Abaqus . Модель состояла из инструмента, двух зажимных пластин и образца. Образец был надежно зажат между двумя зажимными пластинами для обеспечения надлежащей фиксации и выравнивания во время процесса прессования. Пластические деформации имеют существенное значение и учитываются с применением критерия пластического разрушения. Характеристики материала, введенные в программу, включая плотность, предел текучести, коэффициент Пуассона и критерий разрушения FLC , были получены на основе результатов испытания на растяжение. Параметры теста Накадзимы для двухосной деформации в направлении прокатки 0° представлены в табл. 2. Максимальная и минимальная главные деформации, учитывающие пути деформирования для направления прокатки 0°, приведены на рис. 9.

Одноосное Одноосное промежуточное Плоское
Двуосное промежуточное
Двуосное
Рис. 6. Сформированные образцы после испытания по тесту Накадзимы для всех вариантов деформации

|
Параметр |
Образец наименьшего размера, мм |
|
G – длина измеряемой части |
25,0 ± 0,1 |
|
W – ширина |
6,0 |
|
T – толщина |
6,0 ± 0,1 |
|
L – общая длина |
100,0 |
|
R – радиус скругления |
6,0 |
|
A – длина уменьшенной части |
32,0 |
|
B – длина части сцепления |
30,0 |
|
С – ширина части сцепления |
10,0 |

Рис. 7. Стандартный образец для испытания на растяжение в соответствии со стандартом ASTM E 8 /E 8 M– 13 a

