Анализ методов обработки женских жакетов разных ценовых групп

Автор: Сарттарова Л.Т.
Журнал: Вестник Алматинского технологического университета @vestnik-atu
Рубрика: Техника и технологии
Статья в выпуске: 3 (93), 2012 года.
Бесплатный доступ
В данной статье рассмотрены требования к методам обработки женских жакетов разных ценовых групп. С этой целью приведены различные варианты методов обработки женских жакетов для разных ценовых сегментов рынка. Предложенные методы обработки женских жакетов разных ценовых групп в дальнейшем позволят создать базу данных для автоматизированного подбора технологического решения.
Женские жакеты, методы обработки, модель, дублирование, ценовая группа, оборудование
Короткий адрес: https://sciup.org/140204551
IDR: 140204551 | УДК: 687.12.123
Текст научной статьи Анализ методов обработки женских жакетов разных ценовых групп
Введение.
В условиях рыночной экономики, характеризуемых ростом ассортимента товаров и обострением конкурентной борьбы между отечественными и зарубежными производителями, для предприятий швейной промышленности Республике Казахстан все более актуальным становится решение задач быстрого обновления ассортимента выпус-каемой продукции при одновременном обес-печении высокого уровня потребительских свойств и снижении себестоимости.
Динамика современных экономических условий предполагает, что для эффективного функционирования швейное предприятие должно иметь гибкую структуру производ-ства с возможностью быстрого адаптирова-ния выпускаемого ассортимента к текущим требованиям рынка.
Необходимо отметить, что трудоемкость изготовления женских жакетов в большой степени зависит от методов обработки изде-лия и во многом определяет принадлежность к той или иной ценовой группе. В связи с этим, методы обработки выбирают с учетом свойств материалов, требований предъявляе-мых к изделию, композиционного решения, а также в соответствии с установленным на предприятии оборудованием.
Объекты и методы исследований. Рассмотрены и проанализированы методы обработки изделий. Методы технологи-ческой обработки узлов имеют разную трудоемкость, что отражается на стоимости изделия. Для недорогих изделий применя-ются типовые методы обработки, с максимальным использованием машинных опе-раций, по возможности на П/А; при этом акцент ставится на сокращении времени на производство. При изготовлении дорогостоя-щих изделий наиболее важным критерием является качество, в связи с чем, выполнение большого числа операций происходит вручную, используется индивидуальная сборка; это, в свою очередь, значительно влияет на время изготовления и стоимость.
Результаты и их обсуждения.
Анализ ассортимента женских жакетов г. Алматы показал, что для потребителей высокой, средней и низкой ценовых групп используются принципиально разные методы обработки. В таблице 1 представлены варианты технологической обработки основ-ных узлов женского жакета для разных цено-вых групп.
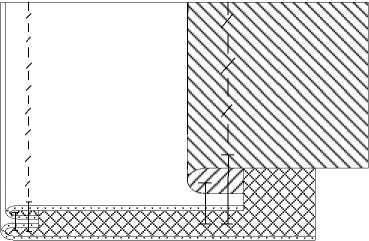
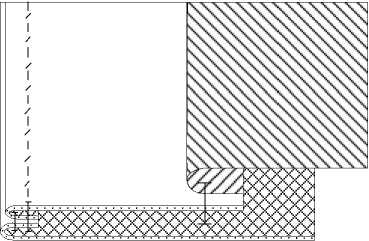
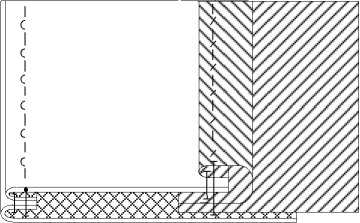
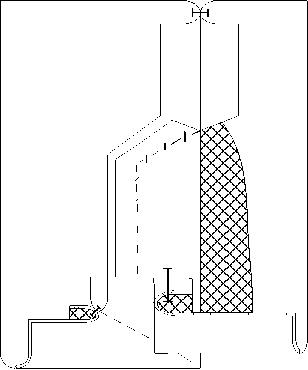
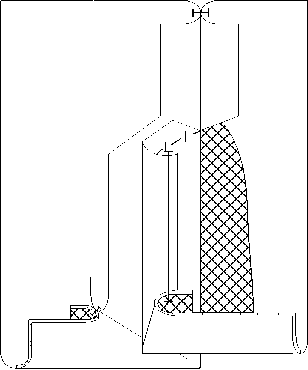
В изделиях класса «люкс» придание необходимой жесткости и формоустойчи-вости изделия достигается за счет высте-гивания деталей с использованием ручного способа или специальных машин. Данный способ обеспечивает качество и посадку на фигуре, высокую степень удобства, необходимое качество, однако, это удорожает изделие. Также для создания наибольшей формоустойчивости в области груди и плеч возможно применение каркасного (возможно фронтальное) дублирования с использо-ванием только тканых натуральных клеевых прокладок. В изделиях потребителей сред-него достатка формоустойчивость дости-гается за счет применения клеевого способа фронтального дублирования, в основном, с помощью искусственных тканых или рашелевых прокладочных материалов. Это обеспечивает достаточное качество и себестоимость изделия для данной социальной группы. Для потребителей низкой ценовой группы используются недорогие клеевые прокладочные материалы, которые в малой степени увеличивают себестоимость изделия, но зачастую не обеспечивают обходимый уровень качества изделия.
