Анализ качества изготовления манжет резиновых армированных с применением метода QFD

Автор: Савченко Н.О., Клейменова Н.Л., Игуменова Т.И., Жашков А.А.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Фундаментальная и прикладная химия, химическая технология
Статья в выпуске: 1 (67), 2016 года.
Бесплатный доступ
Сфера использования манжет резиновых армированных многообразна: от трубопроводной арматуры до бытовой сантехники. В связи с этим актуальной представляется разработка высококачественных манжет резиновых армированных на основе различных наполнителей в целях предотвращения вытекания рабочей жидкости и повышения надежности манжет при широком спектре нагрузок. Для повышения качества манжет резиновых армированных и удовлетворения требований потребителей предлагается принципиально новый способ усиления резиновой смеси, который позволит повысить качественные характеристики манжет резиновых армированных, следовательно, увеличит их стойкость к действию растворителей - добавлении в полимер наполнителя на основе наноуглерода. Целью настоящего исследования является планирование качества манжет резиновых армированных с применением фуллеренсодержащего наполнителя с использованием инструментов контроля и управления качеством в рамках методологии структурирования функции качества (СФК). Актуальность метода СФК заключается в определении наиболее важных проблем и связанных с ними приоритетов, особенно при выборе позиций, что должно быть решено и усовершенствовано при создании новой продукции. Для достижения поставленной цели решались следующие задачи: проведен анализ рынка резинотехнических изделий; проведен потребительский бенчмаркинг и ранжирование требований потребителей; на основании анализа требований потребителей к манжетам резиновым армированным выявлены наиболее важные из требований и с помощью метода СФК установлены приоритетные технические характеристики для дальнейшего улучшения; спроектирован новый вид продукции с использованием метода СФК. Метод СФК позволил разместить большой объем информации в сжатом виде и определить направления улучшения конкретных технических характеристик, основанных на требованиях потребителей.
Качество, манжеты резиновые армированные, фуллеренсодержащий наполнитель, технические характеристики, матрица, требование, потребитель
Короткий адрес: https://sciup.org/14040547
IDR: 14040547 | УДК: 658.562 | DOI: 10.20914/2310-1202-2016-1-159-163
Analysis of the quality of the manufacture of cuffs rubber reinforced with the use of the QFD method
The use of cuffs rubber reinforced diverse, from pipe fittings to domestic plumbing. In this regard, relevant is the development of high-quality cuffs rubber reinforced on the basis of various fillers in order to prevent leakage of the working fluid and improve the reliability of cuffs in a wide range of loads. To improve the quality of cuffs rubber reinforced and meet the requirements of consumers a fundamentally new way to strengthen the rubber, which will improve the qualitative characteristics of cuffs rubber reinforced, consequently, increase their resistance to solvents is added to a polymer filler on the basis of nanocarbon. The purpose of this study is to plan quality cuffs rubber reinforced with the use of tolerancerange filler using tools monitoring and quality management the methodology of Quality Function Deployment (QFD). The relevance of QFD method is to determine the most important issues and related priorities, especially in the choice of positions that should be solved and improved when developing new products. To achieve this goal the following tasks: conducted market analysis of rubber products; carried out a consumer benchmarking and ranking of customer requirements; based on the analysis of customer requirements to cuffs rubber reinforced identified the most important requirements and via the SFC installed priority technical characteristics for further improvements; designed new product using the QFD. QFD method allowed a large amount of information in a compressed form and identify areas to improve specific technical specifications based on customer requirements.
Текст научной статьи Анализ качества изготовления манжет резиновых армированных с применением метода QFD
DOI:
For cite
Цели и задачи СФК-методологии: позволить «голосу потребителей» быть ясно услышанным в процессе разработки и совершенствования как продукции, так и соответствующих производственных операций; выполнить принцип «все должно быть сделано правильно с первого раза и точно в срок».
Новые условия развития рынка в России требуют совершенствования производственной базы и ее научного обеспечения. Качество, как удовлетворение требований потребителя и обеспечение высшей ценности изделия должно быть заложено в изделие на стадии научноисследовательских и опытно-конструкторских работ и обеспечено в процессе производства. По своему содержанию структурирование функции качества – это системный подход к определению потребностей или требований потребителей, который помогает предприятиям быстро понять и интегрировать эти потребности в конкретные планы производства продукции или услуг с целью их удовлетворения.