Результаты и обсуждение
Экспериментально исследованы траектории деформации для всех трёх вариантов образцов (0°, 45°, 90°), по шесть штук на каждый. Минимальная и максимальная главные деформации фиксировались с помощью системы визуального измерения. У каждого образца своя точка на графике деформации, которые в совокупности формируют экспериментальную FLC для материала Nikel 200. На основе зарегистрированных данных о деформации построена экспериментальная FLC со ссылкой на табл. 3.
О" 45° 90°
Рис. 8. Образцы для испытания на растяжение тонкой пластины Nickel 200
Таблица 2
Параметры эксперимента для моделирования испытаний по методу Накадзимы
|
Параметр |
Значение |
|
Диаметр полусферического пуансона, мм |
4 |
|
Внутренний диаметр донного штампа, мм |
4,25 |
|
Толщина двухосного образца, мм |
0,05 |
|
Скорость пуансона, мм/мин |
2 |
|
Размер заготовки, мм |
3 |
Максимальная главная
Минимальная главная
Вид сжатия
Максимальная главная деформация
Минимальная главная деформация
Вид сжатия
деформация
деформация
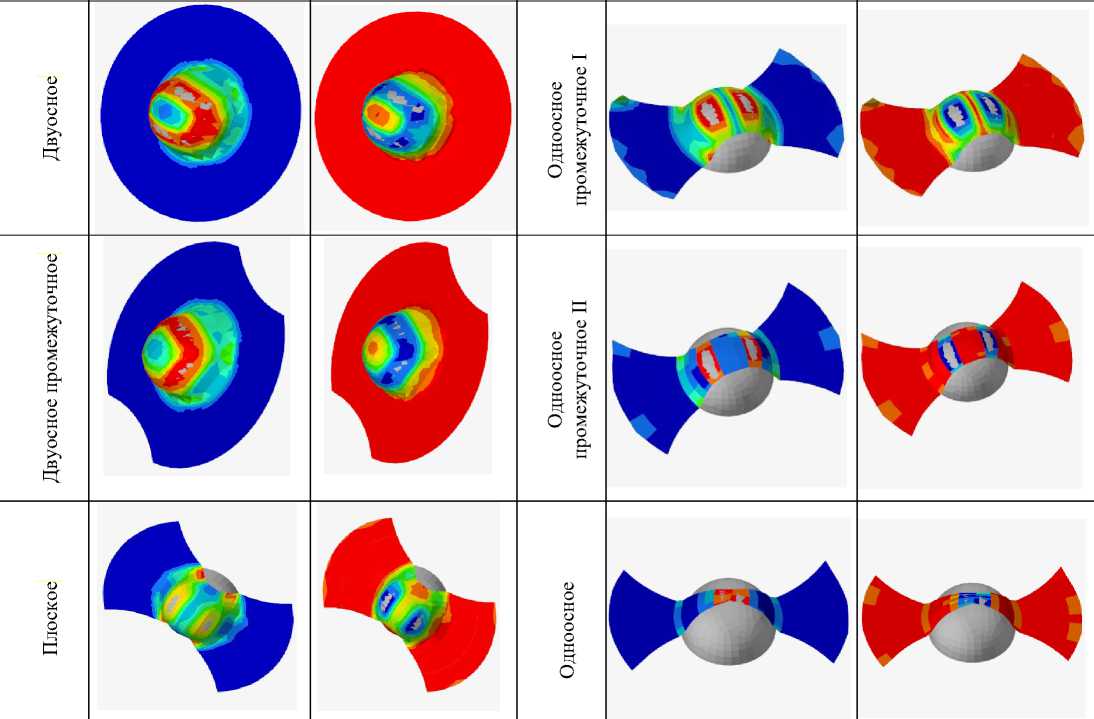
Рис. 9. Величины максимальной и минимальной главных деформаций при направлении прокатки 0°
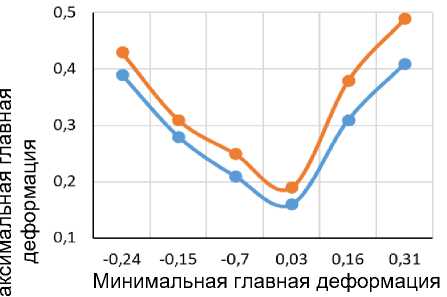
Параллельно с этим для каждой траектории деформации были проведены расчеты с использованием программы Abaqus . Значения минимальной и максимальной главных деформаций, полученные в результате анализа, приведены в табл. 3. Затем, на основе собранных данных построены графики экспериментальной и расчетной кривых линейной упругости FLC для стали Nikel 200. Сравнение экспериментальных и теоретических FLC показывает сильную корреляцию, что свидетельствует о хорошей согласованности между двумя методами. Комбинированные FLC , полученные с помощью экспериментального и численного подходов, представлены на рис. 10.
На рис. 5, представленном в исследовании, показаны кривые FLC для никелевых листов толщиной 50 мкм с различной ориентацией направления прокатки. Рассматривались ориентации 0°, 45°, 90°. Кривые FLC показывают зависимость между приложенным напряжением и деформацией, при которой происходит разрушение, для каждой ориентации. Результаты показывают: при ориентации под углом 0° относительно направления прокатки кривые пределов разрушения проходят при максимальных главных напряжениях. Это свидетельствует о том, что сопротивление материала разрушению выше, когда приложенное напряжение совпадает с направлением прокатки. С другой стороны, отклонение ориентации от направления прокатки может привести к снижению сопротивления разрушению, о чем свидетельствуют минимальные кривые пределов разрушения при более высоких напряжениях. В целом, исследование дает ценную информацию о влиянии толщины и направления прокатки на кривые FLC тонких никелевых листов. Эти результаты могут быть полезны для оптимизации процессов формовки, обеспечения безопасной и эффективной деформации материала и предотвращения разрушения во время производственных операций.
Заключение
Исследование по оценке формуемости с помощью кривой FLC для фольги из Ni 200 толщиной 50 микрон проведено с использованием как эмпирических, так и численных методов. В эмпирическом подходе использовался тест Накадзимы, а численный подход был реализован с помощью решателя Abaqus . Полученные с помощью обоих методов кривые FLC продемонстрировали значительное совпадение, что позволило
Таблица 3
Экспериментальные и численные значения всех шести случаев деформации для пластины Nickel 200 толщиной 50 мкм
|
Угол поворота, ° |
Образец |
Средняя минимальная главная деформация |
Средняя максимальная главная деформация |
||
|
Эксперимент |
Модель |
Эксперимент |
Модель |
||
|
0 |
Одноосное |
–0,2251 |
–0,20259 |
0,43313 |
0,3839 |
|
Одноосное промежуточное I |
–0,14513 |
–0,13061 |
0,3213 |
0,2827 |
|
|
Одноосное промежуточное II |
–0,06813 |
–0,05995 |
0,24581 |
0,2156 |
|
|
Плоское |
0,02158 |
0,01899 |
0,18334 |
0,1650 |
|
|
Двуосное промежуточное |
0,1584 |
0,14256 |
0,37012 |
0,3257 |
|
|
Двуосное |
0,3106 |
0,27332 |
0,48027 |
0,4226 |
|
|
45 |
Одноосное |
–0,1972 |
–0,17748 |
0,45319 |
0,3988 |
|
Одноосное промежуточное I |
–0,14365 |
–0,12641 |
0,3817 |
0,34353 |
|
|
Одноосное промежуточное II |
–0,0501 |
–0,04408 |
0,3354 |
0,30186 |
|
|
Плоское |
0,01534 |
0,01349 |
0,24517 |
0,21575 |
|
|
Двуосное промежуточное |
0,16547 |
0,14892 |
0,3652 |
0,3213 |
|
|
Двуосное |
0,30917 |
0,244896 |
0,50153 |
0,4449 |
|
|
90 |
Одноосное |
–0,2251 |
–0,20259 |
0,45139 |
0,4062 |
|
Одноосное промежуточное I |
–0,14513 |
–0,13286 |
0,34572 |
0,3111 |
|
|
Одноосное промежуточное II |
–0,06813 |
–0,05995 |
0,2971 |
0,2674 |
|
|
Плоское |
0,02158 |
0,01985 |
0,26518 |
0,2334 |
|
|
Двуосное промежуточное |
0,1584 |
0,14256 |
0,38135 |
0,3432 |
|
|
Двуосное |
0,3106 |
0,27333 |
0,4751 |
0,4181 |
|
a
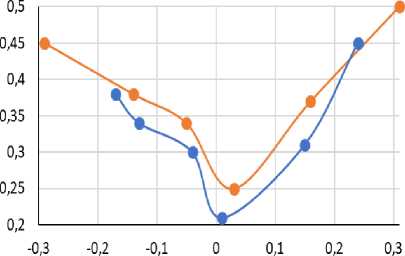
Минимальная главная деформация
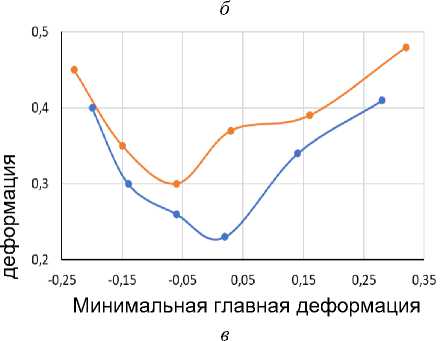
Рис. 10. Кривая предельного формоизменения для углов поворота: a – 0°, б – 45°, в – 90° установить важный ориентир для ученых, занимающихся проектированием и моделированием компонентов в сфере микроформовки, с особым акцентом на применения в биомедицинской области. Инструменты, приспособления и образцы были тщательно спроектированы и изготовлены в соответствии с установленными стандартами.