Кроме фронтального дублирования переда и мелких деталей, целесообразно локальное дублирование с помощью клеевых прокладочных лент (которые могут быть ткаными и неткаными), кромок и т.д., по срезам рукавов, спинки, боковой части переда и спинки, что дает возможность не только стабилизировать срезы, но и уменьшить стягивание материала при соединении деталей. В изделиях низкой ценовой группы данный вид работ не производится [1].
Таблица 1 – Варианты технологической обработки основных узлов женского жакета для разных ценовых групп
Наименование детали (узла)
Варианты технологической обработки модели
Дублирование переда
низкой ценовой группы 2
средней ценовой группы
высокой ценовой группы 4
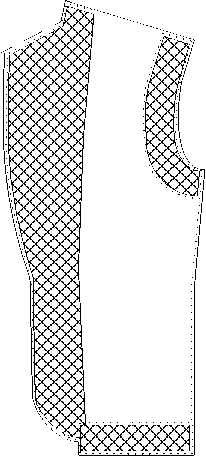
Рашелевый КПМ
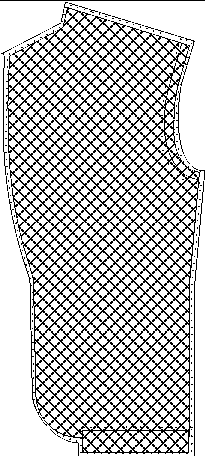
Тканый КПМ + клеевая кромка
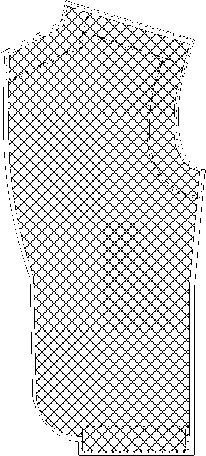
Выстегивание + дублирование участков тканым КПМ
Обработка плечевых, боковых срезов переда и спинки, среднего среза спинки, переднего и локтевого швов рукава
У/М
У/М с автоматической закрепкой
У/М с элементами автоматизации вспомогательных приемов + С/М для обметывания срезов
Продолжение таблицы 1
Обработка кармана
У/М с элементами автоматизации вспомогательных приемов
Индивидуальная сборка
У/М с автоматической закрепкой
Обтачивание борта подбортом и соединение подборта с подкладкой
У/М с автоматической закрепкой
У/М с элементами автоматизации вспомогательных приемов (для закрепления канта применяется клеевая паутинка)
У/М с элементами автоматизации вспом. приемов + спец. приспособление для окантовывания (для закрепления канта применяется вспушка, для окантовывания -тесьма)
Продолжение таблицы 1
Обработка шлицы рукава
Обработка низа изделия
У/М с автоматической закрепкой
У/М с элементами автоматизации вспомогательных приемов
У/М с элементами автоматизации вспомогательных приемов

У/М с автоматической закрепкой
У/М с элементами автоматизации вспомогательных приемов (применение клеевой паутинки)
Спец. приспособление + У/М с элементами автоматизации вспомогательных приемов (специальная тесьма для окантовывания)
Для соединения деталей женского жакета должны применяться стачивающие строчки челночного или цепного стежка как материала верха, так и подкладки изделия. В изделиях средней и низкой ценовых групп срезы ткани верха и подкладки не обметывают. В изделиях класса «люкс» все срезы основного материала жакета под подкладкой - обметываются, для наиболее качественного закрепления срезов. Швы ткани верха после стачивания лучше разутюживать, для уменьшения толщины швов, на подкладке необходимо выполнять швы взаутюжку. Это применимо для изделий разной стоимости [2].
При этом ширина шва зависит от осыпаемости ткани, но не должна быть меньше 10 мм для ткани верха. Для легкоосыпающихся материалов целесообразно и необходимо проектирование припуска на уработку – 0,2см. Ширина швов стачивания подкладки может колебаться в пределах 10-15мм по тем же технологическим соображениям [3].