Актуальность метода QFD (Quality Function Deployment) заключается в определении наиболее важных проблем и связанных с ними приоритетов, особенно при выборе позиций, что должно быть решено и усовершенствовано. Метод QFD позволяет разместить большой объем информации в сжатом виде, удобном для проведения эффективного и четкого анализа, и обеспечивает точное доведение мнения потребителя до проекта, разработки, производства и перевода его в технические параметры, чтобы гарантировать продукту соответствие требованиям потребителей.
Анализ предприятий показывает, что существующие методы обеспечения качества направлены на выявление проблем в процессе производства или после изготовления продукции. Использование метода QFD заключается в устранении пробелов во взаимодействии маркетинговых и конструкторских отделов предприятия, влекущих за собой недостатки и низкую конкурентоспособность продукции еще на стадии ее проектирования.
Целью настоящего исследования является планирование качества манжет резиновых армированных с применением фуллеренсодержащего наполнителя с использованием метода QFD.
Производство полимерных изделий осуществляется на основании нормативных документов и при этом не оценивается уровень качества и не учитываются требования потребителей, необходимые при планировании производства конкурентоспособной продукции.
Совершенно очевидно, что продукция не может считаться конкурентоспособной, если 160
она не востребована потребителями, то есть не пользуется спросом. Спрос же обусловлен потребительскими предпочтениями, где решающими являются не объективные характеристики, а субъективное восприятие свойств изделия – покупательская ценность, состоящая из ряда компонент. Поэтому важно установить, по каким критериям оценивает и приобретает покупатель манжеты резиновые армированные с желательными для него комбинациями свойств.
Вопросы, заданные респондентам, отражают важнейшие аспекты изделия – технические, экономические и другие требования.
Проведено ранжирование потребительских требований по степени важности каждого требования (таблица 1). Для этого использовалась пятибалльная шкала (1 – не важно, 2 – не очень важно, 3 – менее важно, но желательно, 4 – важно, 5 – очень важно). Полученные данные внесены в таблицу 5 графа 2 для построения Дома Качества.
Т а б л и ц а 1 Важность требований потребителей
|
Требование потребителя |
Оценка потребителя |
|
Стойкость к набуханию |
5 |
|
Стойкость к износу и крошению |
5 |
|
Точность в размерах |
5 |
|
Комплектация пружинами |
3 |
|
Плотность соединения деталей и механизмов |
5 |
|
Качество поверхности |
4 |
|
Диапазон рабочих температур |
4 |
|
Цена ниже среднерыночной |
4 |
Для определения преимуществ исследуемой продукции в сравнении с аналогом проведено сравнение степени удовлетворенности потребителя манжет резиновых армированных с добавлением фуллеренсодержащего наполнителя и манжет резиновых армированных, изготавливаемых в соответствии с требованиями ГОСТ 8752-79. Использовалась пятибалльная шкала (1 – плохо, 2 – не очень удовлетворительно, 3 – удовлетворительно, 4 – хорошо, 5 – отлично). Полученные данные внесены в таблицу 5 графы 15 и 16, из которой видно, что манжеты резиновые армированные с добавлением фуллеренсодержащего наполнителя наиболее удовлетворяют потребителя по стойкости к набуханию, плотности соединения деталей и механизмов и качеству поверхности, чем манжеты резиновые армированные по ГОСТ 8752-79, но уступают по стойкости к износу (крошению) и цене
Для улучшения имеющегося уровня показателей удовлетворения ожиданий потребителей, необходимо установить целевые значения для каждого ожидания потребителей. Желательные значения степени удовлетворенности потребителя заносятся в таблицу 5 графа 17. Для этого использовалась пятибалльная шкала.
Для тех ожиданий продукции, которые не требуют улучшения, целевые значения устанавливают на одном уровне с имеющимися на данный момент оценочными значениями для этих ожиданий.
На основании определенных целевых значений вычислены относительные величины степени улучшения качества. Целевое значение каждого ожидания потребителей берется из таблицы 5 графа 17, значение оценки продукции из таблицы 5 графа 15.
Для определения целей проекта установлена весомость каждого ожидания потребителя. Важность ожидания потребителей берется из таблицы 5 графа 2, степень улучшения из таблицы 5 графа 18.
После завершения вычислений результаты оценки весомостей различных ожиданий потребителя внесли в таблицу 5 графа 19, и пересчитывается значение весомостей, выраженное в процентах (таблица 5 графа 20).
В результате обсуждения и анализа требований потребителя и нормативной документации определены технические характеристики продукта, имеющие цифровые показатели, которые занесены в подматрицу характеристик качества таблицы 5.
Направление улучшений каждой технической характеристики указано в подматрице установления направлений улучшения каждой характеристики символами, приведенными в таблице 2.
Т а б л и ц а 2
Символы, используемые для описания направления улучшения технической характеристики
|
Символ |
Направление улучшений |
|
↑ |
Чем больше величина, тем лучше |
|
↓ |
Чем меньше величина, тем лучше |
|
• |
Чем ближе значение к номиналу, тем лучше |
Изучение силы влияния технических характеристик продукции на выполнение ожиданий потребителей осуществляется с помощью подматрицы связей, которая является центральной частью матрицы планирования Дома Качества.
При заполнении ячеек подматрицы связей, для описания силы взаимосвязей, в таблице 5 использованы символы, приведенные в таблице 3.
Т а б л и ц а 3
Символы и коэффициенты, используемые для описания силы взаимосвязи технических характеристик продукции и ожиданий потребителей
|
Символ |
Сила взаимосвязи |
Весовой коэффициент |
|
Θ |
Сильная взаимосвязь |
9 |
|
О |
Средняя взаимосвязь |
3 |
|
Δ |
Слабая взаимосвязь |
1 |
Отсутствие какого-либо символа на пересечении строк и столбцов матрицы связей означает, что нет взаимосвязи между ожиданиями потребителей и техническими характеристиками продукции.
Цифровые оценки значимости взаимосвязи каждой технической характеристики проектируемых манжет резиновые армированные с добавлением фуллеренсодержащего наполнителя заносятся в ячейки матрицы связей.
Суммы числовых значений «Значимость взаимосвязей» по каждому столбцу представлены в строке «Абсолютное значение».
По максимальным значениям строки «Относительное значение» определены приоритетные технические характеристики качества проектируемых манжет резиновых армированных с добавлением фуллеренсодержащего наполнителя.
В данном случае, такие технические характеристики, как условная прочность, плотность поперечных связей, изменение массы после воздействия стандартной жидкости твердость по Шору имеют максимальные приоритеты 16 %, 15 %, 13 %, 12 % соответственно.
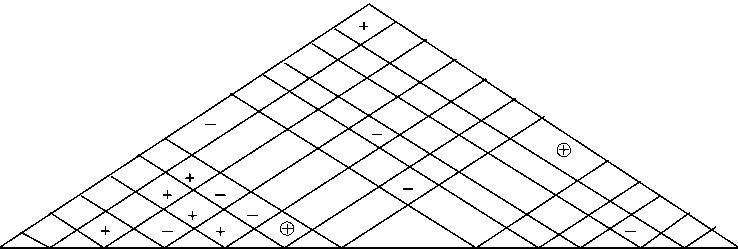
Взаимосвязь технических характеристик продукции отображается символами, приведенными в таблице 4, в ячейках корреляционной подматрицы, образующей «крышу» Дома Качества.
Т а б л и ц а 4
Символы, используемые для описания взаимосвязи технических характеристик продукции
|
Символ |
Сила взаимосвязи |
|
⊕ |
Сильное положительное влияние |
|
+ |
Положительное влияние |
|
Не заполняется |
Влияние отсутствует |
|
– |
Отрицательное влияние |
|
⊖ |
Сильное отрицательное влияние |
Т а б л и ц а 5
Матрица планирования
|
• |
↑ |
• |
↑ |
↑ |
↓ |
• |
• |
• |
↓ |
↑ |
||||||||||
|
Технические характеристики |
||||||||||||||||||||
|
Требование потребителя |
X X * X о КС о m |
X а X |
X § X |
3 X |
х § В i S’ 1 в S’ |
X X >х в В й Й О X К |
8 § 5 =s о S С н 3 о Ч х s х н S Ч |
& 3 ° « о Р в « 8 к в 8 В н ® “ & | 2 ° н § g 1 3 в о •ter Рч Д , с3 а g ° с g s и § к з ч S § ° о §=§38 Е а g S g |
8 ч о р в 8 5 н я О |
О о |
сЗ X |
6 X X S ® а Й о X 5 щ |
X & |
Оценка конкурентоспособности |