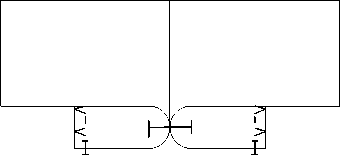
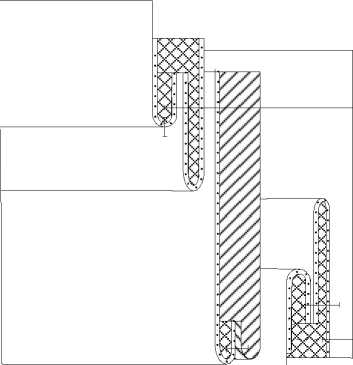
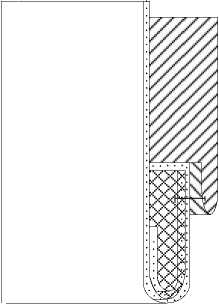
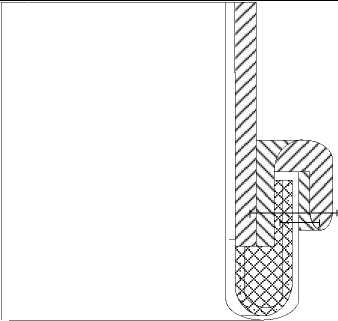
При обтачивании борта подбортом в дорогих изделиях, для закрепления канта применяют вспушку или потайную строчку, что обеспечивает надежное качество и красивый вид изделия. В изделиях среднего уровня, кант обычно закрепляют настрачиванием шва обтачивания по борту – до линии перегиба и по переду – после линии перегиба лацкана. В изделиях низкой ценовой группы закрепление достигается прокладыванием отделочной строчки по борту или не закрепляется.
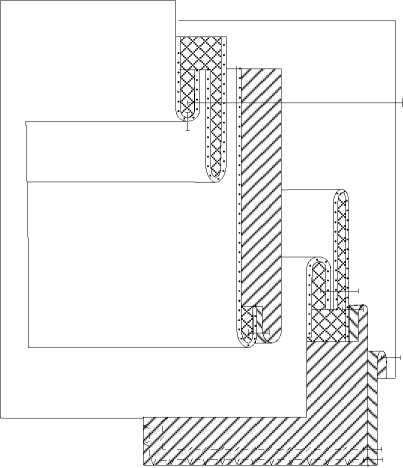
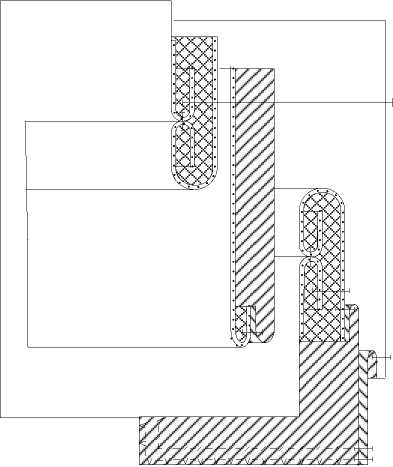
В изделиях высокой ценовой группы подборт и обтачку горловины спинки окантовывают атласной лентой или лентой из подкладочной ткани на универсальной машине (У/М) со специальным приспособлением или путем индивидуальной сборки, после чего соединяют их с подкладкой изделия. Это обеспечивает не только качество, но и эстетику внутренней отделки. В изделиях для потребителя среднего и низкого уровня дохода, применяется типовой вариант соединения подкладки и подборта.
В жакетах для потребителя высокой ценовой группы срез подгибки низа, до соединения изделия с подкладкой, также как и подборта может окантовываться. В изделиях средней и низкой ценовых групп соединение изделия с подкладкой по линии низа осуществляется типовым методом в один прием. При обработке низа жакета и низа рукава, ширина припуска на подгибку для изделий на подкладке составляет 20-30 мм.
Изготовление боковых прорезных карманов может осуществляться разными способами. Для изделий высокой ценовой группы наиболее характерно выполнение карманов в сложную рамку, которое обеспечивает большую точность и качество в целом, но требует больших затрат времени, уровень квалификации специалистов. Менее дорогим является изготовление кармана в простую рамку, характерного для средней ценовой группы. В недорогих изделиях часто выполняется имитация карманов в простую рамку с клапаном или без него.
В изделиях класса «люкс» петли обрабатывают вручную, где петельные стежки выполняют нитками из крученого натурального шелка с применением каркаса для большей прочности кромок петли. Это трудоемкий процесс и поэтому используется только в дорогостоящих изделиях. В жакетах высокой ценовой группы применяются петли с глазком, так как этот вид петли увеличивает удобство эксплуатации застежки и изделия в целом.
В изделиях средней ценовой группы применяются глазковые или прямые петли, обметываемые на специальной машине. В изделиях низкой ценовой группы используются только прямые петли, как наиболее простые в обработке.
Заключение и выводы:
Таким образом, применение тех или иных методов технологической обработки женского жакета зависит от ценовой группы изделия. Методы обработки для высокой, средней и низкой ценовых групп имеют разную трудоемкость, обеспечивают неодинаковый уровень качества, требуют разной квалификации рабочих, от которой зависит величина оплаты труда. Все вышеперечисленные критерии влияют на стоимость изделия и должны учитываться при подборе методов обработки для жакетов разных ценовых групп.
Список литературы Анализ методов обработки женских жакетов разных ценовых групп
- Кокеткин П.П. Одежда: технология, техни-ка, процессы, качество. -М.: Изд.МГДТУ, 2001. -560 с.
- Кокеткин П.П. Пооперационная машин-но-автоматизированная технология одежды. -М.: 2003. -223 с.
- Ветошина Л.Ф. Инструкция. Изделия швейные. Технические требования к стежкам, строчкам и швам./Л.Ф. Ветошина, Т.А. Павлови-чева, Н.Е. Суворова. -М:.-ЦНИИШП, 1991.-100с.