||||||
|
О О 6 § В 2 щ ц н s ч о 8 В § В | и S 2 & 5 £ |
S S Я tC а § 2 ” 3 в § и § 5 Р ft = |
X X у |
X а §* X X и |
о о |
о о |
|||||||||||||||
|
Стойкость к набуханию |
5 |
О/44 |
О/44 |
Θ/132 |
Θ/132 |
Δ/15 |
4 |
3 |
5 |
1,2 |
6,0 |
14,7 |
||||||||
|
Стойкость к износу и крошению |
5 |
Δ/16 |
Θ/144 |
Θ/144 |
О/48 |
Δ/16 |
3 |
4 |
4 |
1,3 |
6,5 |
16,0 |
||||||||
|
Точность в размерах |
5 |
Δ/15 |
Θ/132 |
Θ/132 |
О/44 |
4 |
4 |
5 |
1,2 |
6,0 |
14,7 |
|||||||||
|
Комплектация пружинами |
3 |
О/23 |
Θ/68 |
4 |
4 |
4 |
1,0 |
3 |
7,5 |
|||||||||||
|
Плотность соединения деталей и механизмов |
5 |
Θ/132 |
О/44 |
Θ/132 |
Θ/132 |
О/44 |
4 |
3 |
5 |
1,2 |
6,0 |
14,7 |
||||||||
|
Качество поверхности |
4 |
Θ/88 |
О/29 |
5 |
4 |
5 |
1,0 |
4 |
9,8 |
|||||||||||
|
Диапазон рабочих температур |
4 |
Δ/10 |
О/29 |
Θ/88 |
4 |
4 |
4 |
1,0 |
4 |
9,8 |
||||||||||
|
Недорогие |
4 |
О/38 |
Δ/13 |
Θ/115 |
3 |
4 |
4 |
1,3 |
5,2 |
12,8 |
||||||||||
|
Абсолютное значение |
104 |
320 |
242 |
132 |
312 |
274 |
145 |
132 |
88 |
138 |
68 |
88 |
||||||||
|
Относительное значение, % |
5 |
16 |
12 |
6 |
15 |
13 |
7 |
6 |
5 |
7 |
3 |
5 |
||||||||
|
О сЗ 2 X г и й о X X g Л X О й & * я 8 й н " § |
Единица измерения |
§ |
vo |
ъ 3 |
2 2 |
2 2 |
<6 |
X 5 |
5 S |
|||||||||||
|
Наша продукция |
4 |
9,8 |
72 |
4 |
17,2 |
± 10 |
норма |
норма |
4 |
150 |
||||||||||
|
Конкуренты |
4 |
11,8 |
65-85 |
3 |
15,5 |
± 12 |
норма |
норма |
4 |
97 |
||||||||||
|
Целевое значение |
5 |
11,8 |
70 |
5 |
17,5 |
± 8 |
норма |
норма |
5 |
95 |
||||||||||
В графы «Наша продукция» и «Конкуренты» нижней подматрицы «выходов» внесли значения технических характеристики исследуемой продукции и конкурентов.
На основании анализа нижней подматрицы с учетом корреляционной подматрицы принимается решение по каждой из характеристик качества и заносится в графу «Целевое значение». При этом возможны решения:
-
- сделать лучше, чем конкурент;
-
- сравняться с конкурентом;
-
- оставить лидерство за конкурентом.
Для дальнейшего рассмотрения и улучшения выбраны следующие технические характеристики:
Список литературы Анализ качества изготовления манжет резиновых армированных с применением метода QFD
- Савченко Н.О., Клейменова Н.Л., Игуменова Т.И. Анализ удовлетворенности потребителей при создании полимерного материала на основе наноматериала с использованием метода структурирования функции качества//Международный студенческий вестник. 2015. № 3-3. С. 343-344.
- Земсков Ю.П. и др. Управление качеством пищевой продукции с применением метода структурированной функции качества (QFD) на этапе разработки стандарта организации//Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2013. № 3. С. 061-063.
- Полянчиков М.Ю., Петрова Ю.В. Использование методологии структурирования функции качества в проектировании продукции//Инновационные информационные технологии. 2013. № 2. С. 88-89.
- Вологжанина Е.М. Пошаговый алгоритм структурирования функции качества//Инновации, качество и сервис в технике технологиях. 2014. Т. 1. № 1. С. 124-127.
- СТО Газпром 9004-2007 Часть IV Системы менеджмента качества. Рекомендации по улучшению. Проектирование продукции с использованием методов структурирования функций качества. Введен 17.05.2008. М.: ОАО «Газпром», 2008. 47 с.
